热处理条件对X60钢高频焊管焊缝组织和性能的影响
2013-08-16聂向晖荆松龙
王 滢,聂向晖,荆松龙
(1.中国石油化工股份有限公司物资装备部,北京100728;2.中国石油天然气集团公司石油管工程技术研究院,西安710065;3.中国石油物资上海公司,上海201103)
0 引 言
高频焊接(HFW)技术是利用高频电流的集肤效应和临近效应将母材边缘迅速加热到焊接温度后进行挤压、焊接从而实现材料连接的技术[1]。HFW具有冶金过程简单、加热时间短、发热影响小、变形和应力小以及焊缝外形美观等特点;而且,HFW不需要焊丝和焊条等填充金属以及乙炔和氩等焊接材料,焊接成本低、操作简单,易于实现机械化,生产效率高[2-3]。
用HFW技术进行焊接时,一般需在焊后对焊缝进行类似于正火的在线热处理,即对焊缝再次加热,从而改善焊缝性能[4]。与热处理炉中的整体加热不同,HFW焊缝的在线热处理采用局部加热,加热和冷却时间短,易造成壁厚方向上的温度不均匀,在热处理冷却后容易出现混晶现象,从而造成焊缝性能不稳定。目前在管材的生产中也常采用HFW技术,一般多采用两台或多台中频热处理炉进行连续加热,这样既可以使壁厚方向的温度更加均匀,又可使保温时间延长,使焊缝组织的相变更充分,从而进一步改善焊缝的组织和性能[5-6]。而热处理温度是影响HFW焊缝性能的一个重要因素,温度较低时,焊接过程中形成的硬化组织得不到改善;而较高的温度则会使相变后的γ晶粒过分长大,容易在焊缝处形成粗大晶粒,从而使焊缝性能劣化。通过选择合理的热处理温度即可以消除焊接过程形成的应力,改善焊接时形成的硬化组织,又可达到细化晶粒、提高焊缝强韧性的目的。
X60钢是已大量应用的钢种,但目前有关该钢HFW焊管热处理工艺的研究报道并不多,为此,作者利用马弗炉加热的方式模拟了其在线热处理过程,研究了正火温度对HFW焊缝组织、强度和韧性的影响,同时比较了模拟试验与在线热处理条件下焊缝组织和性能的差异。
1 试样制备与试验方法
试验用材料取自X60钢级HFW焊管,其尺寸为φ508mm×9.5mm,焊接速度为12m·min-1,在线热处理温度为920℃,其化学成分如表1所示。

表1 X60钢HFW焊管的化学成分(质量分数)Tab.1 Chemical composition of X60HFW pipe(mass)%
截取未经热处理的HFW焊管,在试验室内利用马弗炉模拟其在线热处理(正火)过程,正火温度分别为820,870,920,950,980℃,保温时间5min,空冷。
