电解铜箔后处理机恒张力控制系统研究
2013-08-26杨旭东徐海亭徐继贺平庆伟
杨旭东,王 俊,徐海亭,徐继贺,平庆伟
(西北工业大学机电学院,陕西 西安 710072)
0 引言
随着对印制电路板,尤其对薄型印制电路板要求的不断提高,对印制电路板的主要材料电解铜箔的要求越来越高。张力控制是电解铜箔后处理机控制系统的关键技术,其精度直接影响电解铜箔表面处理的质量。如果放卷张力和收卷张力波动较大,铜箔在收放卷过程中会出现菊芯、抽芯、打折和串卷等问题[1]。同样,如果机列中各段张力波动较大,也将会影响铜箔表面处理的效果,甚至出现废品。为此,为了实现收放卷以及机列各段的恒张力控制,将通过分析其动力学模型,在Matlab仿真环境下搭建一个恒张力控制系统。
1 电解铜箔后处理机基本结构
电解铜箔后处理机主要由放卷部分、机列表面处理单元以及收卷部分构成,其结构如图1所示。表面处理的工序较多,包括活化、粗化、水洗、封闭和防氧化处理机有机化处理等多道表面处理工艺,因此,机列表面处理单元共分为10段。放卷部分、收卷部分和表面处理单元各段分别由1台伺服电机驱动,通过无轴同步技术控制整机线速度同步。另外在放卷部分、收卷部分和每段之间各安装1对张力传感器,通过张力放大器将采集的本段张力信号输入到伺服驱动器的模拟量输入端口,作为张力控制器的反馈信号,构成闭环张力控制系统,控制各段张力的恒定。

图1 电解铜箔后处理机基本结构
通过分析电解铜箔后处理机的基本结构可知,放卷部分和收卷部分机械结构相同,控制原理也基本相同,区别就是随时间卷径的变化趋势不同。机列表面处理单元各段张力控制原理相同,都是在保证线速度同步的前提下,通过伺服电机速度的微调来控制本段张力恒定。因此,只对放卷部分和机列第1段部分进行恒张力控制的建模和仿真。
2 张力动力学模型的建立
2.1 放卷张力动力学模型
放卷张力的动力学模型如图2所示[2-3]。
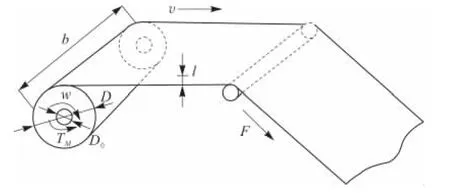
图2 放卷张力动力学模型
TM为作用于放卷辊上的等效制动力矩;D为放卷当前卷径;D0为放卷辊芯直径;v为放卷铜箔线速度;w为放卷辊角速度;F为放卷铜箔张力;b为放卷铜箔宽度;l为铜箔厚度。机电传动系统运动方程式为[4]:

T为电机产生的转矩;TL为传动系统负载转矩;J为传动系统的转动惯量;w为传动系统的角速度;t为时间。
分析放卷张力动态模型,放卷电机处于制动状态,将参数代入式(1),可得出放卷张力动力学模型的力矩平衡方程:

Bf为阻尼系数;J为放卷辊总体转动惯量,并有:


J0为放卷辊芯轴转动惯量;J1为放卷铜箔转动惯量;ρ为铜箔密度。
在放卷过程中,单位时间内放卷减少的铜箔横截面积为:

放卷辊芯轴转动惯量J0、放卷辊芯直径D0、铜箔密度ρ、放卷铜箔宽度b以及铜箔厚度l均为常量,放卷张力F主要受放卷辊上的等效制动力矩TM、放卷当前卷径D和放卷铜箔线速度v影响。
2.2 机列张力动力学模型
机列第1段动力学模型如图3所示。F为第1段铜箔张力;ω1为本机列伺服电机转速;ω0为前段机列伺服电机转速;L为机列间料长;d0为伺服电机驱动辊直径。

图3 机列张力动力学模型
分析该模型,根据胡克定律可得:

铜箔弹性模量E、铜箔横截面积σ、机列间料长L和伺服电机驱动辊直径d0均为常量,机列间张力受ω1和ω0影响。
3 张力模型的建立与仿真
放卷部分和机列单元部分的张力控制方式都采用张力环和速度环双闭环PID控制,其控制方式结构如图4和图5所示。外环为张力环,张力传感器采集的张力信号通过张力放大器变送为电压信号,与张力的设定值比较后,其偏差通过张力控制器进行PID控制,内环为速度环,伺服电机作为控制张力的执行机构,即在和虚拟主轴速度相同的基础上,根据外环张力的偏差值加速或者减速进而控制张力。对于放卷而言,卷径会随时间变小,通过上节放卷动力学模型的分析,放卷卷径会影响放卷的张力值,因此在放卷部分添加卷径计算模型,用于实时计算当前的卷径值。
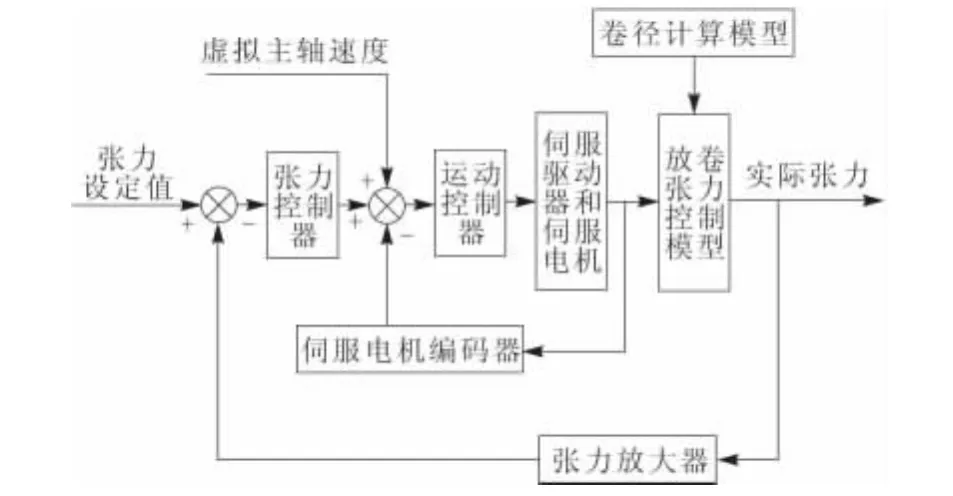
图4 放卷张力控制方式结构

图5 机列单元张力控制方式结构

图6 伺服电机子系统模型
张力仿真模型包括输入源模块库、输出源模块库、数学模块库、用户定义功能块以及自己封装的子系统。张力仿真模型中的子系统通过上节中动力学模型的推导公式建立。永磁式交流伺服电机电磁关系复杂,为便于分析,可对其数学模型进行简化。永磁式交流伺服电机的数学建模,可将三相绕组的方式简化为位置在空间中相互之间相差90°的两相绕组,向两相绕组中通入的交流电流可转化为向两相绕组中通入直流电流,并且,对永磁式交流伺服电机转矩的控制,可以通过调整输入的Iq大小来实现[5]。因此,伺服电机子系统模型参考Matlab中的永磁同步电机的示例建立,伺服电机子系统模型如图6所示,其中1号输出端口的出增益设为将电机转速的单位由rad/s转换为r/min。
电解铜箔后处理机运行速度范围在0~30m/min,系统中设定虚拟主轴速度为30m/min。张力传感器选用的量程为1000N,对应的张力放大器满量程标定值为10V,则张力环反馈增益设为0.01 N/V。
3.1 放卷张力模型
根据上节放卷张力控制方式机构图建立的放卷张力控制模型如图7所示。卷径计算子系统由式(8)建立,放卷铜箔线速度v和放卷初始直径D1为该子系统的输入端口,放卷当前卷径D为该子系统的输出端口。放卷张力子系统由式(12)建立,放卷铜箔线速度v、放卷当前卷径D和作用于放卷辊上的等效制动力矩TM为该子系统的输入端口,放卷铜箔张力F为该子系统的输出端口,放卷辊芯轴转动惯量J0、放卷辊芯直径D0、铜箔密度ρ、放卷铜箔宽度b和铜箔厚度t作为常量封装于该子系统。
3.2 机列张力模型

图7 放卷张力控制模型

图8 机列张力控制模型
机列张力控制模型如图8所示。机列张力子系统由式(13)建立。本机列伺服电机转速ω1和前段机列伺服电机转速ω0为该子系统输入端口,第1段铜箔张力F为该子系统输出端口,机列间料长L、铜箔弹性模量E和铜箔横截面积σ作为常量封装于该子系统。
3.3 张力模型仿真
对放卷张力模型和机列张力模型进行仿真,需要分别对速度环和张力环的PID控制器参数进行调整以获得稳定张力。参数调节的基本方法是:先调节速度环PID参数,待电机输出的转速稳定后再调节张力环PID参数,直至输出的张力恒定。对于放卷张力模型,速度环的PID参数KP=0.1;KI=55;KD=0.000012,张力环的PID参数KP=70;KI=700;KD=0。对于机列张力模型,速度环的PID参数KP=1.2;KI=72;KD=0.0007,张力环的PID参数KP=0.2;KI=1;KD=0。仿真效果良好,和实际情况一致,达到了系统要求。
4 结束语
在实际运行过程中,张力产生变化的因素往往比较复杂,考虑其主要影响因素,对张力计算方法进行了推导及仿真,仿真结果论证了该控制方法的可行性。另外,该控制方法对诸如包装设备、印刷设备中张力控制系统的研究有一定的借鉴意义。
[1]吴慧明,王 昕.铜箔卷绕的恒张力控制系统研究[J].传感器与微系统,2008,27(3):12-17.
[2]Wang Baosheng,Zuo Jianmin,Wang Mulan,et al.Model reference adaptive tension control of web packaging material[C].2008International Conference on Intelligent Computation Technology and Automation,2008.395-398.
[3]杨 梅,续明进.基于Matlab的卷筒纸印刷机张力控制系统的建模与仿真[J].包装工程,2011,32(7):22-25.
[4]邓星钟.机电传动控制[M].武汉:华中科技大学出版社,2006.
[5]廖佳涛.基于交流伺服电机的纤维缠绕张力控制系统研究[D].武汉:武汉理工大学,2011.
