先进孔形态泡沫铝单元填充方管的压缩性能
2013-08-16于英华
徐 平,杨 昆,于英华
(辽宁工程技术大学机械工程学院,阜新123000)
0 引 言
泡沫金属具有优良的物理和力学性能,如轻质、耐热性好、抗冲击、高比强度、减振、吸声等,近年来受到了国内外的广泛关注[1-3]。其要作为结构材料,通常要与传统的金属材料复合使用,这样才能实现在一定载荷下的最佳力学性能;另外,将泡沫金属“隐藏”在封闭、致密的构件内,还可以起到一定的防腐蚀和保护作用[4]。由泡沫铝芯材与金属面板构成的夹芯结构材料具有轻质和高比强度、比刚度以及良好的减震性等优点,在航空、航天、汽车工业中得到了广泛应用[5-6]。
泡沫铝夹芯结构材料的传统制备方法主要包括两大类,一类是先采用金属熔体发泡法、粉末冶金法等方法获得泡沫金属,再将其与金属型材通过不同的连接方法进行连接;另一类是先通过一定的方法制备泡沫铝夹芯板预制坯,然后将其加热进行发泡,最后冷却制成泡沫铝夹芯板[7]。这些传统方法得到的材料一般适于制备结构不太复杂的构件,对于结构比较复杂的异形件来说,就很难得到令人满意的结果,而且传统泡沫铝异形件的生产过程,需要综合考虑泡沫金属泡孔的膨胀与模具内部复杂的热传递过程。一旦确定了工艺流程,该工艺流程应该是生产具有相同几何形状的泡沫铝部件最经济的方式。然而,中小型零件的发泡模具成本很高,零件几何形状的任何变化都需要对发泡模具和发泡工艺进行改变,从而使零件的加工成本提高。
文献[8]将泡沫铝单元形态可以得到很好控制的先进孔形态(APM)泡沫铝单元直接加入到夹层结构空腔中,然后加热使其融合成为整体,制备出了具有复杂形状的APM泡沫铝夹层结构材料,如图1所示。该夹层结构材料的孔隙率主要取决于所用APM泡沫铝单元的外形和制备工艺,而采用合适的填充工艺就可以制备出具有不同孔隙率的泡沫铝夹层结构材料。为给国内相关研究人员提供参考,作者以APM泡沫铝单元为芯体材料,以方形铝管为面板材料制备了复合方管,然后对APM泡沫铝单元和APM泡沫铝单元填充方管进行准静态压缩试验,并与传统泡沫铝及其填充方管进行了性能比较,研究了APM泡沫铝单元填充方管的纵向准静态压缩变形模式。
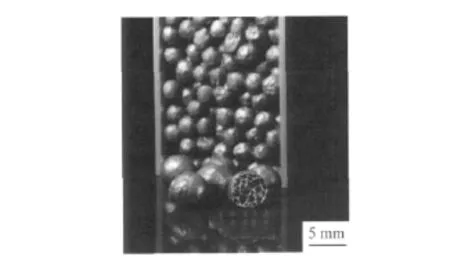
图1 APM泡沫铝单元及其填充结构Fig.1 APM aluminum foam units and its filling structure
1 试样制备与试验方法
1.1 试样制备
试验用原料有ZL102铝合金粉体(平均粒径小于80μm)、TiH2发泡剂、热塑性粘结剂聚酰胺12(室温下无粘性)、方形铝管(材料为AA6063T5,截面外尺寸为25mm,壁厚为0.8mm,高为60mm,两个端面打磨平整)等。
以ZL102铝合金粉体为APM泡沫铝单元的基体材料,首先将其与TiH2发泡剂按质量比为1∶0.6%的比例充分混合均匀,在300MPa压力下将粉体压制成尺寸为5mm×5mm×10mm的长方体发泡预制颗粒;然后直接将其放入加热炉中进行恒温加热,加热温度为400℃,发泡时间为20min,待其充分发泡完全后降温至100℃,在其表面涂刷聚酰胺12,冷却后即可得到APM泡沫铝单元,其平均直径约为10mm,相对密度为0.16,平均孔径为2mm。然后将这些涂有粘接剂的泡沫铝单元直接倒入到方形铝管中,并将其放入加热炉中在100℃恒温下进行低温加热,加热时间为2h,以使泡沫铝单元表面的粘接剂熔化并产生粘性。相邻的泡沫铝单元相互结合,同时与周围相接触的结构也融合在一起(在常温条件下,适宜厚度的粘接剂涂层不会对填充方管的性能产生太大影响)。
以传统泡沫铝(由沈阳东大先进材料发展有限公司采用熔体发泡法生产,其基体材料为ZL102铝合金,平均孔径为2~3mm,相对密度为0.22,尺寸为20mm×20mm×30mm)为对比试样,研究APM泡沫铝单元与传统泡沫铝压缩性能的差别。