对不同温度正火后的焊缝、未经热处理的焊缝以及实际生产中经在线热处理后的焊缝分别取样,经4%(体积分数)硝酸酒精腐蚀后采用OLYMPUS GX71型光学显微镜进行显微组织观察;并依据API Spec 5L采用WEB-600A型万能试验机进行常温拉伸试验,采用JB-300B型冲击试验机在0℃进行冲击试验,其中拉伸试样为全壁厚板状试样,宽度为38.1mm,冲击试样为3/4尺寸试样,试样缺口位于焊缝处。
2 试验结果与讨论
2.1 显微组织
由图1(a)可以看出,HFW焊管的母材组织为铁素体和珠光体(F+P),铁素体以细小的等轴多边形铁素体为主,晶粒度为11.5级,部分晶粒沿压延方向变形而呈条带状分布,带状组织为1.5级。由图1(b),(c)可以看出,未热处理焊缝和热影响区的组织为针状铁素体(AF)、多边形状铁素体(PF)、贝氏体(B)以及珠光体(P),带状组织不明显。与母材相比,其二者的晶粒略显粗大,且晶粒大小不均匀,有混晶现象。焊缝由于经历了熔融、凝固及相变过程,母材中的带状组织消失,铁素体和珠光体均匀分布,其中的贝氏体主要是在焊后快速冷却条件下形成的。由图1(d)可以看出,在线热处理后,焊缝组织较为均匀,铁素体主要呈块状,平均晶粒度10.5级。
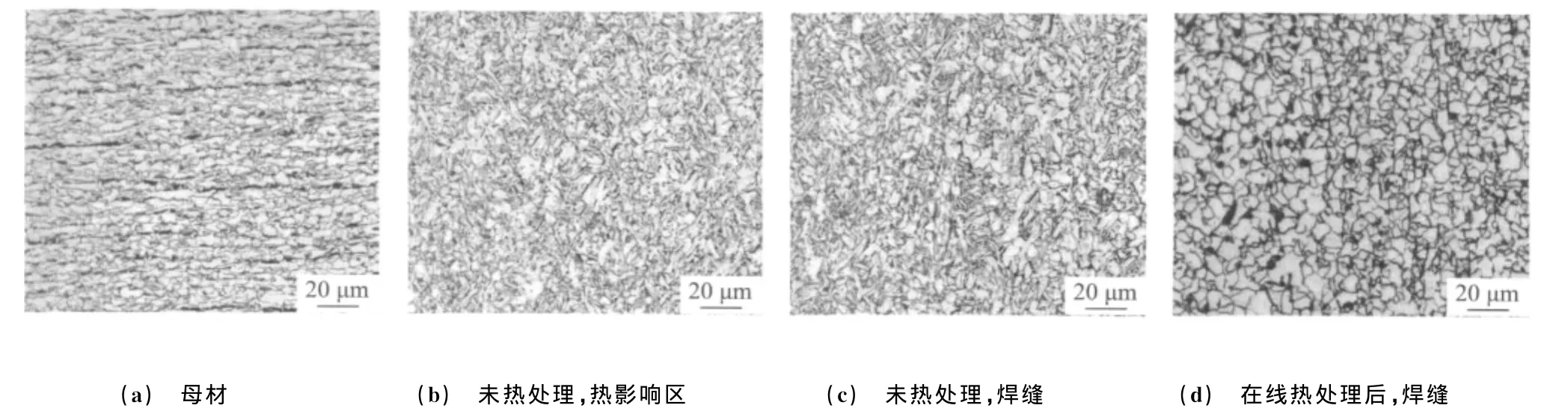
图1 不同试样的显微组织Fig.1 Microstructure of different samples:(a)base material;(b)heat affected zone without heat treatment;(c)welded seam without heat treatment and(b)welded seam after online heat treatment
从图2和表2可以看出,经820℃正火后,HFW焊缝中贝氏体数量明显减少,由于正火温度低,保温时间短,且该温度位于两相区,加热过程中碳向溶碳能力更强的γ相中富集,而贫碳的铁素体晶粒持续长大,因而混晶现象较为严重;870℃正火后焊缝组织相对较为均匀,晶粒尺寸略微长大,且贝氏体逐渐消失,组织为铁素体和珠光体的两相组织;920℃正火后焊缝组织与870℃正火处理的差异不大,但热影响区和母材的晶粒进一步长大,其晶粒尺寸基本与焊缝一致,均为10级。
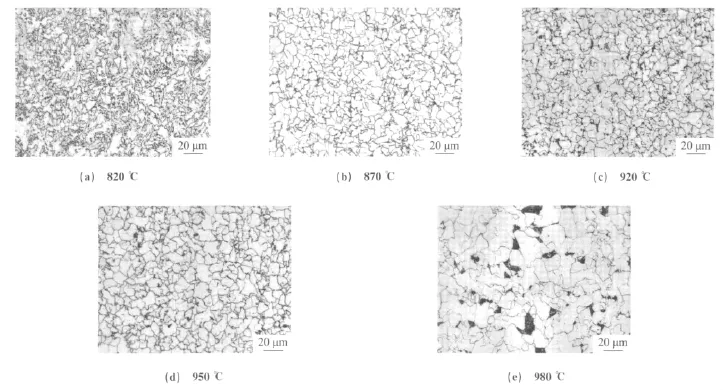
图2 不同温度正火处理后焊缝的显微组织Fig.2 Microstructure of welded seam after normalizing treatment at different temperatures
