谷子播种机排种机构三维建模与快速成型研究
2013-08-13王沁军马过胜
王沁军,马过胜
(1.山西机电职业技术学院 机械工程系,山西 长治 046011;2.山西省长治市农机推广站,山西 长治 046000)
1 谷子播种机排种机构的结构分析
排种机构是谷子播种机的重要组成部分,用于实现谷子的播种。如图1所示,为某型谷子播种机排种机构,该机构主要由7个零件组成,分别为盛放谷子的料斗、转轮、转轮挡片、转轴、三角形料斗配合件、下方出料件、侧面毛刷。转轴一侧有链轮,用于传递动力,为主要的传动部件。转轮圆柱面上均布12个直径为4mm的小孔,中心开有半圆形的孔,由转轴带动其旋转。工作时,如图1(a)所示,转轮中心轴线与盛放谷子的料斗中φ16mm 孔同心,以使转轴套入料斗和转轮中,由链条带动转轴旋转,转轴带动转轮旋转,这样料斗里面的谷子通过转轮上的小孔被带出料斗,同时毛刷挡住其它位置的谷子不被带出,被带出的谷子在转轮和转轮挡片的作用下转动到下方出料件的上方,此时转轮挡片不再发生作用,使谷子自动脱离进入出料口,再经出料口进入地里,从而完成谷子播种。该排种机构结构简单,每台播种机可以根据耕地的情况选择安装排种机构的个数,播种效率较高。

图1 谷子播种机排种机构实物图
2 谷子播种机排种机构数学模型
建立学习模型之前,需要对谷子播种机排种机构各零件进行测绘。排种机构中各零件的配合处尺寸可使用游标卡尺等工具进行较为精确的测量,以确保能进行正确装配。对于非配合处,使用钢尺等工具测量即可。盛放谷子的料斗,形状较为复杂,是排种机构的主要零件,上部结构主要用于盛放谷子,结构设计上具有斜度,下部结构主要用于实现谷子播种过程中转轮和三角形料斗配合件的装配。测绘中,可将其轮廓形状在图纸上绘出,然后标注上对应尺寸。再以料斗为基准,绘制出三角形料斗配合件和下方出料件的轮廓线,并标注尺寸。
利用Pro/E 软件建立谷子播种机排种机构的数学模型,首先根据测绘所得的排种机构的轮廓形状,使用草绘工具绘制出排种机构的轮廓线[1-2],为三维造型设计提供建模依据。然后根据轮廓线和测绘数据,使用建模工具建立各零件的数学模型[3-4]。最后,使用装配模块将各零件按正确的关系进行装配[3-4],并检查是否有测量或绘制不正确的结构,以完成排种机构数学模型的创建。在整个数学模型的建立过程中,主要使用了Pro/E 软件中草绘、拉伸、旋转、拔模、抽壳、倒圆角、倒角、装配、基准等常见工具,可以方便快捷地完成数学模型的建立。

图2 谷子播种机排种机构三维模型
3 快速成型技术简介
快速成型技术(简称RP)是由CAD 模型直接驱动的快速制造任意复杂形状三维实体的技术总称,其基本过程是[5-7]:首先绘制出零件的三维数学模型;然后根据工艺要求,按照一定的规律将该模型离散为一系列有序的单元,通常在Z 方向将其按一定厚度进行离散(习惯称为分层),把原来的三维CAD 模型变成一系列的层片;再根据每个层片的轮廓信息,输入加工参数,自动生成数控代码;最后由控制系统成型一系列层片并自动将它们联接起来,得到一个三维实体,经打磨、抛光、修模、烧结等处理后便可得到所需的零件模型(如图3所示)。

