重熔处理过程对镍基合金组织变化的影响
2013-08-16刘秋实
刘 铎 刘 颖 刘秋实 栾 波
(1.沈阳特种设备检测研究院,辽宁沈阳110035;2.沈阳鼓风机集团有限公司压力容器公司,辽宁沈阳110870)
0 前言
磨损是最常见的材料失效形式之一,它所造成的经济损失是十分严重的。 为了增加材料的耐磨性能,提高使用寿命,利用热喷涂技术,在工件表面喷涂一层硬度高耐磨损性能好的合金涂层是一种常用的方法。 许多研究表明,喷熔涂层的耐磨损性能取决于零件磨损工况及喷熔涂层的显微组织结构等因素,而喷熔涂层的组织结构一方面与所选择的自熔合金粉末有关,另一方面与使用的喷熔工艺方法和参数有很大的关系[1]。 镍基自熔性合金(NiCrBSi)具有较好的力学性能和耐蚀性, 形成的NiCr、Cr2B、Cr5B3、CrB 及一些碳化物有助于提高结合强度和硬度[2-3]。 涂层的制备方法也有很多种,常见的有激光熔覆、火焰喷涂、等离子喷涂、高频感应熔覆、喷焊等等[4-7]。 其中等离子喷涂方法使用较为普遍,其参数调整方便灵活,沉积效率高,在耐磨耐蚀涂层制备方面应用广泛。
本文主要探讨利用超音速等离子喷涂技术制备NiCrBSi 合金涂层,并对喷涂后的涂层进行火焰重熔处理,之后对涂层的显微组织进行检测分析,了解其微观结构变化对机械性能的影响。
1 试验方法
所选用基体材料为碳素结构钢
Q235A,试样尺寸为80×40×5mm,表面经喷砂处理后粗糙度达到Ra=3.2μm,并用丙酮清洗。 喷涂材料选用NiCrBSi 合金粉末,粒子尺寸在50-150μm,形貌为球状,见图1。
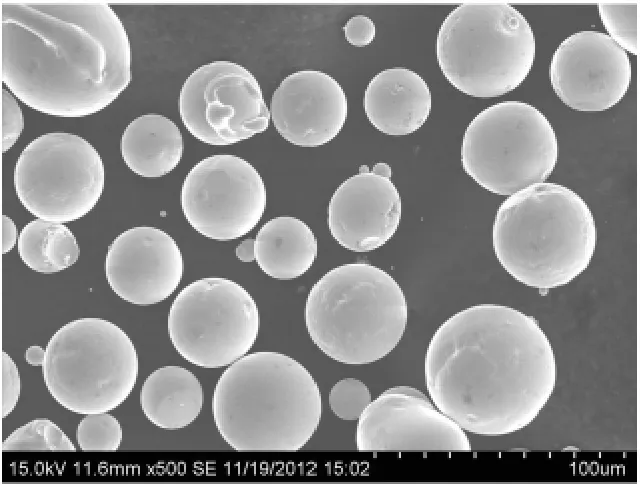
图1 NiCrBSi 合金粉末形貌
NiCrBSi 合金粉末中各元素成分(wt%)如下:B,3.3%;C,0.8%;Cr,16%;Fe,10.8%;Si,4%;Ni,其余。
沉积涂层使用美国普莱克斯生产的超音速等离子喷涂设备,等离子枪为SG-100 型。 喷涂前利用等离子焰流对基体进行预热处理,喷涂工艺参数为:电压38V;电流500A;氩气40psi;氢气10psi;喷涂距离110mm。 涂层的厚度约0.4mm。 喷涂后的涂层经氧-乙炔火焰重熔后,制备金相试样,用5%的硝酸酒精对界面和涂层部分进行腐蚀,使用扫描电镜观察涂层的微观结构,能量色散谱(EDS)分析涂层的成分,X射线衍射仪的Cu 靶Kα线进行相结构研究。用显微硬度仪分析横截面的显微硬度,测试点选取10 个,取平均值,载荷砝码为100g。 利用滑动摩擦磨损试验机进行磨损试验15 分钟, 并用扫描电镜观察磨损区域的表面形貌。
2 试验结果与分析
2.1 涂层的相结构与微观形貌
从对等离子喷涂后的NiCrBSi 涂层进行衍射的结果中可以看出,其构成相较为单一,与激光熔覆或喷焊所获得的复杂相不同,主要为γ-(Ni,Fe)。
大气等离子喷涂后的NiCrBSi 涂层形貌,具有典型的热喷涂涂层结构特征,主要是由扁平化的粒子组成,其间夹杂熔化不完全的颗粒,存在部分孔隙。 图2 为扫描电镜下的NiCrBSi 涂层断面形貌,呈韧性断裂。 可以观察到细小的未熔化粒子。 由于超音速等离子喷涂速度较快,粉末送入后,个别粒子来不及熔化便沉积在涂层中,但大部分的熔化粒子撞击基体后,形成扁条状组织。
