600MW超临界空冷机组冷态启动过程优化
2013-09-01宋立斌刘兴晖
宋立斌,刘兴晖
(华能国际电力股份有限公司上安电厂,石家庄 050310)
1 概述
华能国际电力股份有限公司上安电厂三期2台机组于2008年投入商业运行,该机组为国内首台超临界600MW等级直接空冷机组,锅炉型号为DG2090/25.4-Ⅱ型,超临界燃煤变压直流本生炉,采用扩容器式内置式启动分离器启动系统,单炉膛、一次再热、平衡通风、前后墙对冲燃烧、固体排渣锅炉,配一套等离子点火装置。此种锅炉启动初期需建立启动流量,且启动初期启动系统只能回收工质,不回收经直流锅炉储水箱水位控制阀排出的疏水热,有较大的热损失和凝结水损失,启动能耗较高。汽轮机型号为 NZK600-24.2/566/566型,超临界、一次中间再热、冲动式﹑单轴三缸四排汽、直接空冷凝汽式汽轮机。汽轮机额定功率620.0MW,最大功率677.2MW,额定主蒸汽量1 879.5t/h,最大主蒸汽流量2 090.0t/h,额定蒸汽参数24.2MPa/566℃(主蒸汽门前),再热蒸汽参数4.088MPa/566℃(中联门前),额定背压16.0kPa。以下通过对国产600 MW超临界空冷机组冷态启动过程进行分析,提出了针对性的优化方案,优化机组启动过程,在保障安全的前提下,缩短机组的启动时间,减少启动过程中等待的浪费,达到降低机组启动能耗的目的。
2 机组冷态启动过程分析及优化
2.1 使用汽泵前置泵上水
机组启动时原设计用30%容量电动给水泵给锅炉上水,锅炉上水时间冬季不少于4h,夏季不少于2h,同为6kV动力,以冬季上水时间4h为例,期间电动给水泵的运行电流约为330A,消耗的电量约为1.25万kWh,而且电动给水泵出口压力较高,利用出口调阀控制上水流量,节流损失较大,对再循环管路冲击较大,缩短设备的使用寿命。
为节约厂用电,同时增加启动方式的灵活性,改为利用汽泵前置泵进行锅炉上水,上水前,关闭锅炉省煤器入口电动门(设计时无30%旁路上水调阀),投运汽动给水泵小机盘车,启动汽泵前置泵后,打开汽动给水泵出口电动门,利用省煤器入口电动门的中停功能,在保证汽动给水泵最小流量的前提下,配合使用汽泵再循环调阀,共同控制锅炉的上水流量,待锅炉上水结束后,再切换为电动给水泵运行,继续机组启动;利用前置泵上水,不仅能满足锅炉上水的要求,而且泵出口压力低,对系统管路的冲击较小。汽泵前置泵功率小,运行电流约为31A,上水期间的耗电量约为1 168kWh,对比电动给水泵而言,将减少电耗11 332kWh。
2.2 有效利用等离子点火装置
等离子点火是一项新的锅炉点火及稳燃技术,使用等离子拉弧直接点燃煤粉来实现锅炉启动或锅炉稳燃,可以大大降低燃油的使用率。三期5号机组F磨煤机安装了等离子点火装置,但在设备投用初期,并未达到很好的节油效果,燃油消耗量仍然很大。针对此种情况,做出了以下几方面细节调整:
a.等离子点火装置对煤质的要求较高,在停机前,将F磨煤机煤仓中的煤彻底烧空,以便在机组启动时,上的优质煤能够及时燃烧。
b.保证充足的暖磨时间,F磨煤机入口热一次风加热器投运后,利用磨煤机入口的热一次风调节挡板及磨煤机两侧的容量风挡板,对磨煤机系统进行加热,目标为磨煤机出口风温85℃并维持5~10 min,以保证加热充分。
c.等离子发生器启动后,合理调整等离子体燃烧器二次风,控制二次风箱压力在0.1~0.2kPa,在等离子体点火初期关闭夹层风,喷燃器三次风门至燃煤位;并利用磨煤机入口冷、热一次风调门控制磨煤机出口温度在75~80℃,配合使用磨煤机旁路风控制风速在16~18m/s。
