基于ArtCAM的异型石材浮雕建模及加工研究
2013-08-23苏姜姜赵德宏吴玉厚
苏姜姜,陆 峰,赵德宏,吴玉厚,张 珂
SU Jiang-jiang, LU Feng, ZHAO De-hong, WU Yu-hou, ZHANG Ke
(沈阳建筑大学 交通与机械学院,沈阳 110168)
0 引言
浮雕是在平面上雕刻出凹凸起伏形状的一种雕塑,是雕塑与绘画技术结合的产物,它是用型压面压缩的方法来处理图像,靠透视等因素来表现三维空间,并只供一面或两面观看[1]。近几年来,随着科学技术的发展,以及人们对于大自然的崇尚,石材制品以其天然的华丽色彩和物理性能,赢得广大消费者的亲睐,被广泛用于建筑安装、家居装饰、艺术雕刻、生活用具等方面,特别是在建筑装饰的使用,像是门套窗套、罗马柱、喷泉、拱门、雕刻、拼花等等,衬托出建筑物的高雅庄重大气,更添加了整个建筑的高雅华贵的档次和艺术气息,已经成了高级身份的象征,夺得了广大消费者和设计师所的芳心,使用量年年激增。科技的发展使计算机控制应用于异型石材加工机械中,使刀具能够自动加工出复杂的凹、凸表面,工作效率大大超过了手工加工,并且实现了异型石材的工业化大批量生产。
1 ArtCAM软件与数控石材加工中心联合
来自英国的ArtCAM软件以其独特的CAD造型和CNC、CAM加工解决方案以及全中文界面在浮雕的加工和模具制造等领域得到了广泛的应用。ArtCAM软件可以从二维矢量或位图直接生成三维浮雕,这些矢量和位图可以在ArtCAM由软件直接产生,或由其他软件系统输入。通过ArtCAM软件建立的浮雕模型,具有编辑修改和储存的功能。在ArtCAM中的模型,可以通过参数的选择和加工工艺方案的定制,生成刀具的路径,完成从粗加工、精加工和雕刻的多条刀具路径,并进行相应的模拟加工。ArtCAM强大的后处理功能使得生成的数控加工程序能够应用于不同的数控加工装备中,与异型石材车铣加工中心能够很好地结合在一起。
2 ArtCAM建模过程
ArtCAM建模一般有三种实现方法:
1) 软件建模,这是一个由二维图片到三维浮雕的过程,整个的建模过程如图1所示。这个建模的过程比较繁琐,所建模型的艺术效果,更多的取决于设计者的艺术手法,人为因素占很大比重,不同的人建模效果各异。
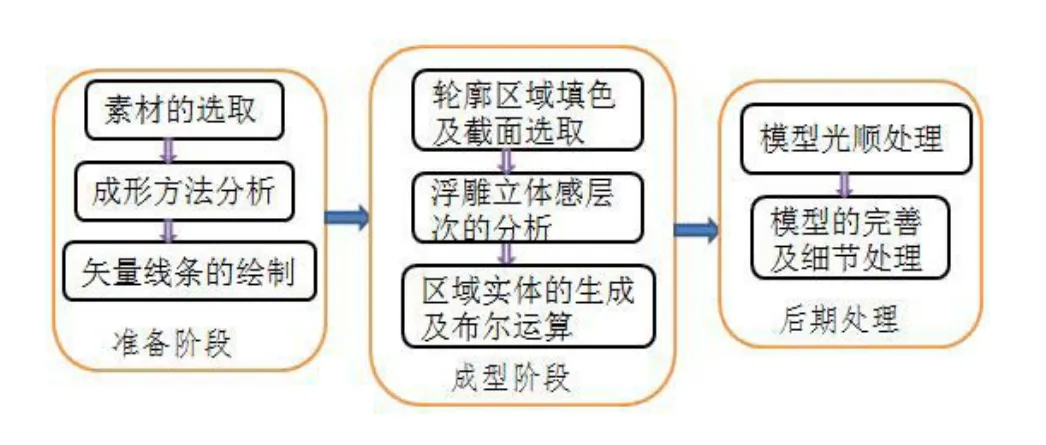
图1 软件建模流程图
2)逆向工程建模,通过手工师傅的建模,逆向过程来实现,整个建模的过程如图2所示。这种建模的过程比较复杂,建模的过程中用到了各种机器和软件,所耗费的人力和财力也比较大,模型的效果也取决于手工师傅和图形处理软件的配合。

