一种基于CCD的非接触尺寸测量系统
2013-08-13单桂军
单桂军,胡 伟
(1.江苏科技大学电信学院,江苏 镇江 212003;2.镇江高等专科学校电子与信息系,江苏 镇江 212003;3.湖南第一师范学院科研处,湖南 长沙 410002)
责任编辑:魏雨博
随着现代先进制造技术的进步,要求测量技术向着高精度化、高速化和网络化方向发展,传统的检测方法已无法完全满足现代制造业的特殊要求。目前大多数厂家进行零件检测,通常是人工检测,大批工人用游标卡尺、通止规等进行测量,并用手工进行数据记录,效率很低,已经无法满足批量大、精度要求高的零件测量[1-2]。因而需要一种快速准确的非接触的尺寸测量方法以适应生产的检测要求。虚拟仪器技术由于充分利用了计算机在网络传输、数据库存储等方面的巨大优势,近年来在测量技术领域取得广泛应用。机器视觉技术由于可以实现对于物体的非接触测量,伴随数字图像技术的发展得到迅速成长[3-4]。本文就是将虚拟仪器技术与机器视觉技术相结合,利用图像处理技术以及虚拟仪器技术强大的数据采集、分析处理功能,建立了一种基于CCD的零件尺寸非接触测量系统。
1 系统的整体设计
基于CCD的非接触尺寸测量系统的工作原理:在白天环境光的照射下,利用平行发光管两个日光灯增强光照强度,首先要对该测量系统进行校准,从而保证零件被检测面的法线方向与物镜的轴线基本重合,在测量时采用小角度轴向光照明的方式照射被测零件;然后零件的反射光通过标准镜头成像到CCD摄像机上,通过CCD图像传感器光信号转化为模拟信号,再利用图像采集卡把模拟信号转换成数字信号,并通过PCI总线传送到计算机内部;最后利用LabVIEW开发环境下开发的仪器软件模块读取图像信息,对采集的图像进行预处理和边缘检测,提取出有效的轮廓,再根据标定结果,完成尺寸测量,并选定Microsoft Access作为后台数据库,与数据库相结合对测量结果进行数据读取、写入、存储、显示。系统结构如图1所示。
2 图像处理
采集系统捕获的原始图像,往往会因为各种因素含有噪声和干扰,图像的边缘不够清晰,为了得到可供尺寸参数测量的清晰的边缘轮廓,需进行图像处理。
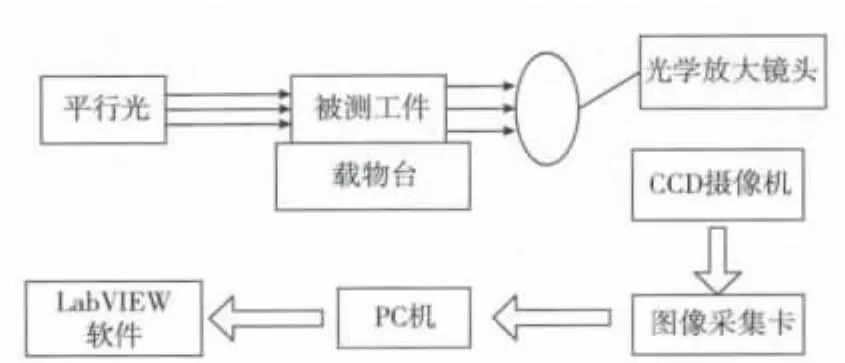
图1 非接触尺寸测量系统
2.1 滤波平滑
选用二维快速中值滤波算法,即用某种结构的二维滑动模板 W(i,j),W(i,j)表示中心位于(i,j)的窗口,把窗口中心位置在图像上逐像素移动。将板内像素按照像素值的大小进行排序,生成单调上升(或下降)的二维数据序列。找出中间值;若当前中心在(i,j),则滤波后图像(i,j)像素之值为窗口w(i,j)内所有像素的中值,输出即为

式中:f(x,y),g(x,y)分别为原始图像和处理后图像数据。
2.2 图像锐化
采用拉普拉斯锐化法,对去噪后的图像进行锐化处理。拉普拉斯算子是二阶导数的二维等效式。图像灰度函数f(x,y)的拉普拉斯公式为

假设i对应x方向,j对应y方向,使用差分方程对x和y方向上的二阶偏导数近似如下

同理可以得到根据式(2)、式(3)推出两个方向上的近似8邻域拉普拉斯算子的掩模板

2.3 图像阈值分割与区域填充
由于非接触测量系统使用的是黑白CCD摄像机,拍摄的是灰度图像,为了便于处理,需将灰度图像变为黑白图像,便于图像边缘提取。通过比较分析,本系统采用一种全局阈值选取法。该方法是基于直方图的灰度信息来确定一个最佳阈值,将直方图在某个阈值处分割成两组,使图像进行二值化分割处理,被分成的两组目标物和背景像素的类间方差最大时即为最佳阈值。方差值越大,图像越分明。原理如下:取一幅图像,灰度值被分为0~m级,其中灰度值为i的像素为ni,那么总像素数为

c0的概率为

c1的概率为

依据式(6)、式(7)可推导出c0的平均值为

c1的平均值为

结合式(6)~式(9)可推导出两组之间的方差公式为

在0~m之间对k值进行改变,求σ2(k)最大值,当σ2(k)取得最大值时,此时的k值就是图像二值化分割的最佳阈值T。然后可以利用该T值并结合二值化公式实现对图像的二值化处理,二值化公式为

