磷酸铁锂正极浆料稳定性研究
2013-08-15李胜英孙文仙
李胜英,孙文仙
(1.河池学院 化学与生物工程学院,广西 宜州 546300;2.广西师范大学 化学与药学学院,广西 桂林 541004)
电池浆料是由活性物质、粘结剂、导电剂通过搅拌均匀分散于溶剂中形成。为了追求更优异的电化学性能,电池行业对电极材料的粒径要求更小,向纳米级方向发展。而随着粒径的变小,锂电池浆料在搅拌混匀过程中,活性物质和其他材料容易形成二级团聚体,浆料有严重的团聚现象,从而电池的电化学性能受到影响,如若导电剂分布不均匀,电极在充放电过程中,各处电导率不同会发生不相同的电化学反应,负极处可能产生较复杂的SEI 膜,可逆容量减小,并伴有局部的过充过放现象[1]或有可能会有Li 金属析出,形成安全隐患[2];粘结剂分布不均,颗粒之间、颗粒与集流体之间粘结力出现过大过小的情况,过小部位电极内阻大,甚至会掉料,最终影响整个电池容量的发挥。也有Patey 等人指出浆料的分散性不好,团聚大颗粒相当于电阻会导致大倍率性能下降[3]。从以上分析可以看出浆料的均匀一致性对电池性能有至关重要的影响,所以提高浆料的一致性,将会改善整批电池的性能稳定性。本文从磷酸铁锂正极浆料出发,研究如何提高正极浆料的稳定性进而提高电池性能的一致性。
提高浆料稳定性的方法主要有物理方法和化学方法。物理方法通过改变打浆工艺或采用高速分散设备[4-6]实现浆料的稳定性。唐赞谦等采用高速搅拌方式表明浆料的粘度一致性,固含量随时间的变化一致性,涂布面密度等都有一定程度的改善[7]。也可以采用化学方法如添加分散剂的方法来实现浆料的稳定分散,如Jin-Hyon Lee 等人往磷酸铁锂浆料添加PAA(聚丙烯酸)[8],T.J.Patey 在TiO2浆料中添加Triton X-100[2],但这样的方法在电池浆料中鲜有报道。本文通过寻求一种合适的分散剂去改善浆料的稳定性进而提高电池性能。
1 材料与方法
1.1 LiFePO4浆料的制备
磷酸铁锂(德方纳米)、乙炔黑(工业品)、聚偏二氟乙烯(PVDF,汕头市光华化学厂)、N-甲基吡咯烷酮(NMP,濮阳市迈奇精细化工有限公司)以质量比为50.6∶2.75∶1.65∶45.0 配料,所用的分散剂分别为吐温-60(上海责成),KD-1 分散剂(上海汇普),剂量为总浆料质量的0.2%~0.39%。打浆工艺为:将磷酸铁锂与分散剂分散于一半的NMP 中,高速搅拌2 h 后,加乙炔黑;在此当中的3 h 中,将PVDF 与另一半的NMP高速搅拌;最后将PVDF 胶体与磷酸铁锂浆料混合搅拌1 h,过200 目筛出料。
1.2 电池的制备