图2 逆向工程建模流程图
3) 灰度图的转化,直接在ArtCAM中打开位图,设置所需的浮雕高度,即可生成相应的浮雕。灰度图主要来源于图像处理软件(PS、CorelDRAW等)、软件建模转化为灰度图(ArtCAM、JDPaint、Type3等)。这种建模的方法比较简单,人为的因素较少,但是对灰度图的分辨率要求比较高。灰度图又叫灰阶图,它是把白色和黑色之间按对数关系分为若干等级,但它又不同于一般的黑白图像,通过颜色的亮度来表达高度,颜色越亮,高度越大,颜色越暗,高度越低,遵循白高黑低的原则,一般为bmp的格式。如图3所示.本例中打开的灰度图片为大展宏图,为了保持浮雕的整体效果不变形,在尺寸设置的过程中应保持原图形尺寸的纵横比例,设置后浮雕的尺寸为2000mm×920mm,高度为15mm,加工原点设置在模型的左下角。灰度图像在ArtCAM中所对应的浮雕图像如图4所示。

图3 灰度图
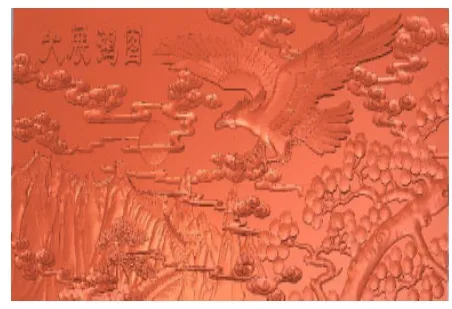
图4 浮雕图像
3 浮雕的加工工艺
浮雕设计建模的最终目的是为了利用数控加工机床加工出该模型。ArtCAM提供了用于粗加工和高精加工的多种快速有效的三维加工策略,三维雕刻加工策略可以实现自动调角和中心线雕刻,用户可编辑的刀具数据库能够自定义和扩充,换刀支持功能允许把不同的刀具产生的多个刀具路径合并成单一文件,所有的加工工艺可在一个对话框中一次设置完毕,进行连续加工。开放的后置处理几乎能够支持所有的数控加工机床,输出用户所需的数控加工代码[1]。结合本实验所用的异型石材车铣加工中心HTM50200,ArtCAM软件输出加工程序的一般过程如图5所示。
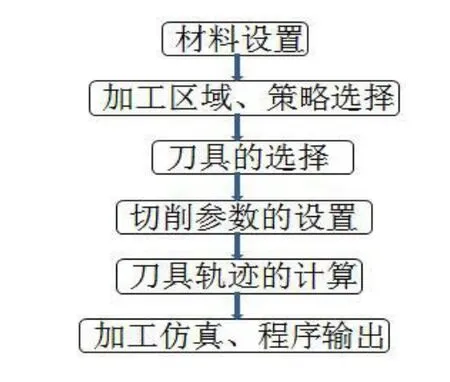
图5 浮雕加工流程图
3.1 材料设置
进入ArtCAM的刀具路径界面,首先设置加工的材料,设置毛坯的形状和尺寸,如图6所示。材料的厚度要高于浮雕的厚度15mm,此处设置为30mm;材料Z轴的零点指工件坐标系的Z向原点,选择毛坯的上表面;这里设置模型在材料中的位置为顶部偏置0.2mm,主要考虑毛坯表面的不平整、装夹时表面放水平和对刀误差因素而设置的,避免加工出的浮雕深浅不一,达不到预期的效果[3]。
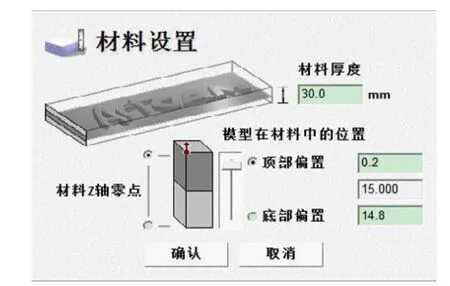
图6 材料设置
3.2 加工区域、策略的选择