现在整个冷态启动用油能有效控制在10t以内,5号机组近期按照优化程序,采用等离子点火并取得了成功,启动全程耗油9.03t。较原来的30t用油节省超过20t。按机组每年2次冷态启动为例,以燃油价格7 500元/t计算,累计全年将节省生产成本2×7 500元/t×20t=30万元。虽然,距离等离子点火,零油耗启动仍然有一定的差距,但随着对等离子点火应用的日趋成熟,相信对各细节的把握和控制越来越好。
2.3 提高高压缸预暖温度
冷态启动时,高压缸调节级金属温度低于150℃,需进行高压缸倒暖,按规程规定当高压缸第一级下半内壁金属温度暖至150℃并保持一段时间后即倒暖结束;实际操作中可选择将倒暖投入状态保持到汽轮机冲车前再解除,这样高压缸调节级金属温度能暖至约200℃,而且倒暖时间足够充分,缸体温差缩小,为后期冲车奠定了良好的基础。调节级温度的提升有效的缩短了中速暖机时间,可缩短启动时间30min,降低启动能耗。
对应中速暖机工况,运行30min,节省能源见表1。在保证设备安全的前提下,适当提高高压缸的预暖温度,达到了降低启动能耗的目的。
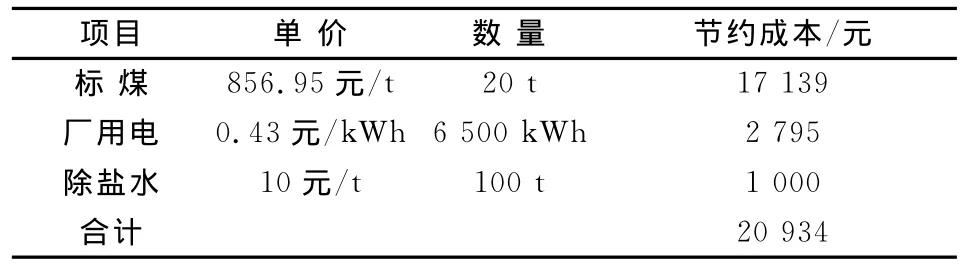
表1 提高高压缸预暖温度节能
2.4 缩短冷态冲洗时间
在锅炉的冷态开式冲洗过程中,大量的水被直接排放至地沟(约500t/h)。当水质合格后(铁离子质量浓度小于500μg/L)方可进行回收。由此可见,取样的及时性与水质化验的速度,直接影响着炉水的排放量。
一般情况下,从炉水取样,到得出化验结果需1 h左右的时间,而实际操作中,运行人员根据机组停运时间长短、汽水系统是否经过检修等情况,对锅炉的冲洗时间进行估算,适当增加炉水取样频率,缩短取样间隔,以便在水质合格后及时进行回收,尽最大能力减少除盐水的浪费。
经水汽取样化验过程优化后,可缩短冲洗时间30min,节约除盐水500t/h×0.5h=250t,按每t除盐水10元来计算,全年机组正常冷态启动两次,将节约生产成本250t×10元/t×2=5 000元。
按此操作,虽然增加了化学工作人员的劳动强度及化验材料的消耗量,但节水效果明显。
2.5 第2台磨煤机的启动选择
一般情况下,1台磨煤机运行能满足机组并网、切缸、初始负荷暖机时对锅炉热负荷的要求,规程规定在低负荷暖机50min结束后,启动第2台磨煤机;但对于冷态启动而言,机组长时间停运,磨煤机煤仓蓬煤是不可避免的问题(由于某些客观原因,停机时煤仓的煤无法烧空),如果待暖机结束后再行启动第2台磨煤机,遇到给煤机断煤,将影响机组升负荷的速率,对机组的安全运行也十分不利。现就断煤后处理的实际生产情况而言,以处理蓬煤需要15 min计算,多消耗的启动能耗情况见表2。
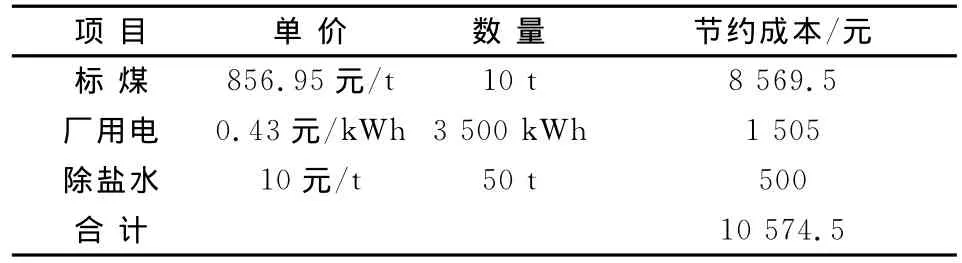
表2 处理蓬煤15min多消耗的启动能耗
因此,在实际操作中,视燃烧情况,选择在并网前或低负荷暖机期间,启动第2台磨煤机,给处理蓬煤留有足够的时间,以便在暖机结束后,能够快速升负荷,减少油枪的使用,进而达到降低生产成本的目的。
2.6 合理投用空冷岛
空冷机组在冬季启动过程中极易出现空冷凝汽器冻结现象,轻者会使空冷凝汽器传热性能下降,热耗增加;重者管束会被冰块堵塞,真空下降,甚至会出现冻裂翅片管或使翅片管变形,造成设备损坏,机组被迫停运,严重影响机组的经济性。为避免上述问题的发生,启动过程中,主要采取了以下措施:
a.机组的启动尽可能安排在环境温度较高的白天进行,利用白天较高的环境气温和日照条件,有效降低空冷凝汽器内部结冰的可能性,为机组启动、工质的尽早回收创造良好的条件。
b.在锅炉蒸发量未达到空冷凝汽器的最低热负荷前,避免蒸汽进入空冷凝汽器。并在进汽初期将1、2、7、8排空冷凝汽器的进汽蝶阀关闭,让蒸汽通过3、4、5、6排空冷凝汽器进行冷却,通过对蒸汽的换热面积的控制,以达到降低结冻风险的目的。
c.合理使用汽轮机的旁路系统,充分利用再热器的干烧能力,尽快提高蒸汽参数,汽机高低旁在蒸汽流量达到空冷凝汽器要求的最低热负荷后方可投运,并尽快增加旁路的通流量,并控制低旁后温度在允许条件下的较高值,尽快增加空冷岛的热负荷,避免管束结冻。
d.尽可能缩短空冷岛在较低流量下的运行时间,合理调整燃烧,尽快达到冲车参数,在汽轮机允许的情况下,尽可能加快带负荷速度,使得翅片管束流程中都存在汽水混合物,减小结冻的可能性。
e.适当提高机组的背压,并加强DCS画面参数的监视,如抽空气温度、凝结水温度等,加大启动过程空冷岛的巡视力度,加强对翅片管束的温度的监测,以便尽早发现问题,尽快做出调整。
实际运行中,通过采取上述措施,有效防止了启动过程中空冷凝汽器的冻结,保障了机组的安全、经济运行。
2.7 合理掌控启动节奏
机组冷态启动,启动时间较长,为降低启动成本,保证安全的前提下,在达到300MW工况点以前应尽量减少不必要的停留,这就要求机炉电方面加强协调配合,合理安排各个阶段对应的各项操作,以免耽误时间。机组点火前对影响机组启动的各个因素要逐一排查,以保证启动过程的连贯性。
安排工作时考虑到各项工作的层次性和合理性。如:启动送引风机前将锅炉燃油系统恢复;提前将各风机进行启动前检查保证其处于随时可以启动的状态;磨组提前进行检查,各挡板进行开关试验;锅炉升温升压过程中将两台汽泵送汽封抽真空,中速暖机过程中将A/B小机冲转至3000r/min备用;汽轮机冲转后投入各低加汽侧及2号、3号高压加热器汽侧;120MW以上将除氧器汽源倒至四抽供;转干态前并入一台汽泵,将电泵退出,并随启动过程逐渐将锅炉省煤器入口电动门开展;230MW左右,启B或E磨煤机后,随升负荷过程并入另外一台汽泵;300MW倒换汽泵汽源。
3 优化效果
三期空冷机组冷态启动过程经上述优化后,缩短了启动时间,降低减值损失。以5号、6号机组正常每年2次冷态启动计算,通过利用汽泵前置泵代替电动给水泵进行锅炉上水,节约厂用电量2×2×11 332=45 328kWh,全年下来将节省启动成本0.43元/kWh×45 328kWh=19 491元;通过等离子点火的运行优化,可节省启动成本2×2×7 500×20=60万元;通过高缸预暖温度提高操作,可缩短启动时间,节省启动成本20 934×2×2=83 736元;锅炉冷态开式冲洗阶段通过水汽取样化验过程优化后,可降低0.5万元;在并网前或低负荷暖机期间启动第2台磨煤机组,降低10 574.5×2×2=4.229 8万。通过三单元机组冷态启动过程优化后,合计全年降低可视费用1.949 1+60+8.373 6+0.5+4.229 8≈75万元。
4 结束语
缩短机组的启动时间,减少启动过程中等待的浪费,保证机组冷态启动过程的连贯性和紧凑性,是实现降低启动能耗的关键。通过优化国产600MW超临界空冷机组冷态启动过程,缩短机组的启动时间,显著降低了机组的启动能耗,取得了明显的经济效益。因此,在空冷机组冷态启动工作中应做好以下工作:提前消除影响机组启动的缺陷;各项启动工作安排要具有层次性、合理性,时间安排要合理紧凑;在保证安全的前提下,合理使用优化操作方式,实现启动能耗的降低。