LCD生产线自动曝光机浅析
2013-08-09谭代木
谭代木
(南京华日液晶显示技术有限公司,江苏南京 210038)
1 曝光机原理、性能指标及精度简介
1.1 曝光机原理
目前大部分曝光设备采用是非接触式曝光。原理是紫外光经掩模板 (MASK)对涂有光刻胶(P/R)的ITO玻璃曝光(MASK板与玻璃基板间隙约为50 μm),曝光后的玻璃经显影产生与MASK板相同的图案。具体见图1。
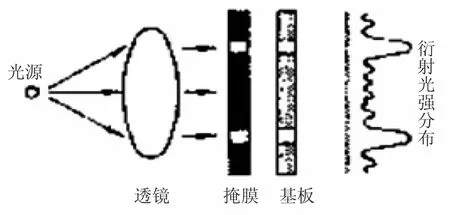
图1 曝光原理
1.2 曝光机(MA-5501MC)性能指标
我公司是2002年从日本进口了一条LCD自动生产线,其中曝光机型号为MA-5501MC,以该设备为例其性能指标为:最大可曝光ITO玻璃尺寸:长度(355.6 mm±0.2 mm)×宽度(406.4 mm±0.2 mm)×厚度(0.4~1.1 mm),曝光底板(也称掩膜板)尺寸:长度(406.4 mm±0.5 mm)×宽度(457.2 mm±0.5 mm)×厚度(5.0 mm±0.3 mm)。
1.3 精度
在曝光底板平面度最大15 μm,ITO玻璃弯曲度最大0.2 mm,曝光底板厚度5 mm,曝光底板与ITO玻璃间隙50 μm时曝光显影后图案分辨率为 8 μm。
2 曝光机(MA-5501MC)的系统构成(硬件)
(1)MA-5501MC自动曝光机系统(硬件)由主体及附属设备组成。
(2)MA-5501MC自动曝光机主体由曝光室、掩模板盒、掩模板输送台、操作面板、曝光积算器、压缩空气控制面板、控制箱前面板、高效空气过滤器、曝光光源、影像处理器等组成。其中,曝光室由基板传送机构、基板工作台、基板驱动及对位机构、掩模板传送机构、掩模板holder及定位机构、间隙传感器、对位及间隙监视器等组成。
(3)MA-5501MC自动曝光机附属设备则由主控制箱、曝光灯供电装置、冷却装置、精密温湿度控制净化空气调节器等组成。
3 曝光机的工作流程及自动对位与间隙整定
(1)曝光机系统可在非接触条件下,自动完成掩模板与基板的对位、校正,并自动完成从基板输入、间隙整定、对位、曝光和基板输出全过程。工作流程为:上流→基板输入→预对位→间隙整定→自动对位→曝光→基板输出→下流。
(2)曝光机预对位。在自动对位前先进行预对位。预对位是通过移动对位工作台进行的,对基板表面3点进行非接触检测完成预对位,预对位精度为±20 μm。
(3)曝光机MASK板与基板间隙的整定。伺服电机先以高速按基板厚度预设值向上移动基板工作台至间隙传感器检测点处;然后开始整定间隙值,间隙的整定是以每个对应间隙传感器检测位置的顶杆(tilt)的上、下动作来完成。用于顶推tilt的伺服电机移动精度为5 μm/脉冲;间隙检测系统由半导体激光器发光元件及CCD光接受元件组成,检测由掩模板(MASK)及基板的反射光来实现间隙检测功能。检测整定范围50~600 μm,检测分辨率 1 μm,间隙整定范围 50~300 μm,检测点位为3点,间隙整定精度±5。这些间隙传感器在流片方向以电机进行移动而在纵向则以手动移动。
(4)自动对位机构。自动对位是在预对位和间隙整定之后,在自动对位方式下进行。
基板上的对位标记“+”被对准掩模板上的对位标记“□”,每块基板两侧均具有对位标记。对位工作台X、Y、θ轴由伺服电机驱动,0.1 μm/脉冲,X、Y轴移动行程为 5±1 mm,θ轴为 1°±0.2°;自动对位精度为±1 μm。
(5)掩模板自动对位机构。①驱动机构:3个基准销(pin)由伺服电机驱动,0.5 μm/脉冲;②移动行程:每轴均为±2 mm;③影像处理器检测到对位标记并完成由3个基准销(pin)驱动的对位(X、Y1、Y2);④精度:±5μm。