图3 快速成型基本过程
与传统材料加工技术相比,快速成型技术具有鲜明的特点:(1)高柔性和适应性,可以制作任意复杂形状的几何实体;(2)无需模具和夹具,几个到几十个小时就可制造出零件;(3)适合于单件或小批量生产;(4)数字化控制,成型精度高;(5)材料类型丰富多样,包括树脂、纸、工程蜡、工程塑料、陶瓷粉、金属粉、砂等。
目前快速成型工艺方法有十多种,较为常用的方法有光固化成型(SLA)、分层实体制造(LOM)、选择性激光烧结(SLS)、熔融沉积成型(FDM)等四种。
谷子播种机排种机构的快速成型采用熔融沉积成型工艺。该工艺的材料一般是热塑性材料,如ABS、PC、尼龙等,以丝状供料,材料在喷头内被加热熔化。喷头沿零件截面轮廓和填充轨迹运动,同时将熔化的材料挤出,材料迅速固化,并与周围的材料粘结。之后,工作台沿Z 向向下运动一微小距离进行下一层材料的建造。每一个层片都是在上一层上堆积而成,上一层对当前层起到定位和支撑的作用。这样逐层由下到上地堆积成一个实体模型或零件。随着高度的增加,层片轮廓的面积和形状都会发生变化,当形状发生较大的变化时,上层轮廓就不能给当前层提供充分的定位和支撑作用,这就需要设计一些辅助结构即“支撑”,对后续层提供定位和支撑,以保证成型过程的顺利实现。这种工艺成型速度较快,并且不用激光,使用、维护简单,成本较低。
4 谷子播种机排种机构快速成型研究
将排种机构各零件的数学模型以STL 格式进行输出,为快速成型做准备。在快速成型软件中以STL 格式导入零件数学模型,并放置于工作台中的合适位置,进行分层处理(Z 向0.25mm),以进行快速成型加工[7-8]。
排种机构中盛放谷子的料斗结构最为复杂,下方直径为8mm 圆孔与三角形料斗配合件的圆孔配合,中下部直径为16mm 圆孔与转轮配合,上方用于盛放谷子,侧面与三角形料斗配合件的侧面配合,整体的尺寸较大,超出了现有GI-A 型快速成型机的正常成型尺寸,故此需要对料斗结构进行简化,主要是在长度方向上适当减小,以满足快速成型的要求。考虑配合的需要,料斗中配合部分的结构和尺寸保持不变,改变上方盛放谷子部分的结构和尺寸,从而减小长度方向的尺寸。
料斗为薄壁件,设计壁厚为2mm,考虑快速成型工艺及质量,壁厚确定为2.5mm。快速成型时,需要主料和辅料共同作用,才能进行模型的制作,成型后辅料是不需要的,需要与主料进行分离,才能完成模型的制作,考虑整体快速成型时,料斗中间空隙部分需要填充大量的辅料,这样成型后主辅料分离比较困难,尤其是配合部分,容易造成分离表面不光滑,从而无法进行正常装配,经试验证明整体成型无法满足装配要求。所以采用从中分面切开,一分为二,料斗周边非配合处设有工艺孔,这样快速成型时,中间空隙部分不需要填充辅料,保证了内部配合处的结构,成型后只需利用工艺孔,通过螺栓联接完成两半料斗的配合,同时主辅料分离容易,如图4所示试验证明这种方法是可行的。
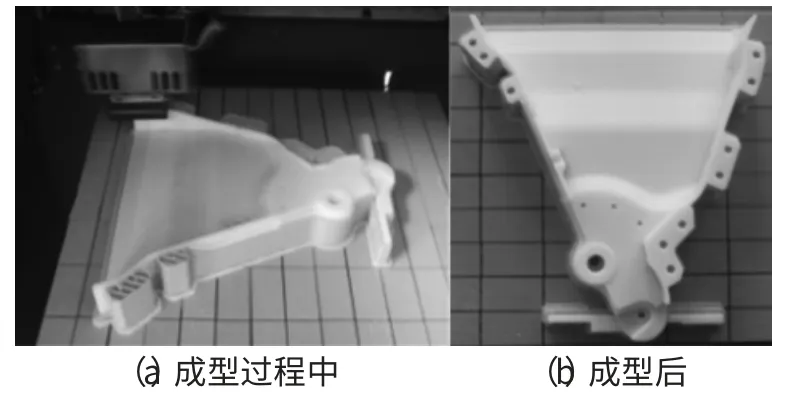
图4 料斗快速成型
与料斗相比,其它部件的结构简单,且尺寸较小,快速成型相对容易。三角形料斗配合件和下方出料件都采用整体快速成型,设计壁厚为2mm,快速成型壁厚为2.2mm。成型过程中,薄壁件中间的空隙填充有辅料,成型后需要用尖嘴钳、工具锉将主料与辅料分离,由于该部分配合尺寸较少,经锉刀修磨后能满足三角形料斗配合件和料斗的装配、三角形料斗配合件与下方出料件的装配,且不妨碍排种机构的正常运行状态,因此整体快速成型是可行的。
各部件完成快速成型后,需要进行主辅料的分离和修配。主辅料分离和修配过程中,由于主辅料都比较脆,或有些地方存在大面积辅料包围着主料,因此用力要适中,以免在分离辅料时对主料进行破坏。对于出现的少量主料脱离现象,可以使用胶水进行粘结,只要确保不妨碍正常工作即可。修配完后,将各部件按正确的装配关系进行装配,就可完成谷子播种机排种机构模型的制作。经实际播种试验,能满足工作要求,快速成型工艺是可行的。
5 结语
新产品的研发过程中,经常需要根据现有产品绘制三维模型和制作模型,谷子播种机排种机构三维数字化建模和快速成型研究正是新产品研发过程中可能要涉及的问题,对于相关问题的研究有一定借鉴意义。谷子播种机排种机构三维数字化建模符合产品设计的发展趋势,利用机械CAD 软件可以高效快捷地建立产品的数学模型。排种机构的快速成型研究中考虑了快速成型工艺和成型后的质量,模型制作完成后经修配就可安装到谷子播种机上进行播种试验。
[1]林清安.完全精通Pro/ENGINEER 野火5.0 中文版零件设计基础入门[M].北京:电子工业出版社,2010.
[2]徐建平,朱萍,田秀霞.Pro/E 产品设计案例教程(野火版3.0)[M].北京:航空工业出版社,2010.
[3]张忠林,张永锐.精工Pro/ENGINEER Wildfire5.0 机械设计行业应用实践[M].北京:机械工业出版社,2010.
[4]齐从谦,甘屹,王士兰.Pro/E 野火5.0 产品造型设计与机构运动仿真[M].北京:中国电力出版社,2010.
[5]陈雪芳,孙春华.逆向工程与快速成型技术应用[M].北京:机械工业出版社,2009.
[6]韩霞,杨恩源.快速成型技术与应用[M].北京:机械工业出版社,2012.
[7]王广春,赵国群.快速成型与快速模具制造技术及其应用[M].北京:机械工业出版社,2008.
[8]侯清泉,刘春生.FDM 快速成型机加工工艺方法研究[J].制造技术与机床,2008(1):88-90.
