新一代飞秒激光在超精细冷加工中的新应用
2013-08-24原中国航空精密机械研究所北京100076荣烈润
原中国航空精密机械研究所 (北京 100076)荣烈润
1.概述
飞秒激光技术是随着锁模技术发展起来的,1965年人们首次利用被动锁模技术在红宝石激光器上直接产生了皮秒(ps=10-12s)脉冲,随后1976年利用对撞锁模技术实现了0.3ps激光输出,1981年美国贝尔实验室Fork.R.L.等首次利用对撞锁模原理获得了飞秒(fs=10-15s)脉冲。从此激光技术进入了飞秒时代。但由于当时产生飞秒激光器的染料激光器结构复杂,所以其操作性差,并且实现小型化和应用化困难。
20世纪80年代出现了以掺钛蓝宝石(Ti:sapphire)晶体为代表的多种性能的固体激光晶体(输出波长约为800nm),为飞秒激光器的固体化、实用化奠定了基础。到了20世纪80年代末期,开发出的钛宝石(增益介质)具有极佳的物理性能,为非常宽的发射带宽,增益带宽达到230nm,理论上可获得3fs脉冲输出,在超短飞秒脉冲激光器中发挥了重要作用。
2.加工特点
飞秒激光的加工机理与普通的长脉冲激光(CO2激光、Nd:YAG激光)加工不同,它能以极快的速度将其全部能量(最大峰值功率可达1 012W甚至1 015W量级)注入到很小的作用区域,瞬间内产生的高能量密度(其峰值功率密度达到1 022W/cm2以上)的沉积将使电子的吸收和运动方式发生变化,可以避免线性吸收、能量转移及扩散过程等的影响,从根本上改变了激光与物质相互作用的机制,使其在处于当今技术前沿的超快激光精细冷加工方面拥有独特的优势及广泛的应用前景。这种具有高精度、超高空间分辨率及超高广泛性的冷加工过程,使飞秒激光在微电子、光子学和MOEMS(激光机电系统)等高新技术领域中应用前景巨大。
准分子激光虽然与飞秒激光一样均可以进行表面微加工,但准分子激光加工有其固有的缺陷,对加工对象依据波长对材料有选择性,加工处理的材料与范围受限制(这是由于其加工过程基于材料对光子的共振吸收造成的)。另外,准分子激光由于激光辐射可被透明材料表面吸收,故只能进行表面微细加工。而飞秒激光不仅能进行表面微细加工,而且可在透明材料内部进行加工。且飞秒激光加工尺寸更小,加工精度更高。
与常规激光相比飞秒激光的超精细冷加工具有以下几个特点。
(1)加工尺寸小,可实现超微细(亚微米至纳米量级)加工。一般激光加工区域的横向尺寸要大于激光波长尺寸,这是由于受到衍射极限的限制造成的。尽管飞秒激光的聚焦光斑尺寸也不可能小于半个波长,但飞秒激光由于峰值功率极高,与物质相互作用不是单光子过程,而主要是多光子过程。如果通过调节激光入射能量,则能使加工过程的能量吸收及作用范围被局限于焦点中心位置的很小一部分体积内,而不是整个聚焦光斑辐照的区域,这时加工尺寸可远远小于聚焦光斑尺寸,突破了光束衍射极限,达到亚微米甚至纳米级。
(2)加工热影响区小,可实现高精度的非热熔性加工。由于飞秒激光可以在极短的时间和极小空间范围内以极高的激光功率密度作用于材料,在没有热扩散的极短时间内使电子温度达到极高,使物质从固态瞬间变为高温、高压的等离子体态,迅速的喷射形式脱离加工基体,其周围物质仍处于“冷状态”,因此与长脉冲激光加工相比,飞秒激光没有热扩散,加工边缘整齐及加工精度高,实现了所谓的“非热熔性”加工。
(3)能克服等离子体屏蔽,具有稳定的加工阈值,加工效率高。在长脉冲激光加工中,由于入射激光会被等离子体吸收与散射,造成激光与材料耦合效率的减弱,等离子体屏蔽是一个重要问题。而当采用100fs超短脉冲激光加工时,在等离子体临界密度达到之前,脉冲能量已经结束沉积,即在等离子体向外膨胀之前,飞秒激光的辐射已经结束,这样就避免了等离子体屏蔽的出现,有利于提高飞秒激光的能量耦合效率,从而也提高了飞秒激光的加工效率。此外,在长脉冲激光加工中,激光加工的稳定性常常受到材料掺杂及缺陷的影响。而飞秒激光加工材料时,由于多光子电离作用,材料的掺杂和缺陷对激光烧熔阈值影响很小,所以能使加工阈值更趋稳定。