1.2 试验方法
采用SANS-CMT5205型微机控制电子万能试验机进行准静态单轴压缩试验,该试验机采用微机控制全试验过程,实时动态显示载荷值、位移值、试验加载速度和试验曲线,自动记录加载量-位移曲线。试验过程中没有特殊的固定装置(如夹具),试样放置于刚性平台中部,试验机压头直接对方管端面进行加载。试验采用位移加载方式,加载速率为0.1mm·s-1(即应变速率为10-2s-1),当压头下压量为36mm(此时总应变为0.6)或试样发生破坏时停止加载。在试验过程中实时观察试样的变形状况和载荷-位移曲线的变化,将测得的数据整理后可得到试样的应力-应变曲线。此外,对空方管进行准静态压缩试验,试验条件同上,并得到其应力-应变曲线。
2 试验结果与讨论
2.1 APM泡沫铝单元的宏观形貌
图2为长方体发泡预制颗粒膨胀成球状泡沫铝单元的成形过程,体积微小的长方体预制体颗粒由于表面张力的作用,使其发泡完成后形成球状的泡沫铝单元;同时,由于重力的作用,其形状并不是完美的球形,而是椭球形。与传统泡沫铝预制体在模具中的发泡过程相比,试验中加热炉直接对先驱体颗粒进行加热,未通过模具进行热传递。因此,整个发泡过程所需的时间缩短,并省去了加热和冷却模具的时间;而且预制体颗粒的加热过程操作简单,每一个泡沫铝单元都具有相同的相对密度。
2.2 APM泡沫铝单元的压缩性能

图2 长方体状预制颗粒膨胀成椭球状泡沫铝单元的过程Fig.2 Expansion process of an elliptical foam aluminum unit from a cuboid prefabricated particle

图3 单个APM泡沫铝单元和传统泡沫铝试样的准静态压缩应力-应变曲线Fig.3 Compressive stress vs strain for single APM aluminum foam unit and traditional aluminum foam samples
从图3中可以看出,单个APM泡沫铝单元的准静态压缩性能与传统泡沫铝试样的基本一致,其准静态压缩变形过程分为弹性区、屈服平台区和致密区[9]3个阶段。在线弹性阶段,即低压缩应变(小于15%)时,单个APM泡沫铝单元从准弹性平滑过渡到塑性变形,并且应力水平较低;随着压缩的进行,两条压缩应力-应变曲线相交,之后又有分开的趋势。
2.3 APM泡沫铝单元填充方管的压缩性能
为了比较APM泡沫铝单元填充方管与传统泡沫铝填充方管的压缩性能,利用文献[10]中的试验数据进行对比分析。该文献中采用壁厚均匀的AA6063T5方形铝管作为面板材料,截面尺寸为25mm×25mm,壁厚为0.8mm,与本试验中所用方形铝管的尺寸一致;泡沫铝夹芯材料采用熔体发泡法制备,孔隙率为0.26,平均孔径为1~4mm,通过环氧树脂与铝管进行连接,其单轴纵向压缩试验结果如图4所示[10]。

从图4,5可以看出,APM泡沫铝填充方管的压缩载荷明显高于APM泡沫铝和方形空铝管单独承载时的压缩载荷之和,图中双向箭头部分表示两者之间的差值,这表明在APM泡沫铝单元和铝方管之间有相互作用存在,这就是复合结构的相互效应。APM泡沫铝填充方管的压缩载荷可以看作由三部分组成,即:泡沫铝单独承载载荷、方形空铝管单独承载载荷以及泡沫铝和铝方管相互作用承载的载荷。正是由于APM泡沫铝单元与铝方管之间的相互作用,极大地提高了APM泡沫铝单元填充方管的抗压能力,从而使填充方管所能承受的压缩载荷远大于APM泡沫铝单元和方形空铝管分别承受的载荷之和。此效应不只局限于APM泡沫铝单元填充结构,同样也适于其它闭孔泡沫铝填充结构。因此,APM泡沫铝单元填充方管与传统泡沫铝填充方管的压缩性能没有太大的差别。
