基于宏程序的椭球面加工刀路算法
2013-08-22胡翔云肖仁
胡翔云,肖仁
(湖北职业技术学院,湖北孝感432000)
某厂电加工用的铜电极外形为椭圆柱上接一半椭球面 (如图1所示,其在xOy、xOz、yOz平面及平行于它们的平面上的截痕均为椭圆),其中的半椭球面需要在数控机床上加工。该加工特征可以采用计算机自动编程,但当尺寸发生变化时,需要修改程序,不能满足不断变化的生产实际需要[1]。为此,工厂试图编制宏程序来实现加工。零件外形为规则的空间曲面,适宜于采用层切法加工[2],根据加工用途的不同,可选用立铣刀、球刀、牛鼻刀等刀具切削。这里通过建立3种刀具加工椭球面的数学模型,求出刀心轨迹方程,并基于FANUC数控系统编制宏程序,方便工厂生产该类零件。
1 求刀心轨迹参数方程
为分析方便,这里先以球刀加工椭球面为例建立数学模型,然后给出立铣刀、牛鼻刀切削时刀心轨迹数学模型 (实际生产中,先用立铣刀开粗,然后用球刀或牛鼻刀进行半精加工和精加工)。

图1 使用球刀加工椭球表面
如图1所示为球刀加工椭球面的三视图,工件坐标系原点建立在半椭球的球心。设椭球在xOz平面上的椭圆截痕长半轴、短半轴分别为a、b,在yOz平面上的椭圆截痕长半轴、短半轴分别为c、b,则在xOy平面上的椭圆截痕长半轴、短半轴分别为a、c。刀头半径为r。
设球刀刀头在点M(其在俯视图、左视图中对应位置为M1、M2)处与椭球面相切,用一过点M的水平面截取椭球,它们的交线为虚线椭圆O2;用一过点M、且与yOz平面平行的平面截取椭球,则它们的交线为虚线椭圆O3。点M的z坐标为i,O3M2与水平面的夹角为θ(0°≤θ≤90°),O2M1与x轴的夹角为 β (椭球转角)(0°≤β≤360°)。
为求刀心O的坐标xO、yO,先需求出虚线椭圆O2的长半轴e和短半轴f。
为求e之值,以主视图中椭圆为研究对象,解方程:

为求f之值,以左视图中椭圆为研究对象,解方程:
根据三视图中俯视图与左视图“宽相等”的原理[3],得虚线椭圆O2的短半轴为:

同样的方法可以求得:

在俯视图中,过点M1作虚线椭圆的切线ll',设其斜率为kl,OM1的斜率设为kOM1。对虚线椭圆O2的方程求导,得:

代入xM1、yM1之值,则有:

因为OM1⊥ll',故:
从而有:

所以有:

用类似的方法可求得刀心O的z坐标:

从而得到刀心O的运动轨迹参数方程:
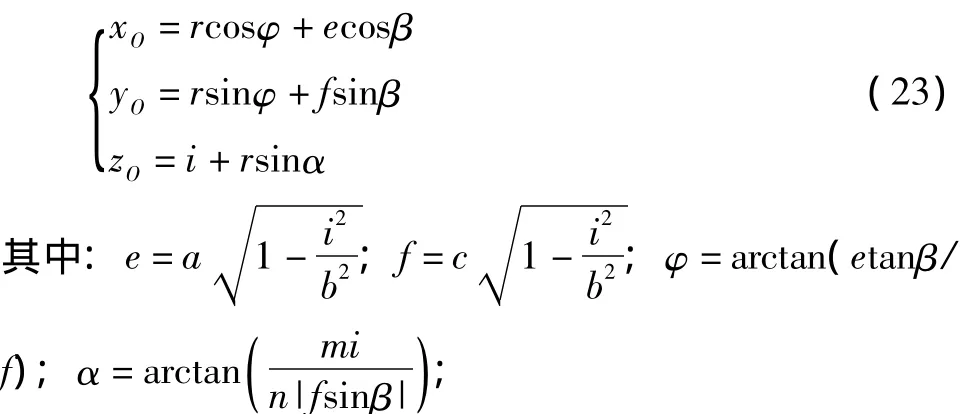
r为球刀半径;
i、β分别为高度变量和椭圆转角变量;
xO、yO、zO为刀心O的坐标。
由参数方程 (23)可知,采用球刀层切法加工椭球面时的刀心轨迹是空间曲线。使用球刀切削时,刀头始终与椭球面相切,因而加工精度高,但加工效率低,适用于半精加工及精加工。
数学模型中有两个变量,所以,需要采用两个嵌套的循环语句实现编程[5]。由于圆可认为是长轴与短轴相等的椭圆,故该模型同样适用于半球零件的加工。
当采用立铣刀切削椭球面时 (如图2所示),刀心轨迹方程变为:

其中:e、f、φ、r、i、β的含义与式 (23)相同。
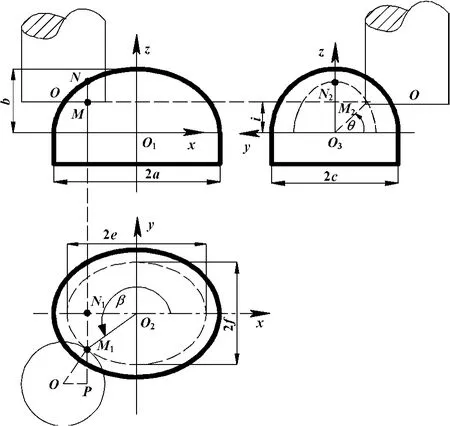
图2 使用立铣刀切削椭球面
使用立铣刀切削,切削效率高,但切痕残留高度大,适宜于椭球面的粗加工。
当采用牛鼻刀切削椭球面时,由于牛鼻刀有刀具半径R及刀刃圆角半径r两个参数 (如图3所示),其刀心也在底部中心,其刀心轨迹O的方程为:
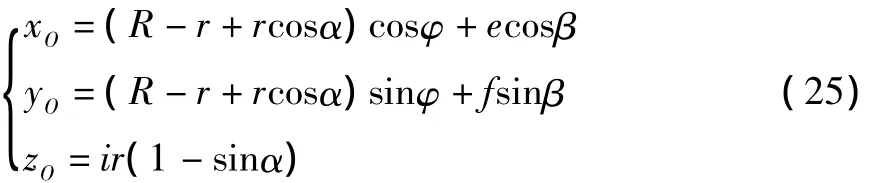