点击ArtCAM中加工浮雕按钮,首先设置的是加工区域以及加工的策略,ArtCAM提供了复合浮雕、已选矢量区域、自动边界三种加工区域方案,每种加工区域所对应的可供选择的加工策略也不同。复合浮雕一般用于整体浮雕的加工;已选矢量区域,一般对某个矢量路径定义的区域进行局部的加工。本浮雕加工区域采用复合浮雕进行加工。在加工策略的方案中,ArtCAM提供了X方向平行加工、Y和Y方向平行加工、螺旋加工和方框螺旋加工等策略。X方向平行加工策略是指沿指定角度往复移动刀具来进行加工。当角度为零时,则沿X轴方向加工。Y和Y方向平行加工策略是指沿着两个垂直的方向进行平行加工。从两个方向进行加工显然增加了加工的时间,但是却能改善浮雕表面的加工质量。螺旋加工策略以螺旋的方式进行加工,但当刀具到浮雕的第一个边缘时就停止,这种加工策略不适于加工矩形浮雕,因为它只能加工出浮雕的一部分,适于加工圆形浮雕。螺旋加工和方框螺旋加工策略与螺旋加工策略相似,但当刀具达到浮雕的边缘后即可提刀,然后沿浮雕边缘移动,到可加工的地方下刀继续加工。应用此策略可加工整个浮雕,但进刀和退刀,使工作的时间大大增加。综合浮雕本身的特点以及加工的效率等因素,本浮雕选用X方向平行加工的策略。根据粗加工和精加工设置合适的余量0.2,公差为0.01。加工安全Z高度默认为X:0Y:0Z:15,也就是说在Z15以上的高度,刀具以快进的方式进行移动,而在Z15以下则改为制定的进给速度运动,避免发生碰撞[3]。此高度应高于浮雕,也需高于压板、夹具等,但必须等于或低于Z轴起始加工位置。设置加工安全Z高度为X:0Y:0Z:20。
3.3 刀具的选择
该浮雕加工选用毛坯的材料为大理石金碧辉煌,金碧辉煌是埃及进口天然大理石,色调柔和雅致,华贵大方,极具古典美和皇室风范,适合高品质的建筑装潢的使用,由于放射性低,在室内装修也广受欢迎。它的比重为2.56g/cm3,抗压强度为100MPa,抗弯强度为8.0MPa,颜色为黄色。根据加工浮雕所选用的材料硬度大,耐磨性高,难加工,以及加工选用的异型石材车铣加工中心的特点,选用金刚石涂层刀具。金刚石涂层刀具具有硬度高、摩擦系数小、耐磨性、导热性和化学稳定性好等优良特性,在较高的切削速度下能够获得良好的加工表面质量,广泛应用于超硬材料、有机复合材料等的高速切削加工[4]。浮雕的加工工艺一般为粗加工—半精加工—精加工—清根、抛光等后处理,刀具的选择综合浮雕的细节和加工的效率两个因素来分析,大刀具能够提高加工的效率,小刀具处理细节时更加清晰细致。该浮雕粗加工选用φ10的平底铣刀,能够快速去除表面质量,提高了工作的效率。在使用的过程中,应避免下扎现象,表面有预留余量,并保证一定的主轴转速,并尽量减小刀具的伸出长度。半精加工和精加工分别采用φ6和3φ的球头铣刀残留加工时采用1φ的球头铣刀,是由于使用球头刀加工时,切入角是连续变化的,几乎没有突变的现象,这样切削力也是一个连续变化的过程,切削的状态更加稳定,表面光洁度更高,使用球头刀进行半精加工时表面的残料少,这样更利于下面的精加工。使用球头刀加工减小了实际切削直径,降低了切削的线速度,减小了切削加工时的切削功率和切削扭矩,更有利于主轴电机在更好的状态下进行加工。
3.4 切削参数设置