将负极活性物质改性石墨(深圳市贝特瑞材料有限公司)、导电炭黑、羧甲基纤维素钠(CMC,广州松柏电池材料有限公司)和丁苯橡胶(SBR,广东产,工业级)按质量比94∶2∶2∶2 混合,以去离子水为溶剂配制成负极浆料。将正、负极浆料分别均匀涂覆于铝箔和铜箔(上海力拓实业发展有限公司),然后在90℃下真空(真空度为-0.009 MPa)脱气烘烤12 h,经辊压、分切,制成正、负极片。通过将正极片、隔膜(Celgard2400)、负极片按一定方式排列后卷绕装配成052030型锂离子电池,并脉冲脱气48 h,电解液为1 mol/L LiPF6/DMC(碳酸二甲酯)+EMC(碳酸甲乙酯)+EC(碳酸乙烯酯)(体积比1∶1∶1,深圳市新宙邦科技股份有限公司)。
采用两步法进行化成(对电池进行充电,使电极表面产生一层固体电解质膜即SEI 膜,延长电池的使用寿命):0.05C 恒流充电240 min,转0.10C 恒流充电120 min。
1.3 磷酸铁锂浆料、电池性能表征及测试
1.3.1 固含量测试
浆料在存放过程中会发生沉降,用固含量表征其浆料稳定性能,其理论计算公式如式(1);具体操作方法为:从浆料盆固定位置中取样,涂覆到铝箔中,称其湿料和烘干后料的质量,进而算固含量,每隔1 h 测一次样。其计算公式为式(2)。

其中M0=铝箔重量,M1=箔+干料重,M2=箔重+湿料重。
1.3.2 粘度测试
粘度是配料需要控制的一个重要参数,黏度对浆料的流动性有显著的影响[9],所以黏度的一致性和高低影响后续涂布的均匀性和涂布效率。用粘度的变化值来表征浆料性能的稳定性。采用上海精天电子仪器有限公司NDJ-5s 数字式粘度计测试粘度,转子为4#转子,转速为6 r/min 或12 r/min,测试温度25℃。
1.3.3 涂覆面密度的测定
用面密度的波动值来表征电池浆料的稳定性。用打孔机钻出规定尺寸的圆孔极片,用电子天平测出重量,计算出涂敷密度,每隔一米采一个数据点。
1.3.4 内阻和电池性能测定
用交流内阻仪测试成品电池内阻,用广州晨威电子科技有限公司的锂离子电池自动检测装置测试电池的首次充放电效率,首次放电比容量,循环寿命。
2 结果与讨论
2.1 不同分散剂对电池浆料稳定性的影响
吐温-60、KD-1 分散剂分别用A、B 表示,分散剂分别占电池浆料总重的0.2%。
2.1.1 粘度变化比较
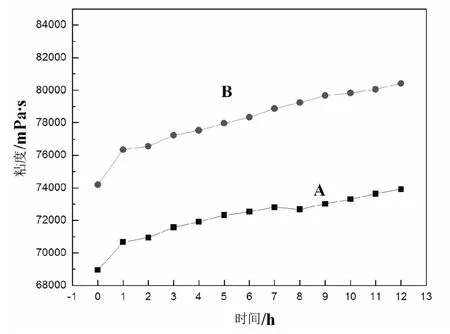
图1 浆料粘度随时间变化值

图2 浆料的粘度变化值随时间变化
