介绍一种定子铁芯外圆加工专用卧式车床
2013-08-15孟繁齐
孟繁齐
(佳木斯电机股份有限公司,黑龙江佳木斯 154002)
1 引言
中型电动机的定子铁芯是几大零部件的核心,主要起导磁和散热作用。随着电机产品的更新换代和改进,从散热性角度考虑,定子铁芯外圆需要加工。而加工后的定子铁芯如果内外径同轴度超差,将直接影响到电机的工作性能。如何提高定子铁芯的加工质量,是急需解决的问题。
2 定子铁芯结构
定子铁芯共有两种结构:焊筋式定子铁芯和扣片式定子铁芯。焊筋式定子铁芯主要由压圈、定子冲片、定子通风槽板和定子筋组成,铁芯由厚0.5mm 硅钢定子冲片叠装而成,并且每隔50mm 用定子通风槽板隔开,整个铁芯外圆圆周方向用定子筋焊接固定,定子铁芯两端为压圈;扣片式定子铁芯(见图1)主要由压圈、定子冲片和扣片组成,铁芯由厚0.5mm 硅钢定子冲片叠装而成,整个铁芯外圆圆周方向用扣片固定,定子铁芯两端为压圈。
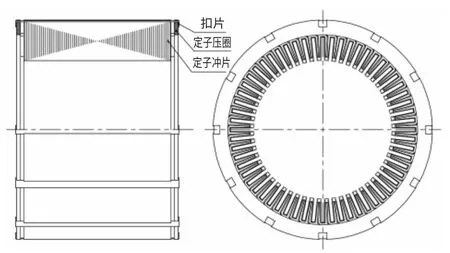
图1 扣片式定子铁芯示意图
3 传统加工工艺
3.1 立式车床加工工艺
首先在专用装压胎上将定子冲片、定子压圈等零部件叠装成定子铁芯,此类装压胎下端设有止口。在立式车床上,放入车胎,按装压胎下止口尺寸配车车胎保证配合间隙在0.01~0.03mm,车胎加工完后,将装压胎连同装压好的定子铁芯整体落入车胎中,找正装压胎外圆并压紧后,加工定子铁芯外圆尺寸。上述工艺定子铁芯内外圆的同轴度,在不考虑设备几何精度的情况下,主要受以下因素影响:(1)装压胎外圆与其下端定位止口的同轴度,设计值为φ0.05mm。(2)装压胎外圆与定子冲片内径之间的装压间隙,设计值为0.05mm 左右。(3)装压胎下端止口与车胎止口的配合间隙,工艺要求为0.01~0.03mm。
在满足上述要求的情况下,定子铁芯内外径同轴度理论最大值为φ0.13mm。而生产过程中,由于胎具制造误差和磨损,加工后的定子铁芯内外径同轴度实际为φ0.19mm 左右。
3.2 卧式车床加工工艺
首先在专用装压胎上将定子冲片、定子压圈等零部件叠装成定子铁芯,此类装压胎两端设有中心孔。在卧式车床上,以装压胎两端中心孔为基准定位,加工定子铁芯外圆尺寸。上述工艺定子铁芯内外圆的同轴度,在不考虑设备几何精度的情况下,主要受以下因素影响:(1)装压胎外圆与两端中心孔的圆跳动,设计值为0.03mm。(2)装压胎外圆与定子冲片内径之间的装压间隙,设计值为0.05mm 左右。
在满足上述要求的情况下,定子铁芯内外径同轴度理论最大值为φ0.08mm。而生产过程中,由于胎具制造误差和磨损,加工后的定子铁芯内外径同轴度实际为φ0.12mm 左右。