另由图2(c~e)、图1(d)以及表2可以看出,920℃正火处理后的焊缝晶粒尺寸略大于在线热处理后的,其主要原因是在模拟试验中试样的保温时间相对较长,且受散热条件的影响,其冷却速率小于在线热处理状态下的;正火温度升高到950℃后,焊缝、热影响区和母材的晶粒进一步长大,且三个部位处的晶粒尺寸基本相同,均为9.5级;温度升高到980℃后,焊缝晶粒长大至8.5级,且组织中出现尺寸较大的块状珠光体,珠光体片层粗大,其片层结构已可明显分辨。此外,还可以发现,HFW焊缝组织对正火温度变化比较敏感,在较低的正火温度下(低于870℃),其组织已有较为明显的变化,而母材的组织变化要滞后于焊缝和热影响区的。
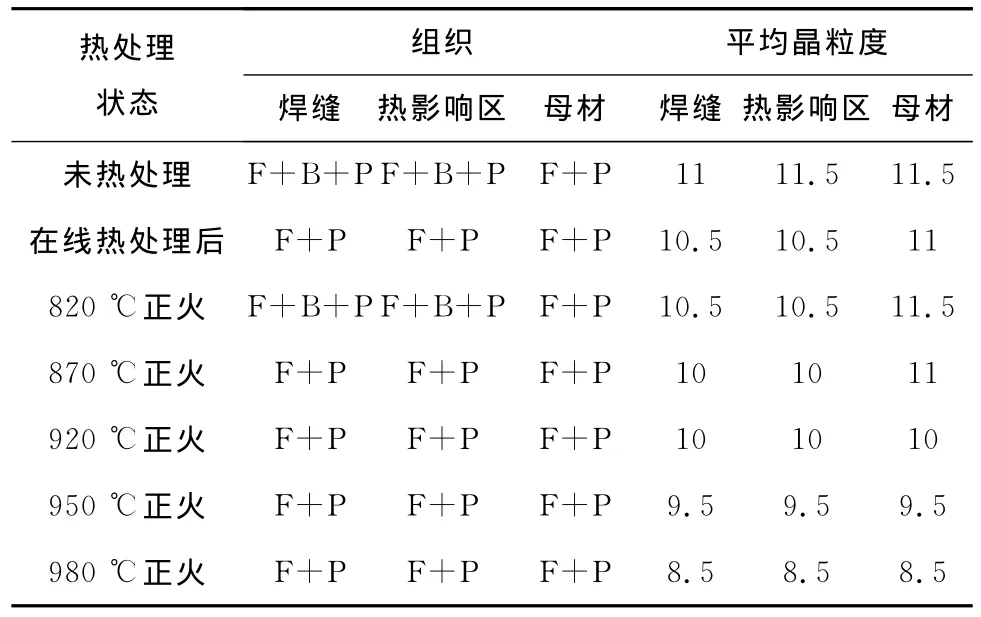
表2 不同热处理状态下HFW焊管的显微组织和晶粒度Tab.2 Microstructure and grains size of HFW pipe in different heat treatment states
2.2 抗拉强度
由表3可以看出,未热处理HFW焊缝的抗拉强度较高,断裂位置在母材上,即焊缝的抗拉强度大于母材(约596MPa)的;820℃正火后,焊缝的抗拉强度明显下降,断裂位置为焊缝,说明焊缝强度低于母材的;随正火温度的升高,焊缝的抗拉强度逐渐降低,920℃正火后,焊缝的抗拉强度降为532MPa,与在线热处理后的强度较为接近,断裂位置为焊缝和母材处,亦说明此时焊缝与母材的强度基本相当;当温度达到980℃时,焊缝的抗拉强度明显下降,仅为502MPa,低于标准规定的X60钢的最小抗拉强度(520MPa)。
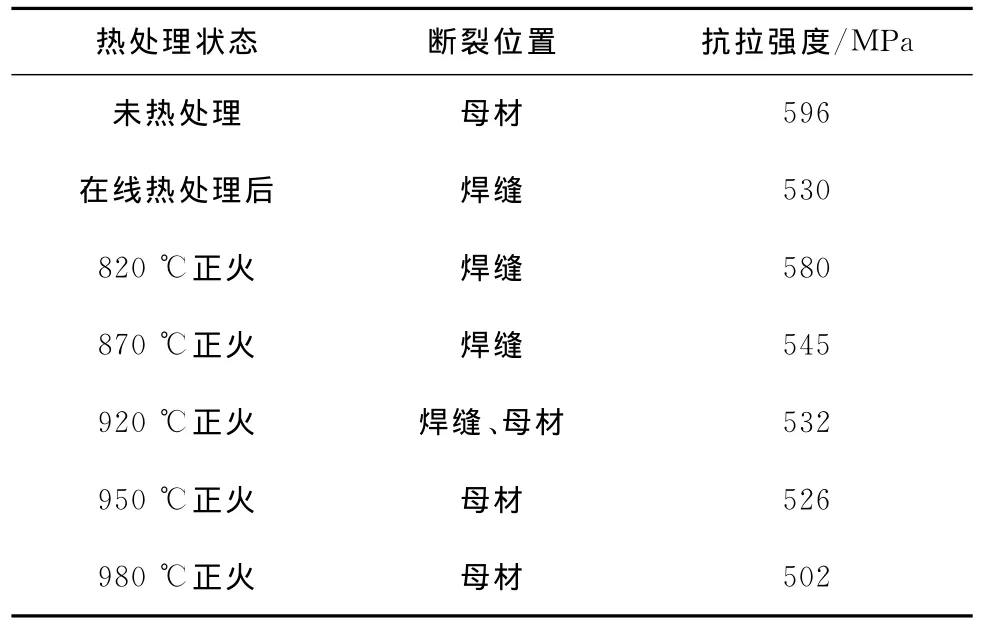
表3 不同热处理状态下HFW焊缝的拉伸试验结果Tab.3 Tensile test results of HFW seam in different heat treatment states
对于HFW焊缝来说,由于没有填充金属,在不考虑焊接过程中合金元素烧损的情况下,母材与焊缝的化学成分基本一致,因而组织结构的变化是影响HFW焊缝及母材强度的主要因素。从前面的显微组织可知,未热处理HFW焊缝的组织为铁素体、贝氏体和珠光体,晶粒尺寸也基本与母材的相当,由于贝氏体的强化作用,其抗拉强度较高;820℃正火后,母材的组织变化不明显,而焊缝中的贝氏体数量明显减少,强化作用明显减弱,且部分晶粒长大,其抗拉强度低于母材的;随正火温度升高,焊缝和母材的晶粒尺寸逐渐长大,细晶强化作用逐渐减弱,因而其强度逐渐降低,当温度升至920℃后,焊缝与母材的组织及晶粒尺寸基本一致,其强度基本相当,随正火温度进一步升高,焊缝及母材处晶粒粗化,其强度也进一步降低。