从图1、2 中我们可以看出,同一配方、工艺、分散剂用量情况,加入分散剂A 的浆料粘度在68 952~73 917 mPa·s,加入分散剂B 的浆料粘度在74 194-80 426 mPa·s,加入分散剂A 要比加入分散剂B 的浆料粘度总体要小6 000 mPa·s,且加入分散剂A 的浆料粘度变化值要小于加入B 的浆料。Lee 等人也提出浆料粘度的下降,可以提高颗粒在浆料中的分散性及稳定性[10-11]。高粘稠浆料流动性差,涂布困难且易造成涂布开裂等情况,且从粘度变化值数据比较,加入分散剂A 的浆料稳定性要优于加入分散剂B 的。
2.1.2 固含量变化比较
从图3 中我们可以看出,浆料A 在12 h 内固含量在45.08%~44.97%,浆料B 固含量在45.06%~44.92%,两者固含量基本都有随时间呈线性下降趋势,用orgin 软件对这两曲线进行线性拟合,A曲线的拟合方程为Y=45.081 98-0.008 98x,B曲线的拟合方程Y=45.062 9-0.011 46x,从图及拟合方程中我们可以看出浆料A 随时间的变化小于浆料B,说明浆料A 的稳定性强于浆料B,这个结论与前面的粘度结论是一致的。
从粘度数据和固含量数据得知分散剂A 分散浆料的性能要优于分散剂B。所以选用分散剂A作为最佳分散剂。
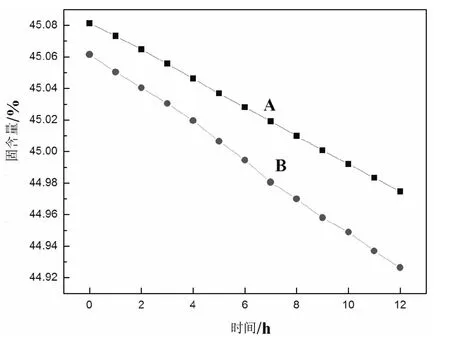
图3 浆料固含量随时间变化
2.2 最佳分散剂的适宜用量
吐温-60 有三个含PEO(聚氧乙烯)链的亲水基及与一个PEO 链相连的较短的十七烷基憎水基。吐温-60 在浆料内部以亲水基靠近磷酸铁锂颗粒,疏水基朝向颗粒/溶剂界面。四个PEO 链尽可能定向成与憎水基平行,在以憎水基为核心的周围就形成了一个短而密的亲水球核[12],而磷酸铁锂就定位在这个亲水球核上,减少了活性物质之间的碰撞几率,进而减少其之间的微团聚,达到分散目的。而当非离子表面活性剂的质量分数达到临界值时,其吸附值和表面张力都已达到最大值,过量的吐温-60 以单体存在[13]。加入较少的分散剂,不能使颗粒完全稳定存在溶液体系中;加入过多的分散剂,则有可能出现“架桥”现象,使颗粒凝絮,溶液或浆料稳定性下降。所以探讨吐温-60 对锂离子电池正极浆料的最佳用量,以达到浆料稳定效果,分散剂用量分别为浆料总重的0.001 5、0.002、0.002 5、0.003、0.003 9。
2.2.1 分散剂不同量下的粘度变化
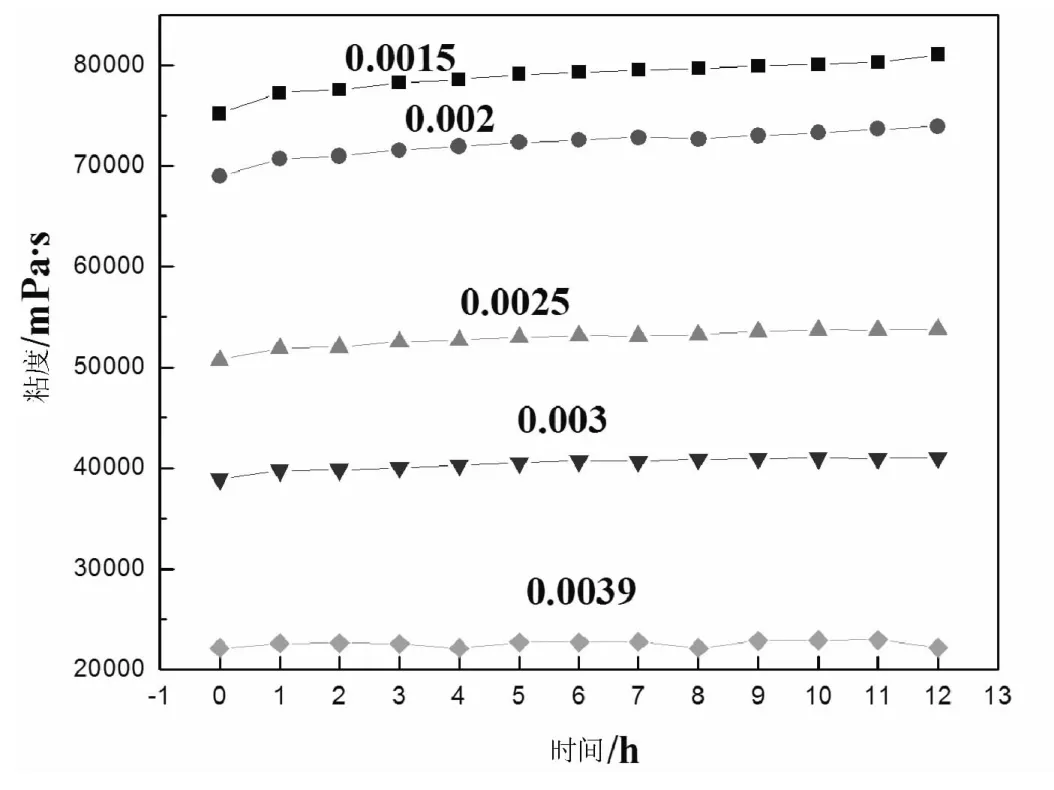
图4 不同分散剂量下浆料粘度随时间变化

图5 不同分散剂量下粘度变化值随时间变化