3.5 刀具轨迹计算
在ArtCAM中分别对粗加工、半精及精加工和三维残留加工的刀具参数以及加工参数进行设置,每次设置完毕,按下加工浮雕栏“现在”按钮,软件自动对刀具轨迹进行计算,根据计算量的大小以及计算机的性能,在此需要等待一段时间。计算完毕后,即可看到红色的刀具轨迹。

表1 加工参数
3.6 加工仿真以及程序输出
整个加工的刀具轨迹计算完毕后,即可对刀具的轨迹进行仿真。ArtCAM软件可对工件进行单步动态仿真,也可动态仿真工件的全部加工路径。仿真的效果与实际的加工结果基本一致,在仿真的过程中,可以放大、旋转或拖动动态仿真的细节,通过对工件的动态仿真加工,可以很直观的看到工件加工表面的刀痕以及一节细微的地方。如果对仿真的结果不满意,还可以及时地对加工的参数进行修改,直到仿真的效果达到要求。在工具栏刀具路径操作下,选择“保存刀具路径”按钮,出现如图7所示对话框,保存加工路径的时注意保存的类型与加工的机床异型石材车铣加工中心HTM5200相匹配,并保存的指定的文件夹下,程序文件的后缀是tap,加工代码可以用记事本打开,如图8所示,对其进行编辑和修改。程序文件过大,则机床加工的时间越长,效率越低下,需要综合考虑浮雕加工的效率和精度。

图7 保存刀具路径

图8 加工代码
3.7 实际加工
加工毛坯选用尺寸为长宽高分别为2000mm、1000mm、50mm的大理石金碧辉煌,加工的设备异型石材车铣加工中心HTM50200立体图如图9所示。该加工中心选用的是蓝天数控系统,配备有USB接口,可以通过U盘将程序拷贝到机床系统直接加载。在加工的过程中,注意观察浮雕的加工状态,遇到断刀等情况时紧急停机处理,加工后的浮雕模型如图10所示。

图9 HTM50200立体图

图10 浮雕模型
4 结论
通过浮雕大展宏图的实例,研究了ArtCAM软件在异型石材浮雕建模及加工应用的操作步骤。建模过程中采用灰度图像的方式,由ArtCAM软件将二维图片转换成所需的三维模型。在加工的过程中,结合ArtCAM软件自身特点、浮雕的模型特征、所选加工材料以及加工设备的性能等,合理的安排加工工序,刀具的选择以及加工的参数的设置,加工出该浮雕的模型,证明该方法加工浮雕有效可行。与传统的手工加工浮雕相比,提高浮雕加工的效率,降低加工的成本和对工人的技能要求,并可以进行大批量的生产,促进了异型石材浮雕行业的数字化发展进程。
[1]张武刚,杨武成.现代艺术浮雕模型设计及其数控加工[J].现代制造工程2008,(8):38-40.
[2]杨兴民,尹鸿雁,张卫东.基于ArtCAM的福娃设计及加工工艺[J].金属加工,2009,(18):72-74.
[3]陈祥林,郭秀华.ArtCAM在浮雕加工中的应用研究[J].机械设计与制造,2012,(9):93-95.
[4]钟启茂.金刚石涂层刀具高速铣削石墨的磨损形态与破损机理[J].工具技术,2009,43(6)36-39.
[5]吴玉厚,高强,赵德宏.异型石材样件的数控加工与仿真[J].机械,2011,(10):41-45.
[6]沈长生,郭旭红.基于ArtCAM软件的浮雕设计[J].制造技术与机床,2012(2):32-35.
[7]王玉国,刘胜兰,安鲁陵,周来水.基于平面几何图形的立体浮雕建模技术[J].计算机工程与应用,2010,46(15):13-15.
[8]王日君,张进生,葛培琪,王志.异型石材制品成形加工的分析研究[J].工具技术,2008,42(10):103-106.
[9]Yu-hou Wu,Qiang Gao,De-hong Zhao.UG and VERICUT-based processing of Special-shaped stone samples [J].Advanced Materials Research,2011:924-928.
