可编程参数设定指令G10功能及其运用
2013-08-18温学勇
温学勇
(苏州大学,江苏 苏州 215137)
在FANUC系统中,可编程参数设定指令G10功能顾名思义就是可以通过编程设定数值,具体功能如下:
1 设定刀具补偿量
(1)编程格式
G90/G91 G10 L P R
(2)各字的意义
1)G90/G91
绝对/相对坐标编程;在这里设定补偿量时,是覆盖原有补偿量还是在原有补偿量的基础上累加。
2)L:如图1所示,决定刀具补正横坐标;
L10表示(形状)H;
L11表示(磨耗)H;
L12表示(形状)D;
L13表示(磨耗)D;
3)P:如图1所示,决定刀具补正纵坐标;
P1表示001
P2表示002
Pn表示00n
4)R:表示给刀具赋补偿值
(3)举例
G90 G10 L10 P1 R120
表示:给H01赋补偿值120,结果如图1所示。
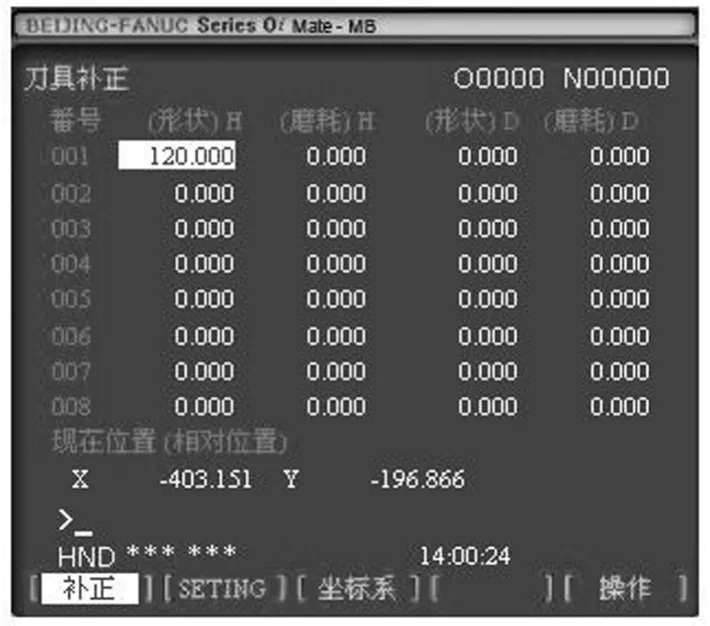
图1 刀具补偿设定
2 设定工件坐标系
(1)程序格式
G90/G91 G10 L2 P X Y Z
(2)各字的意义
1)L2:表示坐标系参数;
2)P:表示补偿位置,如图2所示;
P0表示设定基本工件坐标系EXT;
P1表示设定工件坐标系G54;
P2表示设定工件坐标系G55;
···
P6表示设定工件坐标系G59;