从图4、5 中我们可以看出,同一分散剂随着分散剂用量的增加,浆料粘度有着明显的下降,且分散剂为0.003 9时,浆料的粘度最低;分散剂的粘度变化值也随着时间的增加呈上升趋势,但分散剂的用量增加,粘度变化值逐渐变小。这是因为磷酸铁锂就定位在分散剂吐温-60 的四个亲水基PEO 组成的短而密的亲水球核中,减少了活性物质之间的碰撞几率,也减少其之间的微团聚,达到分散目的;同时,吐温-60 刚好跟浆料体系中的粘稠颗粒物质可以在空间结构上很好的结合,这样的结合有助于增加其在体系中的流动能力或者说是相容性,从而降低其粘度。所以当分散剂量较小时,不能达到较好的分散效果,随着分散剂用量的增加,降粘与稳定效果逐渐明显。
2.2.2 分散剂不同量下固含量变化

表1 分散剂不同量下固含量变化数据
从表1 数据可知,各条件相同下,浆料在12 h 后的固含量变化值随分散剂量的增加而降低,即浆料的稳定性随着分散剂用量的增加而增加,这跟粘度实验数据所得出的结论是一致的。
2.2.3 分散剂不同量下面密度变化

表2 分散剂不同量下涂布面密度变化
浆料涂布时,我们按照工艺标准面密度单面1.88 g/dm2校正好涂布机,然后每隔1 m 测其单面面密度,共取10 个点,计算这10 个点差值范围并计算其方差。从表2 中的数据可以看出随着分散剂量的增加,面密度差值逐渐减小,面密度方差也变小。可以说,增加分散剂的量是可以增加涂布面密度的稳定性,这是因为浆料粘度是影响面密度的一个重要因素,浆料粘度越大,涂布越粘稠,涂布越不稳定。从前面数据可以看到浆料的粘度是随着分散剂量的增加而下降,故面密度也随着粘度下降而趋于稳定。
2.2.4 分散剂不同量下极片电镜图
从电镜图(图6~图9)可以看出,0.002 分散剂量下的极片中,粘结剂大多以团状物质聚集,并将磷酸铁锂与导电剂颗粒大颗粒包裹;在0.003 分散剂量下的极片中,明显可以看到粘结剂均匀分布,颗粒与颗粒之间分散均匀;而在0.003 9 的分散剂量下的极片中,颗粒与颗粒更为细小,说明随着分散剂量的增加,不仅可以使各颗粒之间均匀分布,也可以防止颗粒与颗粒进一步的微团聚。
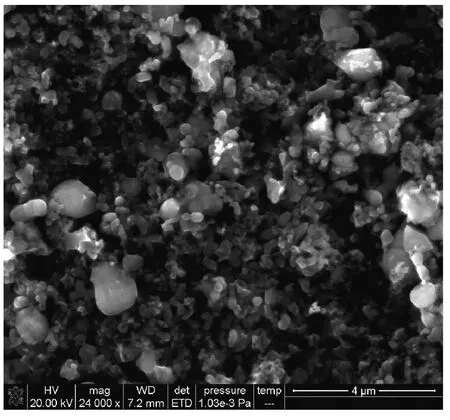
图6 0.002 分散剂量下的SEM

图7 0.002 5 分散剂量下的SEM

图8 0.003 分散剂量下的SEM
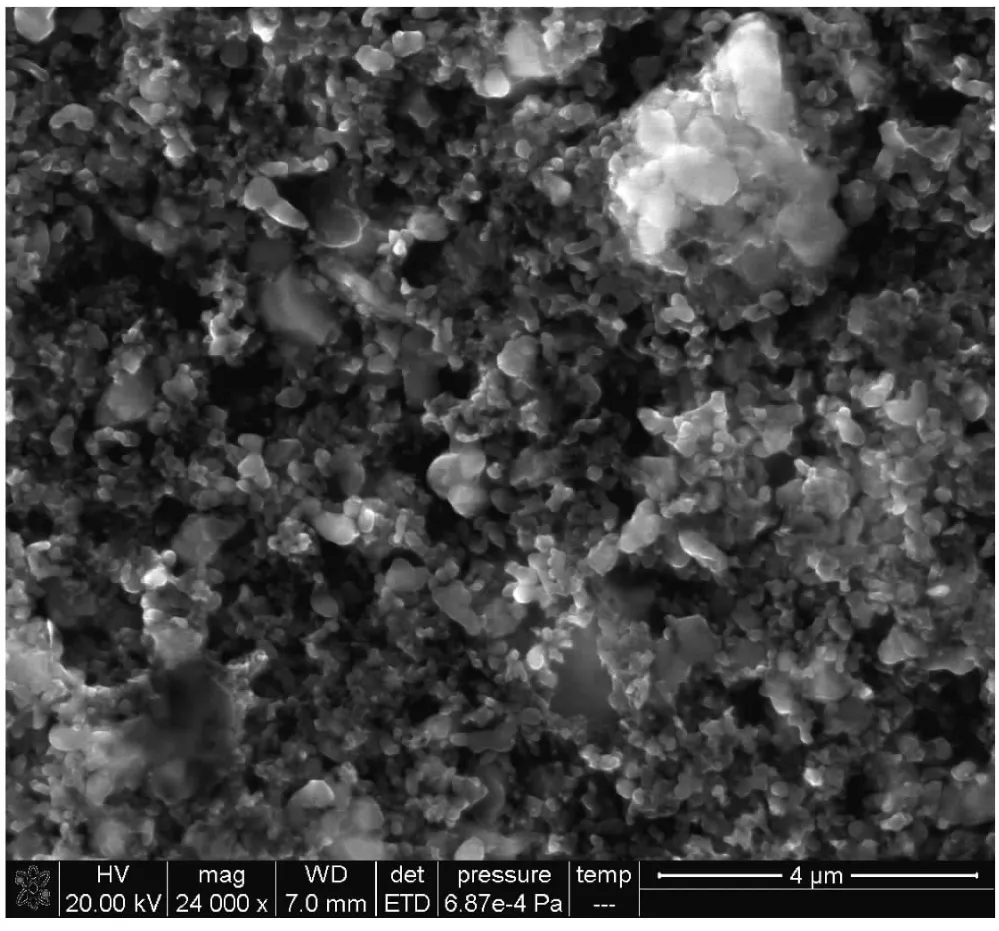
图9 0.003 9 分散剂量下的SEM
2.2.5 分散剂不同量下电池的电化学性能
从以上实验结果我们预测分散剂量越多,浆料粘度越小,浆料越稳定。但是分散剂加入量过多,则影响电池的电化学性能。表3 是不同分散剂量浆料做出电池的电化学性能。

表3 不同分散剂量下电池(10 pcs)的电化学性能