(4)可实现精密的三维加工。聚焦强度位于烧熔值附近的飞秒激光束可以毫无衰减地到达透明材料内的聚焦点,并在聚焦点可以获得极高的激光功率密度,产生多光子吸收及电离,使飞秒激光加工过程具有严格的空间定位能力,实现透明材料内部任意位置的三维超精细加工。
(5)加工材料范围广。由于多光子吸收(非共振吸收)及电离阈值仅与材料中的原子特征有关,而与其中的自由电子浓度无关,因此飞秒激光可对任何材料实现精细加工,而与材料的种类及特性无关。飞秒激光可以精细加工光学玻璃、陶瓷、各类电介质材料、各种半导体、聚合物以及各种生物材料乃至生物组织,特别是对熔点相对较低,且易产生热扩散的金属材料进行精细加工,飞秒激光以其“非热熔性”的“冷”加工,展示出它的极大优势和广阔的应用前景。
3.加工系统

图1 飞秒激光微加工系统光路示意图
图1为飞秒激光微加工系统光路示意图。飞秒激光器输出的超短脉冲激光束,通过一个半波片与格兰棱镜可调节激光脉冲能量;利用光阑去除光路中的杂散光,提升光束质量;采用机械快门来控制曝光脉冲数。加工试样放置在三维数控精密移动工作台上,飞秒激光束经全反镜反射和显微物镜聚焦后垂直照射在试样表面,由计算机精确控制样品的移动,完成激光扫描加工。通过与显微目镜相连的CCD实时观测飞秒激光的烧蚀过程并可拍照记录。
4.利用飞秒激光实现超精细加工
自从飞秒激光开始用于材料加工以来,由于其独特的加工优势,获得了国内外学者的极大关注。并已广泛开展了飞秒激光对玻璃、陶瓷、金刚石、半导体、各种聚合物与金属材料的微细加工研究。
(1)打孔:1996年,Chichkov BN 等进行了飞秒、皮秒、纳秒激光脉冲对钢片进行打孔的对比试验,结果显示用飞秒激光加工的金属表面没有熔化痕迹,孔的四周边缘呈现光滑、清洁,没有飞溅物,如图2所示。

图2 飞秒、皮秒、纳秒打孔对比
2003年,Barsch N等进行了飞秒激光在半导体材料表面打孔、切割、开槽的微细加工研究。图3为采用飞秒激光在500μm厚的硅片上加工的微孔和微齿轮。
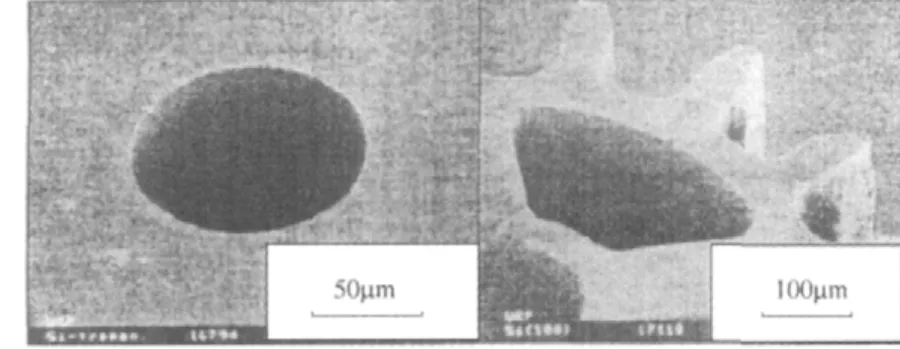
图3 飞秒激光在硅片上加工的微孔和微齿轮
为了减少光电倍增管的尺寸,德国研究人员已成功地采用飞秒激光在7μm厚镍箔上加工出了光电倍增管的六角筛网结构,其加工的六角形筛网最小尺寸可达10~20μm,而且可以在较大直径(12mm)上加工。
2003年,Chichkov采用150fs飞秒激光在1mm厚的不锈钢进行打孔试验,获得了极好的微加工质量。并对高能量密度飞秒激光打深孔的加工机理进行了研究。
2004年, Simon等采用飞秒激光在不锈钢和金属钛薄片上制备出由亚微米小孔构成的规则图案。
2005年,Zheng HY等采用飞秒激光在蓝宝石晶体表面制作出了亚微米图案。
(2)切割:由于飞秒激光在激光作用区瞬间上升温度极快,等离子体的形成使物质去除的速度加快,且加工时的输入能量小,作用区周围呈现冷态,所以飞秒脉冲激光常被用于加工易爆易燃物,对易爆装置进行切割加工,拆除炸弹、雷管等。如用长脉冲切割加工,可能会造成点燃爆炸,对操作人员有安全危害。
当脉冲能量较大时,飞秒激光可用于导线外部绝缘层的无刻划痕要求的细导线的剥线。这在军事和航空航天工业中是一项非常重要的应用。如采用机械方式很易弄坏导线。若在显微镜下手工操作,则过程单调易使操作者失误。通过使用CCD成像光学观察系统及数控精密移动设备,并引用两束分成180°角的光,则可以获得精确的激光剥线效果。