3)X_Y_Z:就是给具体坐标系赋具体值;
(3)举例
G90 G10 L2 P 1 X-200 Y-300 Z0
表示:在工件坐标系G54中,X=-200,Y=-300,Z=0;结果如图2;
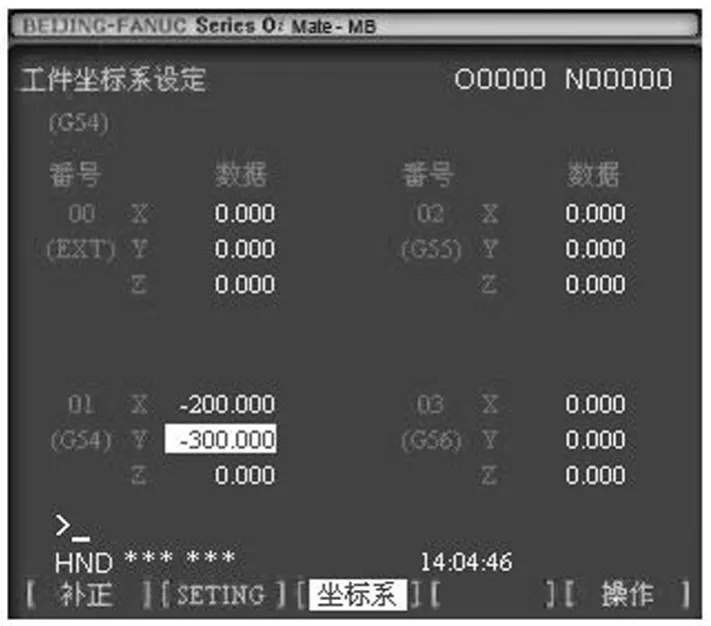
图2 工件坐标系设定
3 系统参数赋值
可利用G10编程,进行系统参数的输入,本文用不到该功能,在这不予说明。
灵活运用可编程参数设定指令G10可解决生活中的实际问题。
(1)利用G10编程,解决学校、企业共用机床的矛盾
为了最大限度的发挥机床的效用,我校实训车间数控加工中心机床白天给学生实训,晚上给一家企业加工产品。想法很好,但真正实施起来却遇到了一些问题。由于二方交错使用机床,学生实训时,会更新企业输入的坐标系、刀补值,而企业加工时一般都是进行批量生产,一种产品经常需要做好多天,一旦这些值被更新,他们就需要重新手工输入或重新对刀和调试,而这都需要时间,会影响企业的生产效率的。
能不能通过程序给坐标系、刀补赋值呢?G10就有这样的功能,可以利用G10指令编程序,加在企业加工程序的前面,运行这段程序时就会自动给坐标系和刀补赋值,而不需要每次重新手工输入或重新对刀了,这样,这个问题就可以迎刃而解。
若加工某个工件需10把刀,X、Y方向补偿值放在G54里,10把刀的长度补偿和半径补偿值分别放在 H01、H02···H10 和 D01、D02···D10里。则编制程序如下:
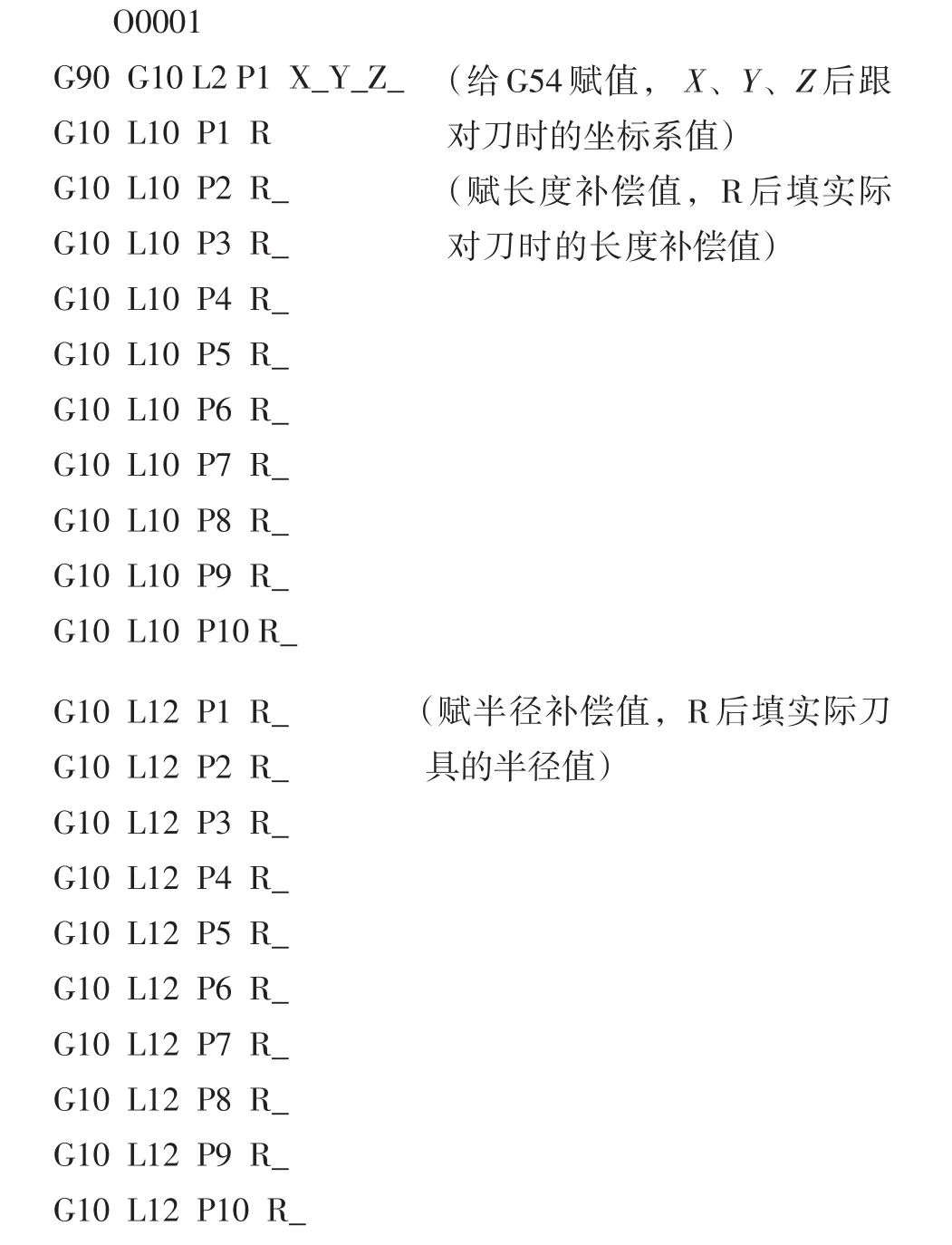
后接企业加工程序
通过添加上述程序段后,运行程序时,首先会自动给坐标系和刀补赋值,然后再运行企业的加工程序。这样企业避免了手工输入或重新对刀操作,从而解决了学生实训与企业生产交替进行的矛盾。
上述操作可行性是有前提的:1)学生实训时不能动企业的夹具,解决的方法就是在机床上装二个夹具,一个给学生实训用,一个给企业加工;2)企业在运行程序前需要清空程序将要调用到的坐标系和刀具补偿值,防止这二处有影响坐标系和刀补的数值存在。
(2)规则曲面的编程
在铣削加工时,有时需要对棱边倒圆,如果纯粹用基本指令编程,程序段很多,而且很烦。可以巧用FANUC系统提供G10指令编程,适时改变D寄存器里面的刀补值,实现对棱边的倒圆,而且程序段不多,思路很清晰。
如图3所示,要在半径为50 mm高为50 mm的圆柱上表面棱边倒半径为5 mm的圆角。
1)铣削思路
可以先铣削深度为-5 mm的直径100 mm的圆,再将刀向上抬一个很小间隔,再铣直径比100 mm小一点的圆,再将刀向上抬一点,再铣比上一刀小一点的圆,这样,一层一层的铣削,直到铣到直径为90的圆为止。
上述思路要求在不同层里,刀轨形状一样,就是大小不一样。