(6)对位显微镜系统:①检测元件:二维CCD传感器;②光学放大倍数×5;③TV监视器×2;④TV监视器放大倍数×140。
4 曝光光源及光路系统
(1)MA-550 1MC曝光机曝光光源为一只USH-2004MB 2 kW的超高压汞灯提供,该汞灯具有独立供电装置HB-20201AA,其参数为:输入:电压(AC)200×(1±10%)V,相数:3准;频率:50 Hz、最大电流:12 A;输出:电压(DC)(带灯时)32~45 V,曝光灯启动时电流 70 A、待曝光灯稳定时额定电流50 A。
(2)光路系统(如图2)依照光的投射路径,由汞灯→椭球面反射镜→双色反光镜→快门机构(shutter)→multi lens透镜→球面镜→曝光面组成A9的光路系统。光从汞灯出发后,经不同镜子,最终在曝光区域形成合乎要求的近似平行光。
(3)在多镜头(也称复眼)前设置的快门是产生曝光的重要机构,其能否按要求正确开闭,决定了基板能否正确曝光,在快门旁设置有关闭检出传感器(如图3.中序号11为传感器、序号15为放大器)。
(4)可对汞灯光轴进行调整,在一定范围内改变射出光的强度。
(5)汞灯使用750 h即应更换。
5 电气控制系统
电气控制系统由电源、PLC控制单元、操作面板(包括触摸屏)、影像处理部分、各种检测传感器、曝光灯及点灯装置、外部执行机构如:伺服电机、电磁阀等组成。
(1)PLC控制单元采用三菱MELSEC-A系列可编程控制器。MA-5501MC曝光机中共使用了1个A2USH CPU-S1 CPU模块、2个A1S61PN电源模块、1个 A1SJ61BT11 CC-link模块、2个A1SX42-S1本地输入模块、1个A1SY42本地输出模块、7个A1SD75P3-S3伺服定位模块、7个远程I/O输入模块AJ65SBTCF1-32D、3个远程I/O输出模块AJ65SBTCF1-32T。实际I/O点使用量600余个,PLC程序达26 859步。绝大部分I/O点用于对位及与之相关的部分,仅影像处理器一个部分就占用96个I/O点,也有不少I/O点用于状态监测、限位保护等。其中,A1SD75P3-S3伺服定位模块主要用于对位工作台对位、间隙整定、掩模板(MASK)基准销对位显微镜、间隙传感器、边缘传感器等的控制。(A1SD75P3-S3用于 Stage X、Y、θ控制)。
(2) 关于触摸屏 A951GOT-LBD。在 MA-5501MC曝光机中触摸屏以标签菜单方式让操作者选择相应的功能,主菜单下有自动运转、手动操作、RECIPE登录、历史数据、系统设定5个子菜单,具有丰富的功能,如:在自动运转方式下可自动进行启动、停止并进行MASK设定,亦可进行RECIPE变更。同样在自动运转方式下,进入MONITOR界面后,可监控位置控制中各传感器、电机的状态及各设备接口的状态。在RECIPE方式下可进行RECIPE的编辑、写入、删除,RECIPE的内容包括:基板尺寸 (长×宽×厚)、曝光量、MASK PIN位置、MASK显微镜位置、MASK焦点位置、间隙传感器位置、基板显微镜位置、显微镜照明等,而系统设定功能则允许建立曝光机运行的各种条件,例如在间隙测定上可提供多种模式,如:连续测定、只测定一次、不测定等。手动方式下可手动操作任一选定单元。在历史数据中,能存有100个错误历史信息。
(3)操作面板提供7种功能示教:需要说明的是操作面板上“急停”及“停止”两个按钮的使用及其使用后的不同结果。当按下“急停”按钮后,系统各处除曝光灯电源外均切断电源。而按下“停止”按钮后,切断所有线圈及电机电源,但有关真空吸附的电磁阀不掉电。