4 专用卧式车床结构特点
从传统工艺可以看出,胎具制造误差和定子铁芯装压时的间隙,是造成加工后的定子铁芯内外径同轴度值较大的主要原因。为避免上述因素,要使用专用卧式车床,撑紧定子铁芯内圆,加工其外圆。
4.1 专用卧式车床简介
机床采用主轴滑板移动式,并在其端部安装手动三爪高精密定心卡盘,刀具加工外圆时由数控滑台驱动,左侧主轴箱为主动主轴,是由大扭矩伺服电机拖动,右侧主轴箱为从动主轴。装夹定子铁芯时由机床中心支架托住并可下上移动,左右主轴箱对正后定子铁芯内圆移动到位,由操作者用力矩扳手夹紧工件,根据定子铁芯内径不同,配备不同规格的扇形卡爪。
4.2 专用卧式车床主要结构、特点
该机床主要由床身、左右床头箱、左右床头箱底座、主电机座、手动卡盘、刀架、液压装置、电控柜和数控系统等组成,机床简图见图2。
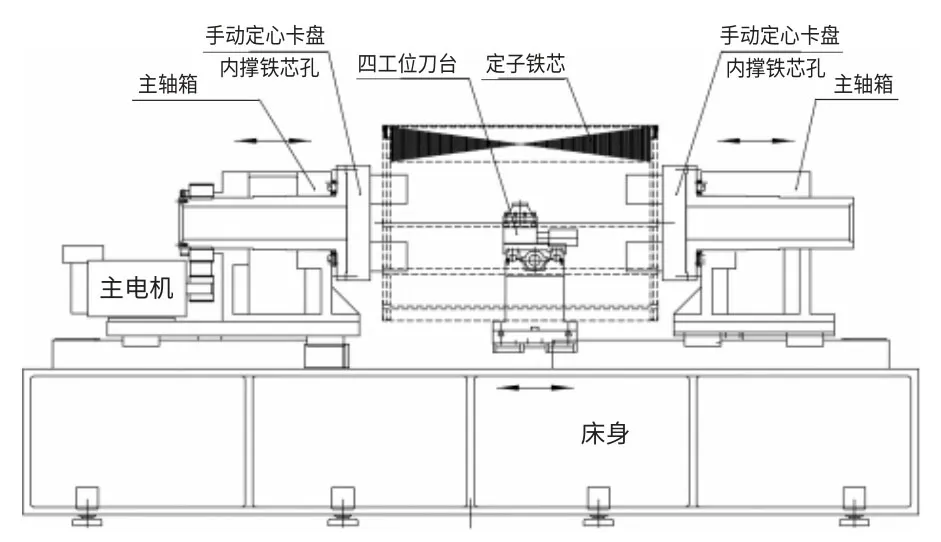
图2 专用卧式车床结构简图
(1)床身。床身采用高强度低应力的优质铸铁件,树脂砂造型,极大地提高了机床基础的刚性。床身两导轨间铸有排屑通道。
(2)床头箱。床头箱体为箱形结构,具有刚度高、固有频率高、抗振能力强、噪声低等特点。主电机固定在主电机座上,并与床头箱底座相联,传动刚度高、抗振性好。
(3)刀架。刀架由大刀架(大溜板)、横刀架及立式四工位自动回转刀台等组成。由FANUC 交流伺服电机驱动,两轴联动,全闭环控制。
(4)主传动系统。主传动采用FANUC 大扭矩交流主电机及主驱动,通过皮带轮与床头箱相联,具有两挡变速,机械挡间可无级调速,使主轴获得所需的转速范围。
(5)进给系统。刀架纵、横向进给级数为无级,刀架纵向(Z轴)、横向(X轴)进给均采用交流伺服电机驱动。刀架横向(X轴)采用滚珠丝杠副传动,纵向(Z轴)采用滚珠丝杠副传动,实现进给及快速移动运动。
(6)控制系统。机床配置的控制系统为FANUC Oi 固定型数控系统,全数字驱动装置组成。可实现X、Z 两轴联动,可切削任意复杂回转型面,可进行连续轨迹的控制。
4.3 应用
将特制的扇形卡爪与三爪自定心卡盘采用定位键联接,按定子铁芯内圆尺寸配车扇形卡爪,手动将扇形卡爪与工件内圆撑紧,再车削定子铁芯外圆。加工后的工件在三坐标测量机GLOBAL advantage 122210 上检测同轴度值为φ0.053mm,满足了图纸要求。
5 结论
现在大部分定子铁芯都在专用卧式车床上加工,通过采用山特维克刀具:93°外圆车刀PCLNR 3232 P19和刀片CNMG 190608-PM4225,加工效率大幅度提高。机床已使用6个多月,设备精度良好,工件的加工尺寸公差、形位公差和粗糙度都得到了质的提高。