解决方法:可以在每一层编同样的程序,只要在不同层里刀具的半径补偿值不一样就行了。可以利用G10指令编程,在不同层里给D01赋不同的值给就可以使每一层的刀补值不一样。
2)刀补值、刀具深度值表达式
图4为图3右上角的局部剖视图(剖面线没画)。
如图4所示,剖面圆弧上任一点B与水平方向夹角为变量#1,则刀具在这个位置切削时,刀具所在深度Z坐标为:
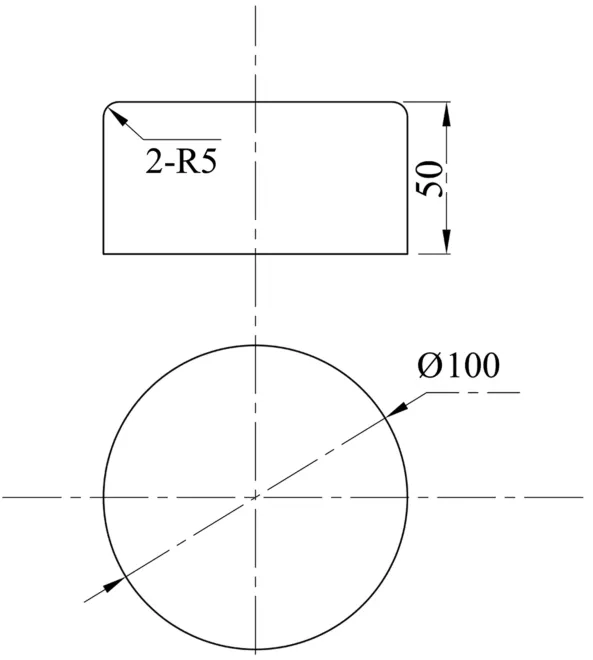
图3 倒圆零件
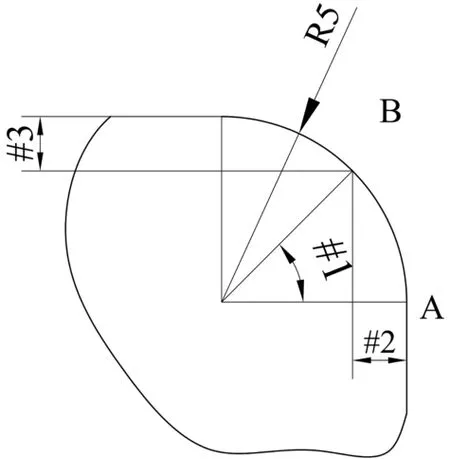
图4 倒圆局部剖视图

在A点时,刀具的刀补值就为刀具的实际半径,如上图所示,任一点(B点)刀补值应比A点小#2,根据图示几何关系,
#2=5-5*cos[#1],
则刀具在任一点刀补值为:

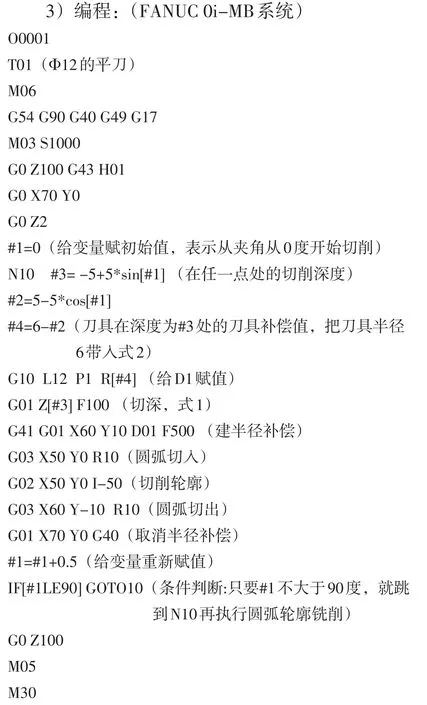
运行上述程就序可以在圆柱上表面棱边倒出圆角。圆角质量取决于铣削时分的层数,分的层数越多,质量越好。
以上方法不仅能进行倒圆角加工,实际还可以进行倒角、球类、椭圆等曲面加工。只要认真分析几何关系,得出它们的任一点刀补表达式,其它问题都可迎刃而解。
4 结束语
只要多动脑筋,巧妙利用G10的功能,可以解决许多相关的实际问题。
[1]Fanuc 0i mc编程说明书[Z].Fanuc公司.