经过全局阈值选取法二值化后的图像对比图如图2a、图2b所示。

图2 二值化后的图像对比图
通过图2可以看出,采用全局阈值选取法对图像进行二值化处理,处理后的图像十分清晰,且噪声点少。对于图像中存在的噪声点,主要是因为被测零件顶部反光使得图像顶部灰度值过大所致,对于这种情况,系统采用四连通将目标相邻像素为数值0的背景像素设置为目标的边界像素值255,从而填充空洞。填充后的效果如图3a、3b所示。

图3 填充前后的效果对比图
2.4 图像的边缘提取
工业生产对测量精度的要求越来越高,传统的边缘提取像素级精度已经无法满足高精度零部件的检测。需要提取高精度的边缘,对整个检测系统来说,可以一定程度上提高CCD相机的分辨率,但是系统成本增加。因此利用软件的方法来提高像素精度定位问题是一个好的选择。本系统对亚像素边缘检测法进行了研究。亚像素边缘检测是以传统边缘检测算法为基础发展起来的。本系统将该方法中的zernike正交矩法应用于对称目标图像的亚像素精度定位中,从而得到边缘参数的近似值,取得了非常好的效果。边缘提取后的结果如图4所示。
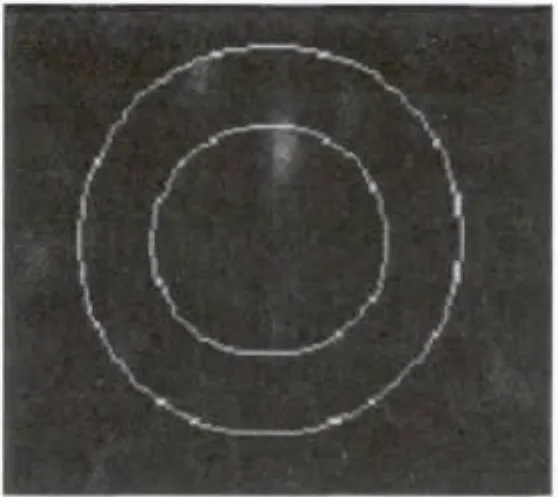
图4 提取边缘效果图
3 软件实现与数据分析
3.1 软件实现
利用LabVIEW模块化设计思想,遵循了自上而下的设计方法,根据系统的总体特性,将系统进行了功能模块划分,逐个实现对数据进行读取、存储、显示等,再将各个功能模块集成在一个主程序中[5]。利用基于ADO技术的Lab-VIEW数据库访问包,直接在LabVIEW中实现对数据库的访问、添加。利用Microsoft Access作为后台数据库。通过SQL语句“SELECT*FROM 磁环数据”、“INSERT INTO磁环数据(圆环,平均值)VALUES(‘壁厚’,)”等对数据库进行自动访问添加。最后,将分析后的数据添加到数据库表中。
3.2 数据分析
利用该系统对硬质磁环进行测量,测量值与实际值对比如表1所示。
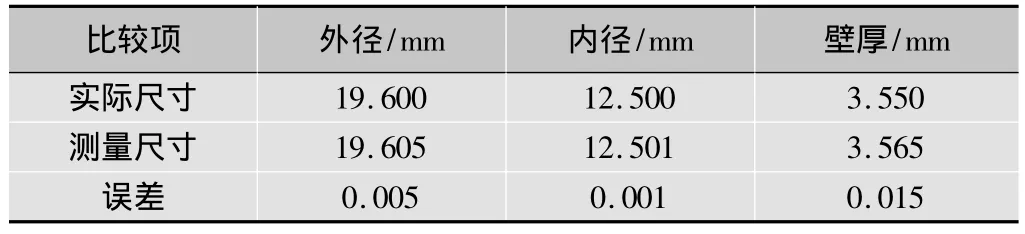
表1 实际值与系统最终测量值做对比分析
分析可知,磁环的内径、外径与壁厚的测量结果与实际值基本吻合,两者之间测量的绝对误差小于0.02 mm,相对误差小于0.07%,引起测量误差的环节可能包括光学系统的像差、CCD的精度误差以及图像的阈值处理误差等。这一精度与游标卡尺和千分尺的测量精度相当,满足高精度工程要求,并且CCD测量法可实现对环形工件尺寸的自动、快速和非接触测量,该原理只要在计算方法上稍作改动同样适合于对矩形、椭圆形乃至复杂形状的工件尺寸的测定,因此具有广泛的实用价值。
4 总结与展望
本文设计了一种基于CCD的环形部件尺寸非接触测量系统,通过对图像的平滑处理、图像锐化处理,并采用全局阈值选取法实现对图像的二值化处理与填充,最终利用亚像素边缘检测法实现对图像边缘的提取,实验表明该测量方法方便可行。本文的系统也具有很大的实用性,可以实现对批量零件的检测,不但可以减小检测成本,还可以避免人为因素带来的误判,另外,还可以适应高温、有污染或腐蚀性物质的工业现场环境。随着技术的进一步发展,算法的进一步改进,这种测量系统的的精度会越来越高,应用范围越来越广。
[1]黄艳岩,钟绍俊,徐红伟.基于LabVIEW的零件尺寸测量系统[J].微计算机信息,2007,23(34):131-133.
[2]聂锟,萧泽新.图像处理技术在微小冲压件尺寸测量中的应用[J].电视技术,2005,29(S1):156-158.
[3]李培江,李淑清,高华,等.基于虚拟仪器技术的电池夹视觉检测系统[J].新技术新工艺,2006(12):28-31.
[4]IMAQ Vision for LabVIEW User Manual October[EB/OL].[2012 -11 -05].http://www.ni.com/pdf/manuals/322917b.pdf.
[5]陈永清,卢炎麟,贾虹,等.基于虚拟仪器的尺寸测量及数据库存储的实现[J].轻功机械,2007,25(5):88-90.
