基于Power MILL的数控加工技术在模具制造中的应用
2013-08-24湖南化工职业技术学院株洲412004
湖南化工职业技术学院 (株洲 412004)刘 容
随着我国汽车、家电等工业的迅速发展,产品外形变得越来越人性化与完善,随之产品的更新换代、模具设计与制造越来越快。利用当今流行的CAD/CAM集成设计与制造技术与先进的管理手段,增强企业的竞争力,PowerMILL作为Delcam的旗舰多轴加工CAM系统而享誉世界。
本文使用Delcam的PowerSHAPE对鼠标外壳零件进行造型设计,利用PowerMILL软件的刀具策略对鼠标凸模进行加工,利用软件的后处理功能,生成数控机床能识别的NC程序,导入数控机床进行凸模的数控加工。
1.鼠标塑件分析
鼠标外壳零件如图1所示,整体为一薄壁壳体类零件。壳体表面由曲面构成,塑件上表面要求光洁平整,无缩孔、飞边及毛刺。
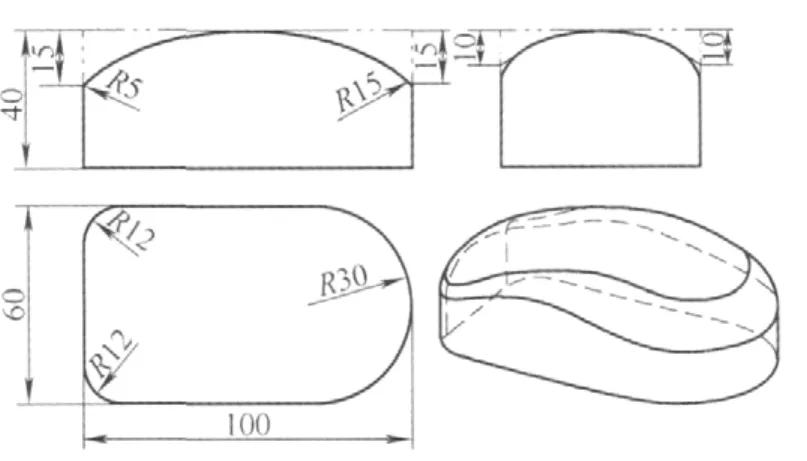
图1 鼠标外壳
2.利用PowerSHAPE模块创建鼠标塑件外壳三维模型
(1)首先采用“绘图”绘制如图2所示截面线框,然后采用“实体”→“挤出”,生成如图3所示实体。
(2)然后,利用“绘图”→“圆弧”→“三点画弧”绘制两条圆弧,采用“曲面”→“智能曲面”,生成如图4所示曲面。

图2 截面线框

图3 挤出实体

图4 智能曲面
(3)利用“特征”→“布尔”操作,利用曲面将实体修剪(在PowerSHAPE中,曲面和实体之间能直接利用布尔运算进行修剪),如图5所示。
(4)利用“特征”→“倒圆角”,选择“可变半径圆倒角”,如图6所示,进行转角处圆角R5~R15mm过渡的倒圆角,可变半径倒圆角完成后如图7所示。

图5 修剪后实体

图6 可变半径导圆角操作
3.利用PowerMILL进行凸模的模拟加工

图7 鼠标外壳实体
由于Power SHAPE中生成的是扩展名为Psmodel模型文件,在PowerMILL中无法直接打开,因此,必须在PowerSHAPE中,利用“模块”→“PowerMILL”命令,即可将造型零件转到PowerMILL的加工模块,如图8所示。

图8 造型零件转至PowerMILL模块
加工前首先进行“毛坯设置”(注意“坐标系选择”,对于此零件,毛坯选择“边界”),如图9所示,其加工策略:①用“2.5维模型区域清除”的“面铣削”快速铣面,要依次进行刀具参数选择及加工参数选择,如图10所示。②利用“三维模型区域清除”完成产品形状轮廓加工,留有精加工余量。③先用模型残留区域清除进行半精加工,再用平行精加工和三维偏置精加工进行鼠标曲面的精加工。刀具策略设置如图11~图13所示,仿真加工效果如图14所示。

图9 毛坯参数设置

图10 面铣削参数设置

图11 模型残留区域清除

图12 平行精加工

图13 三维偏置精加工

图14 仿真加工
4.后处理及G代码的生成与修改
此零件为曲面加工,程序中含有大量共线的点和不必要的刀具移动,通过优化程序,刀具运行的时间变短,加工速度加快。
(1)根据机床类型选择合适的后处理文件,如选择FANUC0i系统,则应从安装文件中的“Post”文件夹中找出“Fanuc.Opt”文件,将Message Output = False添加至两语句之间。
(2)选择PowerMILL浏览器中的“刀具路径”中所有的刀具路径,右键单击“增加到NC程序选项”。
(3)选择所有NC程序,在弹出的菜单中选择“写入” ;或者右键单击PowerMILL浏览器中的“NC程序”,在对话框中设置“输出文件”位置及选择机床选项文件(Fanuc.Opt),在弹出的菜单中选择“全部写入”选项。
根据以上原则,输出该模型的NC程序。
为将生成的NC文档直接导入数控机床加工,需将NC文档进行修改。将NC文档中的程序名及刀具号(按实际加工中所用刀具)进行修改,将带括号的程序段(即程序名,程序生成时间及刀具参数)删除,在换刀指令M06前添加主轴暂停指令M05。
5.利用数控机床进行凸模的加工
调用修改后的NC程序,采用宇航数控加工仿真软件进行鼠标凸模的仿真加工,确保加工过程安全有效后,将NC程序导入数控机床进行加工。利用蜡模为毛坯,采用FANUC 0i系统的加工中心进行零件的数控加工,加工过程如图15所示。

图15 加工过程图
6.结语
Delcam公司的PowerMILL、PowerSHAPE等软件,体现了Delcam软件在多轴加工、高速加工、产品设计和加工领域的领先优势,为企业节省了成本,增强企业在市场中的竞争力。
