XD—40A数控铣床PLC电池故障排除方法
2013-08-24广西二轻工业管理学校桂林541004刘志克
广西二轻工业管理学校 (桂林 541004)赵 峰 刘志克
长期放置后起动XD—40A数控铣床,屏幕出现90#报警,X、Y轴不能复归原点。XD—40A数控铣床的PLC有两组电池,一组负责Z轴,一组负责X、Y轴。PLC电池没电后,存储在PLC里面的机床参数会丢失,造成X、Y轴或Z轴不能正常回参考点。一般情况下,PLC电池电压低于4V就会报警,此时可在开机情况下更换电池或关闭电源情况下10min内换好电池,都不会造成机床参数丢失。以下介绍故障排除过程。
1.第一步:更换电池
(1)取出PLC电池组,用万用表测量。其中一组电池电压只有2V左右,另一组正常。只要更换电池,故障就可以排除。由机床售后上门维护虽然简单,但成本实在太高。
(2)通过分析,我们决定买电池自己焊。该电池组是PLC控制器专用电池,由4节松下原装BR—2/3A电池组成,先将两节电池串联后再两两并联而成,标准电压6V(见图1)。
单节BR—2/3A电池的参数为:电压3V ;容量1 200mAh;尺寸φ17mm×33.5mm,属于锂二氧化锰一次性电池。BR—2/3A电池不太好买,如果本地没有,可以用CR123A电池代替。
CR123A电池的参数为:电压3V;尺寸为φ17mm×33.5mm,也是锂二氧化锰一次性电池。
通过比较,两种电池除了容量有些许差异外,其他都一样。关键一点是CR123A电池价格便宜而且随处都可以买到。

图1
(3)焊接前材料准备:4节新电池、电烙铁、焊锡、导线、502胶水、万用表及电工胶。①先用502胶水将4节电池粘成平行四边形。②等胶水干后,焊上导线,先将2节电池串联,然后并联。注意引出的导线为红正黑负。③用万用表检测电池组电压,6V以上为合格。④用电工胶将电池组缠好,保证绝缘,装回PLC。
2.第二步:重新设定X、Y轴的参考点
(1)起动铣床, 选择MDI方式,点“OFS/SET”、“SETING”、进入图2所示界面,将“参数写入”改为“1”(可写入)。
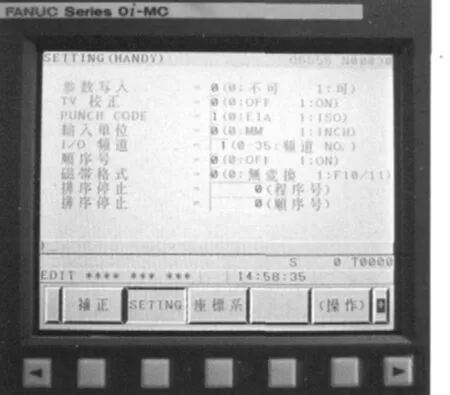
图2
(2)按下“参数”按钮,查找1815#参数(见图3)。因为PLC电池没电后参数丢失,此时1815#参数中X、Y的APZ的值都为“0”。
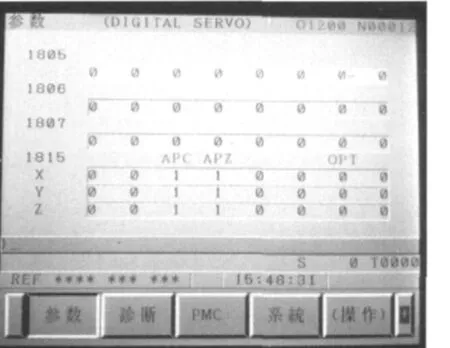
图3
(3)选择“HANDLE”方式,用手轮将X轴向参考点方向移动,一直到机床提示超行程报警,再反方向移回8~10mm,清除报警信息(具体哪个方向为参考点位置,可以参考1320#、1321#参数)。同理,移好Y轴。
(4)将1815#参数中X、Y的APZ的值都改为“1”,此时系统提示要断电。
(5)断电重起机床后,选择“HANDLE”方式,用手轮快速将X、Y轴向参考点反方向移出一定距离,再移回刚才位置。
(6)将旋钮打到“REF”挡,点“HOME START”,点“+X”、“+Y”,此时机床正常回到参考点。
(7)将图2中“参数写入”改为“0”(不可写入)。
(8)验证故障是否排除。将机床断电后重起,机床不再出现报警信息,重复(6)操作,机床能正常回到参考点,则故障排除。
图4和图5是1815#参数的说明解释,以后遇到参考点位置有问题时,可供大家参考故障排除的方向。
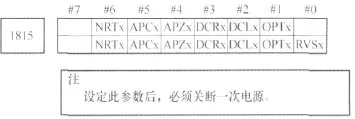
图4

图5
3.结语
通过自己动手,只花费了极少的钱就将故障排除,不经节约了费用而且节约了时间。