图3 使用牛鼻刀切削椭球面
在加工椭球面时,牛鼻刀刀面始终于椭球面相切,因而有与球刀一样的加工精度,且其强度和刚度比球刀更好,适用于椭球面的半精加工和精加工。
从参数方程 (23)、(24)、(25)可知:立铣刀、球刀、牛鼻刀加工椭球面时刀心轨迹坐标是高度变量i和水平面内的椭圆转角变量β的函数 (α、θ、φ、e、f中间变量均为i、β的函数),因而可利用两个条件循环语句编制零件宏程序[4]。
2 编写宏
这里基于FUNAC Series 0i-Mate-MODEL D数控系统,以球刀加工椭球面为例编制宏。工件坐标系原点建立在椭球的对称中心 (如图1所示)。程序中各变量含义如表1所示。
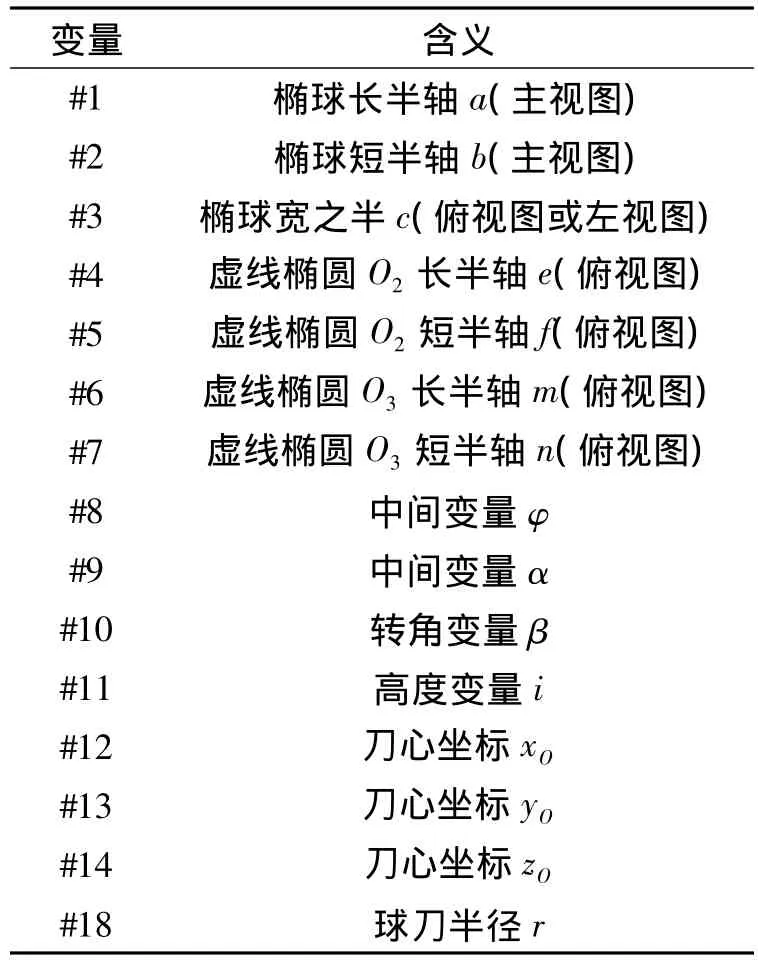
表1 宏程序中各变量的定义
程序如下:
O9018
#PI=#3101;//用PI表示圆周率π
#11=0;//给高度变量i赋初值
WHILE[#11LE#2]DO1;//#2为椭球短半轴b
G00X[#1+#18]Y;#2+#18];//球刀定位,#18为球刀刀头半径(由加工程序指定),#1为椭球长半轴a
G01Z#6F50;//下刀
#4=#1*SQRT[1-#11*#11/;#2*#2]];//计算e值
#5=#3*SQRT;1-#11*#11/;#2*#2]];//计算f值
#10=0;//给转角变量β赋初值
WHILE;#10LE;2*PI]]DO2
#8=ATAN;#4*TAN[#10]/#5];//计算 φ 之值
#6=#3*SQRT;1-#4*#4*COS;##10]*COS[##10]/;#2*#2]]
#7=#2*SQRT;1-#4*#4*COS;##10]*COS;##10]/;#1*#1]]
#9=ATAN;#6*#11/;#7*ABS[SIN;#10]]]];//计算 α 之值
#14=#11+#18*SIN;#9];//计算 zO,
#12=#18*COS;#8]+#4*COS;#10];//计算 xO
#13=#18*SIN;#8]+#5*SIN;#10];//计算 yO
G01X#12Y#13Z#14F120;//进行直线插补,使球刀切削点逼近椭圆弧
X#4Y0;//直线插补至高为i处椭圆的长轴处
#10=#10+PI/72;//确定转角步距,步距角为π/72(弧度)
END2;//结束转角循环
#11=#11+0.5;//提刀步距确定为 0.5 mm
END1;//结束提刀循环
G00Z10;
M99;
使用立铣刀、牛鼻刀切削时的编程方法与此相似,这里不再赘述。
3 应用实例
半椭球铜电极长半轴为100 mm,短半轴为60 mm,椭球宽40 mm。现对其进行精加工,使用球刀,刀头半径为8 mm。使用第一类自变量指定法[5],则加工程序如下:
O1234
G54G00X0Y0Z50
M03S1500
G65P9018A100.0B60.0C40.0R8.0;//调 用 宏9018,并通过A、B、R对#1、#2、#18传递数据
G00Z50;
X0Y0;
M05;
M02;
由此可见,有了上面的宏程序,则编制椭球类、球类零件加工程序就非常容易 (只需用G65指令调用宏O9018,并给椭球长半轴、短半轴、椭球宽、球刀半径赋值就行了),相当于给数控系统增加了一个固定循环指令。
4 结束语
通过层切法加工椭球面的工艺分析,分别建立了球刀、立铣刀、牛鼻刀切削椭球面时的刀心轨迹参数方程,并以此为依据,以球刀精加工为例,用两个嵌套的循环语句编写宏程序,实现该类零件程序的参数化。当零件尺寸变化时,只需给宏程序中有关变量赋值就能完成零件加工,大大缩短了编程时间。实际生产中,可用立铣刀开粗、用球刀或牛鼻刀半精加工和精加工,以提高加工效率和加工质量。
【1】王秋红,葛胜兰,陈德华.利用FANUC宏程序铣削半球零件的3种方法[J].机床与液压,2011,39(16):81-84.
【2】赵晓燕,刘志刚.宏变量在数控加工中的应用[J].现代制造工程,2010(8):121-122.
【3】赵大兴.现代工程图学[M].武汉:湖北科学出版社,2008:68-69.
【4】王锋波,孙士彬.FANUC系统宏程序在抛物线类零件中的应用[J].煤矿机械,2011(10):148-150.
【5】BEIJING-FANUC.FUNAC Series 0i-Mate-MODEL D 加工中心系统用手册.B-64304CM/01[M],2010:263-266.
