改善垫板淬火软点的工艺方法
2013-08-28齐齐哈尔二机床集团有限责任公司工程院161005贾啸天董金阳
齐齐哈尔二机床(集团)有限责任公司工程院 (161005) 贾啸天 董金阳
我厂生产的自动冷镦机ZA31-25中有一工件为垫板,其材质为45钢,热处理要求整体淬火硬度42HRC。原淬火工艺为:箱式炉中820℃加热,保温均匀后直接在10%的氯化钠水溶液中冷却。
图1为此垫板淬火后的硬度情况,在局部区域出现纽扣大小的淬火软点,颜色呈淡茶色,检测硬度为25~30HRC,其余部位硬度均为42~45HRC。众所周知,软点往往是工件磨损或疲劳破裂的中心,它会显著降低工件的使用寿命,对于成品件是不允许的。而碳素钢由于淬透性较差,更易产生软点。本文通过对原工艺及已完工件的分析,决定对此类平面面积较大工件的淬火工艺进行改进,从而减少软点的产生,提高产品的合格率。
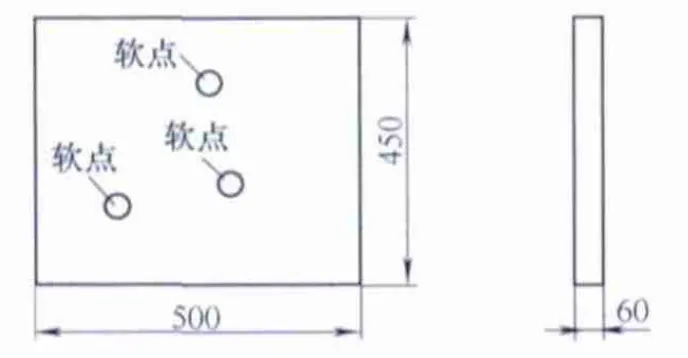
图1 垫板
1.产生软点的原因
(1)加热不均匀 淬火加热的目的是使工件在淬火加热过程中完成组织转变。为此,必须加热到适当的温度并有足够的保温时间。加热温度偏低和保温时间不足,使得原始珠光体组织未能完全转变为奥氏体和奥氏体成分不均匀时,淬火后得不到全部马氏体组织,使工件淬火后形成软点。
(2)冷却不均匀 淬火冷却介质冷却能力不足,如水中混入油或肥皂等杂质;操作不当,如工件表面不洁,未清除氧化皮或污垢,以及工件浸入淬火冷却介质时运动不充分等,都容易产生软点。
(3)组织不均匀 金相组织过于粗大,存在严重组织偏析、大块碳化物或大块自由铁素体也会使淬火工件形成软点。
通过对本次淬火软点的金相分析,排除了原始组织缺陷和加热不均匀的因素。对于此类淬透性较差的碳素钢,由于工件平面较大,加上淬火冷却介质搅动不充分及工件移动不够造成了淬火时工件表面气泡未及时破裂致使气泡处冷速降低,出现高温分解产物,淬火后形成了极细珠光体组织,最终产生了软点。
2.改进措施与效果
(1)改进措施 针对冷却不足造成的软点,我们决定采用喷液淬火配合单液淬火的方法来提高冷却速度。即将喷嘴接高压水流喷向工件需要加强冷却能力的部位,使蒸汽膜提早破裂,这样显著地提高了在较高温度区间内的换热系数和冷却速度。然后落入淬火槽中致使各部分冷却均匀。通过这种方法可以有效增大淬硬层深度,降低产生软点的可能性。另外,通过压力还可以将零件表面的氧化皮打掉,提高硬度。
(2)试验方法 经研究设计喷射工装如图2所示,将两个喷冷装置搭在水槽边上,两者间距100~120cm,调至喷水器露出盐水面12~15cm。将经箱式炉820℃加热均匀,保温60min的工件置于喷水器中间,同时用起重机控制零件匀速下落,在完全进入循环搅动的盐水槽冷却均匀后出炉空冷。
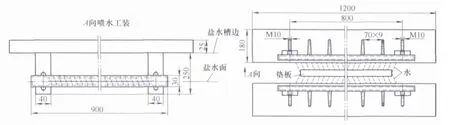
图2 淬火喷冷装置
(3)试验结果 改进淬火措施后的工件经检测硬度值均达到了50~55HRC,不再有软点产生,满足了垫板的设计硬度要求。且随着喷水水压的不断提高,淬火冷却介质流量越大,淬火效果越明显。
3.结语
采用喷射淬火冷却的方式再对此类平面面积较大碳素钢工件进行淬火,能严格控制软点的产生,从而提高了产品的精度及使用寿命。安装此垫板的自动冷镦机在交付厂家使用,运行情况良好,垫板未出现任何磨损现象。经实践证明,喷射淬火方法适用于此类平面面积较大的碳素钢工件的批量生产。
(20130814)