2.3 冲击韧性
从表4可以看出,正火热处理对改善HFW焊缝冲击韧性具有明显作用,未经正火处理焊缝的冲击吸收功较低,仅为80J,在820,870℃较低温度下正火后,其韧性有所提高,但不明显,冲击吸收功分别为95,102J,其吸收功在920℃时达到了最大值,为139J,略高于在线热处理后的,之后随正火温度的升高,焊缝的冲击吸收功逐渐下降。
从显微组织可知,正火温度较低时(820℃),部分铁素体晶粒长大,混晶现象严重,焊缝中的淬硬组织、粗大的铁素体晶粒及碳分布不均匀导致冲击韧度较低,920℃正火后,淬硬组织消失,焊缝、母材及热影响区的组织及合金元素分布得更加均匀,且晶粒长大不明显,因而有利于提高焊缝的冲击韧性,正火温度较高时(950℃及以上),晶粒粗化明显,对冲击韧性不利。

表4 不同热处理状态下母材及HFW焊缝的冲击吸收功Tab.4 Impact absorbing energy of base material and HFW seam in different heat treatment states
3 结 论
(1)未热处理的X60钢HFW焊缝组织为针状铁素体、多边形铁素体、贝氏体和珠光体;随正火温度的升高,贝氏体数量逐渐较少直至消失,焊缝、热影响区和母材中的晶粒尺寸逐渐增加。
(2)随正火温度的升高,HFW焊缝的抗拉强度逐渐降低,冲击吸收功则先升后降,在920℃正火后,焊缝的抗拉强度为532MPa,冲击吸收功最大,为139J。
(4)920℃在线热处理后焊缝的晶粒尺寸与在实验室模拟的相同正火温度下的晶粒尺寸相比略显粗大,但它们的抗拉强度和冲击韧性基本相当。
[1]王荣.显微组织和热处理对直缝电阻焊管沟槽腐蚀的影响[J].金属学报,2002,38(12):1281-1286.
[2]孙永喜.ERW钢管在长输管道建设中的应用[J].油气储运,2001,20(1):47-49.
[3]熊建新.石化产业使用焊管替代无缝钢管的前景分析[J].焊管,2002,25(4):7-10.
[4]张敏,赵鹏康,王文武,等.高频电阻焊连续油管焊接 HAZ组织性能热模拟分析[J].焊接技术,2011,40(2):12-15.
[5]冯钊棠,谢仕强,苏腾太.ERW钢管焊缝冲击韧性影响要素分析[J].焊管,2004,27(5):22-25.
[6]茹成章,王新虎.HFW石油套管焊缝冲击韧性影响因素分析[J].焊管,2010,33(6):33-36.