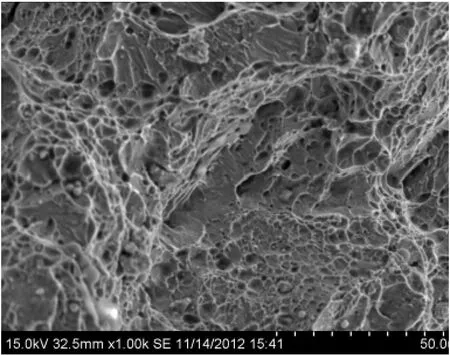
图2 扫描电镜下的NiCrBSi 涂层断面形貌
选取涂层中的白点密集区域进行能谱分析,结果表明其主要成分为Ni,质量百分比为47.8%,其余物质则由Si、Cr、Fe、C 和O 组成。
图3 为经氧-乙炔火焰重熔后的NiCrBSi 涂层, 可以发现涂层结构产生变化,元素富集形成枝晶状组织,原有的缺陷基本消失。 火焰重熔处理对于整个涂层来说,使各种合金元素相互扩散,形成Cr7C3、CrB、Cr2B 等弥散分布于γ-Ni(主要是Ni-Cr)的硬质相。 一般来说,Cr7C3维氏硬度可以达到1450HV,而CrB 可达1300HV。 经过重熔处理,由于加热充分和元素的扩散效应明显,涂层与基体能够形成冶金结合,较之等离子喷涂形成的主要是机械结合的涂层,其结合强度大幅提高。
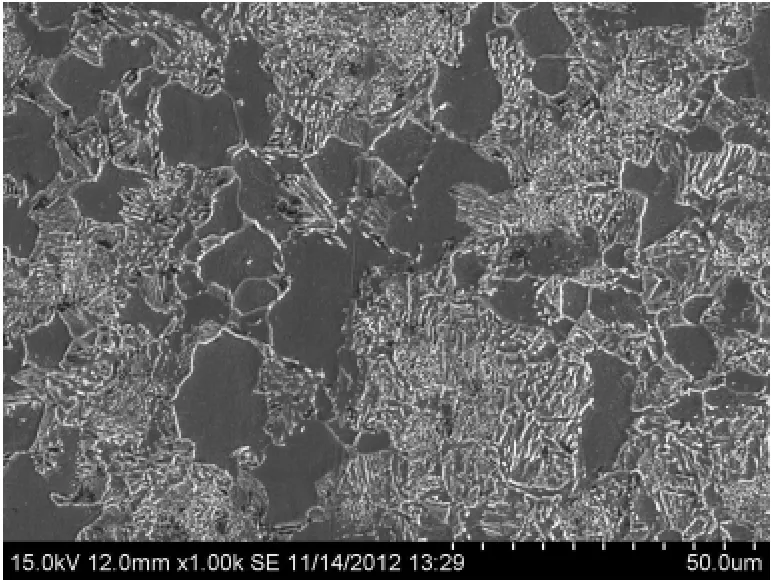
图3 重熔后的NiCrBSi 涂层组织
2.2 硬度测试
对重熔前后的NiCrBSi 涂层进行显微硬度分析,通过对比多组数据可以发现,等离子喷涂涂层维氏硬度约为250HV,而重熔后可达400HV。 这与重熔后硬质相弥散分布,缺陷减少有很大关系。
2.3 摩擦磨损试验
通过对重熔前后NiCrBSi 涂层进行摩擦磨损试验比较可以发现,火焰重熔后的涂层犁沟深度变浅,耐磨性能明显增强。 这是由于重熔后硬质相数量增多且为弥散分布。
3 结论
3.1 利用超音速大气等离子喷涂技术成功制备了NiCrBSi 涂层,其构成相较为单一,主要为γ-(Ni,Fe)。 但夹杂熔化不完全的颗粒,存在部分孔隙。
3.2 经火焰重熔处理使各种合金元素相互扩散,形成Cr7C3,CrB,Cr2B等弥散分布于γ-Ni(主要是Ni-Cr)的硬质相。且涂层与基体能够形成冶金结合,结合强度大幅提高。
3.3 重熔后硬质相弥散分布,缺陷减少,涂层维氏硬度可达400HV。
3.4 重熔后的涂层耐磨损性能明显提高,元素扩散迁移,细小的硬质颗粒及较低的孔隙率等因素对涂层耐磨性提高起到关键作用。
[1]陈茂军,石凯.火焰喷熔Ni60 合金涂层耐磨粒磨损性能的研究[J].热加工工艺,2007(36):51-53.
[2]贺定勇,赵力东. 微束等离子喷涂NiCrBSi 涂层[J].焊接学报,2007(7):45-48.
[3]孙波,李长久,白勇峰. 喷涂工艺参数对NiCrBSi 涂层显微组织和性能的影响[J].材料保护,2001(11):30-32.
[4]孙荣禄,吕伟鑫,杨贤金. 激光熔覆TiC_NiCrBSi 金属陶瓷涂层中TiC 相的形态及分布特征[J].硅酸盐学报,2005(12):1448-1452.
[5]赵卫民,王勇. 热处理中NiCrBSi 超音速火焰喷涂层的组织转变[J].材料热处理学报,2008(5):173-176.
[6]程国东, 王引真, 王宝阳, 冯涛. 抽油杆用钢高频感应熔覆NiCrBSi-RE 涂层组织与性能研究[J].表面技术,2009(2):42-45.
[7]王戬,王璞玉,姜子实,田文怀,张立宁. NiCrBSi 粉末火焰喷焊钢管的抗拉强度研究[J].功能材料,2012(12):1524-1527.