APM泡沫铝单元对其填充方管的轮廓变形模式有影响,如图6所示,方形空铝管压缩后有两个褶皱,与其压缩应力-应变曲线的两个极大值相对应,而APM泡沫铝单元填充后则抑制了方铝管向内弯折的趋势,褶皱的长度减小,数量增加到三个。结合图5可知,APM泡沫铝单元填充方管的载荷水平相对于方形空铝管有显著提高,这说明APM泡沫铝单元填充方管的吸能性得到了提高。

图6 APM泡沫铝单元填充方管和方形空铝管单轴压缩后的截面形貌Fig.6 Cross-section image of APM aluminum foam units filling square tube(a)and square empty aluminum tube(b)after single compression
3 结 论
(1)APM泡沫铝单元与传统泡沫铝的压缩性能差别不大,前者从准弹性阶段到塑性变形阶段的过渡平滑,并且应力水平较低。
(2)APM泡沫铝单元填充方管与传统泡沫铝填充方管的压缩性能差别不大;由于APM泡沫铝单元与方形空铝管之间的相互作用,使APM泡沫铝单元填充方管的压缩载荷明显高于APM泡沫铝和方形空铝管单独承载的压缩载荷之和。
(3)APM泡沫铝单元填充方管的变形方式相对于方形空铝管的变形方式发生了改变,褶皱长度减小、数量增多,应力水平显著提高。
[1]DANNEMANN K A,LANKFORD J.High strain rate compression of closed-cell aluminum foams[J].Materials Science and Engineering A,2000,293:157-164.
[2]凤仪,朱震刚,潘艺,等.泡沫铝的动态力学性能研究[J].稀有金属材料与工程,2005,34(4):544-547.
[3]于英华,余国军.泡沫铝层合结构钢球磨煤机隔声罩降噪性能研究[J].煤炭学报,2012,37(1):158-161.
[4]DEGISCHER H P,KRISZT B.Cellular Foam Metals[M].Beijing:Chemical Industry Press,2005.
[5]王松林,凤仪,徐屹,等.泡沫铝层合圆管纵向和横向压缩力学性能研究[J].材料热处理学报,2007,28(1):9-13.
[6]寇玉亮,陈常青,卢天健.泡沫铝率相关本构模型及其在三明治夹芯板冲击吸能特性的应用研究[J].固体力学学报,2011,32(3):217-225.
[7]程涛,向宇,李健,等.泡沫铝异型件的制备技术和工艺[J].机械设计与制造,2010(6):259-261.
[8]STOBENER K,BAUMEISTER J,RAUSCH G,et al.Metal foams with advanced pore morphology(APM)[J].High Temperature Materials and Processes,2007,26(4):231-236.
[9]DESHPANDE V S,FLECK N A.High strain rate compressive behave of aluminum alloy foams[J].International Journal of Impact Engineering,2000,24(3):277-298.
[10]ZHANG Chun-ji,FENG Yi,ZHANG Xue-bin.Longitudinal and transverse mechanical properties and energy absorption properties of aluminum foam-filled square tubes[J].Transactions of Nonferrous Metals Society of China,2010,20(8):1380-1386.