(3)直写与制作:①制作光波导。飞秒激光制作光波导和光耦合器对基片材料的选取无严格的限制,可以是硅酸盐玻璃、硼酸盐玻璃、非线性晶体等。光波导也可以位于材料内部的三维空间的任意位置,而且还可以制作任意形状的二维波导和三维波导、分束器等光子器件,这在光通信(集成光学)方面有很大的应用前景。日本利用再生放大的钛宝石飞秒激光在各种玻璃上加工了光波导。美国哈佛大学将直接聚焦没有放大的飞秒激光脉冲(输出能量为纳焦耳),在玻璃上加工(写入)光波导,大大提高加工速度并降低了加工成本。德国利用飞秒激光在SiO2内获得了2.5cm长的光波导,对待输出光损耗可低 1dB/cm。并可以通过控制写入速度来控制光波导的模数目。利用飞秒激光已在磷酸铝玻璃中写入了椭圆形波导。②制作微光栅。多年以来,人们一直在利用各种方法研究提高光栅的各种性能。由于飞秒激光对物质进行处理的过程具有热作用区域小、加工精度高和作用时间短等优点,因此成为制作高性能光栅的新工具。采用飞秒激光制作纳米级光栅结构国内外均有报道。为800nm飞秒激光在BBO晶体表面刻写的衍射光栅;用重复频率为200kHz的飞秒激光在熔融石英中制作了透射式相位光栅;利用790nm波长,150fs的飞秒激光在平面硅片内部制作了衍射光栅;上海光学精密机械研究所采用飞秒激光在硅玻璃面刻划出了达曼光栅,并具有良好的衍射效果。近年来,用飞秒激光制备微纳米周期结构的研究已成为飞秒激光超精细加工应用技术的又一重要方向。
(4)三维微制造技术:飞秒激光制作聚合物材料的三维微结构。聚合物与高分子材料由于具有很强的可适应性及热稳定性,所以在许多领域有很重要的应用,某些高分子材料还具有很好的生物相容性与可降解性,在生物医学上是人体的首选材料,为此聚合物与高分子材料的精密微细加工与制造具有特别重要的意义。为用飞秒激光制作高分子材料医用微型支架。
飞秒激光聚合物微细加工方面有两种加工机制:双光子聚合制备三维微细纳米结构和激光烧蚀微细加工。飞秒激光双光子(或多光子)聚合物微纳米制作技术同其双(多)光子作用的完全光强依赖性,可以加工远小于衍射极限的微结构甚至是纳米结构。2001年研究人员利用双光子聚合物获得长10μm,高7μm,最细微部分的尺寸为120nm的各种姿态的“纳米牛”。2004年Deube等采用飞秒激光直写技术在SU8上加工了40层的三维光子晶体,光子晶体的禁带范围为(1.3~1.7)μm。2003年,Serbin等采用飞秒激光双光子聚合在无机/有机混合材料上,得到了结构尺寸小于200nm,周期为450nm的三维光子晶体结构。
飞秒激光制作微光结构。除了利用飞秒激光制作微光波导、微光栅外,还可制作反射镜、微透镜、微光分夹镜以及菲涅尔波带片等。2003年,Cheng等在一种商用玻璃中写入一个包括三个微反射镜的复杂的三维光学元件,组成了一个微型光路。2006年,Cheng等采用飞秒激光在感光玻璃上加工出了圆柱微透镜和半球形微透镜。
飞秒激光制作三维微机械零件。采用飞秒激光可制备三维机械零件。图4为用飞秒激光制作的微型悬臂梁,另外利用飞秒激光已制作出不锈钢微齿轮。

图4 飞秒激光制备的微型悬臂梁
只有精度更高的飞秒激光微细加工系统可以实现真正的NEMS(纳米电子机械系统)。因为飞秒激光在加工投射介质时其优势特别明显,它应用于三维微细制作系统有着独特的优势。现在商业化飞秒工作台不仅可在玻璃中制作无源或有源波导,还可以制作高质量射流微通道。此种加工技术将在微流系统制作及光通信元件工业中起着重要作用。相信随着研究工作的深入,飞秒激光三维微制备技术在微电子、计算机、光通信、生物医学等高新技术领域有着广阔的应用前景。
(5)特殊材料的飞秒激光微细加工。由于非晶合金有着许多优良特性,所以在当前发展极快的MEMS(微机电系统)领域,被认为是新的极具前途的材料。国内外都在研究采用飞秒激光加工非晶合金。另外,也在研究采用飞秒激光烧蚀铌酸锂晶体。因为它的优良性能成为集成光波导材料中最具有应用潜力的晶体材料。它可以作为光折变晶体,在光存储、光放大、光通信等光信息处理领域中有广泛的应用前景。
5.结语
飞秒激光的超精细冷加工,作为一个新兴的前沿科技领域,当然还存在一些急待解决的问题,为飞秒激光与各种不同光学材料的相互作用机理;研制双光子吸收和多光子吸收截面大的材料,降低飞秒激光器的价格等。随着研究工作的深入,飞秒激光三维微制备技术在微电子、计算机、光通信、生物医学等高技术领域有着广阔的应用前景。