从表3 中我们可以看出,随着分散剂量的增加,尤其分散剂量在0.003 9 的情况下,首次效率和首次克容量有明显降低的趋势,电池内阻也随着增大,但电池的循环效率基本不受影响。原因可能在于分散剂吐温-60 残存在极片中,在首次充放电中,参与反应,即所谓的副反应,从而降低首次效率,且在正极表面形成复杂的SEI 膜,进而影响电池内阻也影响电池克容量发挥;另可能原因是吐温-60 的吸水性强,导致电极吸水严重,进而影响电池的首次充放电效率。
综合以上实验结果,分散剂的适宜用量在0.002 5~0.003,既可以增加浆料的稳定性也不影响电池的电化学性能。
3 讨论
(1)通过粘度、固含量随时间变化的对比数据,得知分散剂吐温-60 的分散效果要优于分散剂KD-1,故选用吐温-60 做分散剂继续做下一步研究。
(2)通过粘度、固含量随时间变化数据、不同取样点的面密度数据和极片电镜图数据得知在0.001 5~0.003 9 分散剂量下的电池浆料随着分散剂量的增加,浆料各表征量趋于稳定态势,但电池性能数据表明,分散剂的量的增加,会使电池的首次充放电效率,电池的质量比容量下降,内阻增大,综合两方面的性能得知分散剂量在0.002 5~0.003 0 之间浆料和电池性能取得较好的协同效果。
[1]Sekine K,Maeno S,Kibayashi N.Charge/discharge efficiency improvement by the incorporation of conductive carbons in the carbon anode of Li-ion batteries[J].J.Power Sources,2000,90:45-51.
[2]Patey T J,Hintennach A,.Mantia F L,et al.Electrode engineering of nanoparticles for lithium-ion batteries- Role of dispersion technique.[J].J.Power Sources,2009,189:590-593.
[3]Baldyga J,orciuch W,Makowski L,et al.Break up of nano-particle clusters in high-shear devices[J].Chemical Engineering and Processing,2007,46:851-861.
[4]孙现众.软包装锂离子动力电池关键工艺及电化学性能研究[D].杭州:浙江大学材料与化学工程学院,2006.
[5]李辉,张裕中.锂电池浆料超剪切分散机理与实验研究[J].轻工机械,2010,28(6):28-32.