(4)影像处理单元(GA—5100)。影像处理单元在结构上是相对独立的部分。MA-5501MC曝光机控制系统上的预对位、间隙整定、自动聚焦、自动对位功能全部通过它实现。GA-5100是一个完整的微型计算机系统。具有MC-68020RC25 25MHZ CPU、MC-68882RC2525MHZCoprocessor、512K RAM、128K backup RAM(SRAM)、RS-232c 接口、256K Memory Card,可接2台摄像机、2台监视器,还具有速度40 ns/1Pixel的Pre-Processing CPU,最多可接9个传感器,它所产生的激光脉宽为 0~8191.875 μs。
(5)在MA-5501MC曝光机中,有一个两通道的光量积算器(只使用一个通道),由曝光室中光量传感器送出的信号经放大和压频转换后,送入积算器,按一个确定的算法,计算并显示出当前光照量及累积光照量,当累积曝光量达到设定的数值后,发出信号终止一次曝光过程。
6 设备维护保养中应注意的问题
(1)更换超高压汞灯时,须用专用护罩盖好灯下方的反光镜,以防止物品坠下损坏反光镜,更换完毕取出护罩。
(2)灯室下部反光镜不得用酒精等有机溶剂擦拭,需清洁时用经过过滤的清洁氮气清吹扫。
(3)曝光室中需要清洁时,同样应使用清洁的压缩氮气吹扫。
(4)经常检查灯室下部的快门机构,并进行保养以保证快门动作可靠。
7 曝光过程分析及“不曝光流片”故障查找的初步方案
7.1 曝光过程分析
(1)曝光前确认完了M1468(ON)→快门开M1470(ON)→自动曝光 M1677(ON)→曝光LP7823(ON)→光源快门开 M6257(ON)→快门开Y0A9(ON);
(2)M1677(ON)→曝光开始 M6043(ON)→曝光开始 YOAC(ON);
(3)曝光完了M5533(ON)→快门闭M1471(ON)→快门闭完了 M1472(ON)→曝光完了M1475(ON)→基板排出 M1480(ON)。
7.2 故障表现
(1)玻璃基板未曝光;
(2)未曝光基板正常排出并流向下道工序;
(3)发生未曝光故障时机器不报警且未曝光基板在曝光枚数中无记录。
故障是偶发的,无规律性,由于未曝光基板依然正常排出,所以故障在显影工序后才能被发现。
7.3 故障查找的初步方案
该故障的棘手之处在于没能获得故障发生时的系统状态,因而无法展开分析。若能“锁定”故障发生时的系统状态,使能以此为依据入手分析。
设想一、在曝光室内合适的位置装设一个UV光检测传感器(亦可直接使用光量积算器的传感器引出检测UV光的信号),并对相关程序作一些改动。这样做的目的在于,以该传感检测UV光的有无,当发生不曝光故障时,产生报警并使未曝光的基板不排出,使机器停在故障状态,这样就便于在原始故障状态下查找故障原因。
可考虑在蜂鸣器前并入无UV光时接通的常开接点支路,而在M1480前串入无UV光时断开的常闭接点。同时应斟酌考虑程序其它部分是否要作必要改动。
设想二、在基板的出口处对基板数量进行计数,快门的动作次数PLC程序已经有了计数,按照设备正常的动作,可以得出流出基板数量和快门的动作次数应该是相等的,如果发生不相等时就让设备停止运转并报警,此时流出的基板就是没有曝光。由此可以分析是快门没有动作还是基板在工作台上没有被检测开关检测到。
8 结 论
曝光机MA-5501MC相对其它设备来说,技术含量较高,涉及到的各类专业知识较广。数控技术、新型传感器技术、可编程逻辑控制技术、HMI人机交互技术、影像采集处理技术、光学投影技术、远程信号采集处理技术等都有具体应用。通过对曝光设备工作原理分析、控制信号处理流程的了解,熟知设备各元器件的物理位置,最终对设备的工作原理有较为全面的理解,这样才能提高对进口精密设备的自身调整维护、确保设备运行正常。