[6]Xie L,Rielly C D,Eagles W,et al.Dispersion Of Nano-Particle Clusters Using Mixed Flow and High Shear Impellers In Stirred Tanks[J].Chemical Engineering Research and Design,2007,85(A5):676-684.
[7]唐赞谦.磷酸铁锂正极浆料分散性能研究[J].辽宁化工,2009(38):223-228.
[8]Lee J H,Kim H H,Wee S B,et al.Effect of Additives on the Dispersion Properties of Aqueous Based C/LiFePO4 paste and its Impact on Lithium Ion Battery High Power Properties[J].Kona Powder and Particle Journal,2009,27:239-245.
[9]Senapall P K,Mishra B K,et al.Moseling of viscosity for powter plant ash slurry at higher concentrations:effect of solids volume fraction particle size and hydrodynamic interactions[J].Powder Technology,2010,197:1-8.
[10]Lee J H,Skim J,Kim Y C,et al.Dispersion properties of aqueous-based LiFePO4 pastes and their electrochemical perfor-mance for lithium batteries[J].Ultramicroscopy,2008,108:1 256-1 259.
[11]王茂华,丁佐,曹敏.中间相炭微球(MCMB)水基流延浆料流变性能的研究[J].炭素技术,2009,28(5):17-21.
[12]Khoman E R B,Kulkarn I B D,Paraskar A,et a l.Synthesis,characterization and catalytic performance of titani-tanium silicalite prepared in micellarmedia[J].Mater Chem Phys,2002,76(1):99-103.
[13]陈晓晖,蔡丽蓉,魏可镁.表面活性剂tween 对TS-1 合成及催化性能影响的研究[J].燃料化学学报,2005,33(1):112-116.