Q235B钢薄板RSW焊接接头金相组织分析
2013-08-05谢芋江周培山杨祥海景勇俊
谢芋江,周培山,杨祥海,景勇俊
(西南石油大学应用技术学院,四川 南充 637001)
0 前言
RSW是最重要的电阻焊方法之一,它具有生产效率高、焊接质量稳定、易实现机械化和自动化等优点,因此该技术在生产中得到广泛应用[1]。在焊接过程中,焊接接头各部位受到不同的热循环,相当于金属受到一系列的热处理,因此焊接接头各处组织存在着一定的差异和不均匀性[2]。采用RSW焊接工艺对Q235B钢薄板进行焊接,通过观察优质焊接接头各部位的金相显微组织,分析焊接接头硬度分布特点,为RSW在实际生产中的应用提供一定的理论参考。
1 试验材料和方法
1.1 焊接材料和设备
试验采用唐山松下产业机器有限公司生产的YR-350SA2HGE固定点焊机,对厚度δ=1 mm的Q235B钢板进行焊接。用OLYMPUS-TOKYO金相显微镜进行接头显微组织观察,用HVS-1000维氏硬度计测量焊接接头显微硬度。Q235B钢的化学成分和力学性能如表1所示。

表1 Q235B钢化学成分 %
1.2 焊接工艺参数
在点焊工艺试验过程中,主要考虑焊接电流、焊接时间和电极压力三个因素对焊接接头质量的影响。通过工艺试验确定了最佳焊接工艺参数:焊接电流I=10.63kA;焊接时间t=0.16s;电极压力Fw=2.25kN。
2 试验结果和分析
2.1 焊接接头宏观形貌
RSW焊接接头主要由熔核区、热影响区和母材三部分组成。图1a是优质RSW焊接接头的整体形貌,可以清楚地看到焊接接头熔核区的柱状晶垂直于试件的贴合面。图1b是图1a的局部放大图,图中从左到右标注阿拉伯数字之处分别为焊接接头受到不同热循环而形成的各个区域,其中①为焊件母材,②是焊接接头的正火区,③为过热区,④是熔核区。图1c是焊接接头组织纵向的局部放大100倍的照片,可以看出由下到上各个部分组织存在着明显的差别,依次分别为母材、热影响区和熔核区。最下面一层白色组织是母材,主要成分是块状的铁素体;最上层是熔核区,该区主要由粗大的柱状晶组成,柱状晶规则的纵向排列与焊接贴合面垂直;在母材和熔核区之间的部分就是热影响区,整个热影响区主要由正火区和过热区组成。该区域下面靠近母材部分晶粒细小,而上面靠近熔核区部分晶粒较为粗大。晶粒细小部分为正火区,该区塑性和韧性都比较好,而晶粒粗大部分为过热区,过热区金属在焊接过程中处于过热状态,所以此处晶粒粗大,导致其塑性和韧性都较差。仔细观察还会发现,在熔核区与过热区之间有一个比较狭窄的区域组织分布不均匀,晶粒大小不一,这就是熔合区,不管是从成分上还是从组织上来看都存在着一定不规律性,因此该区的性能不佳。
2.2 焊接接头微观组织
图2是图1b中①位置处焊件母材(Q235B热轧薄板)部分放大400倍的显微组织照片。母材Q235B的金相显微组织主要由白色的块状铁素体和黑色的碳化物组成。
图3依次是RSW焊接接头从母材到熔核区各部分的显微组织(400×),在焊接接头上从左到右依次拍摄。
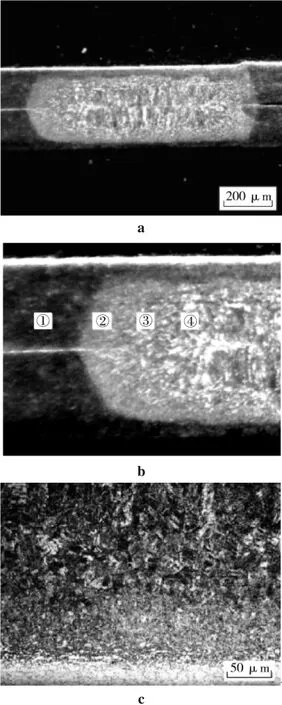
图1 焊接接头宏观形貌Fig.1 Macroscopic morphology of welded joint
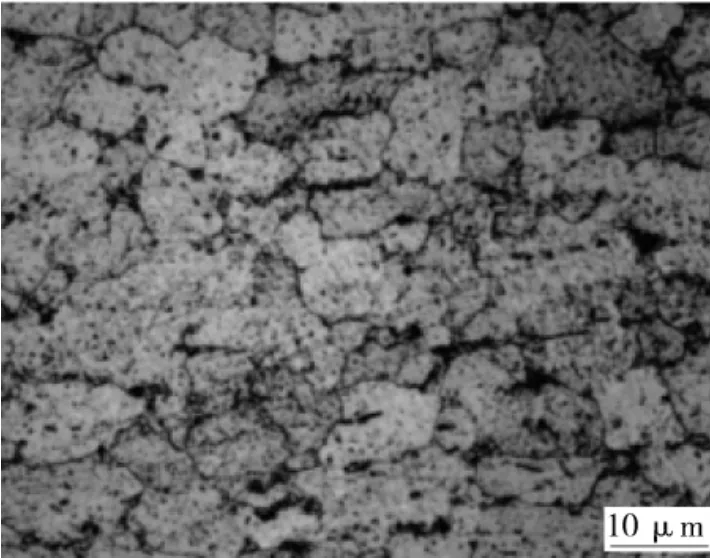
图2 母材Q235B组织Fig.2 Microstructure of base metal Q235B
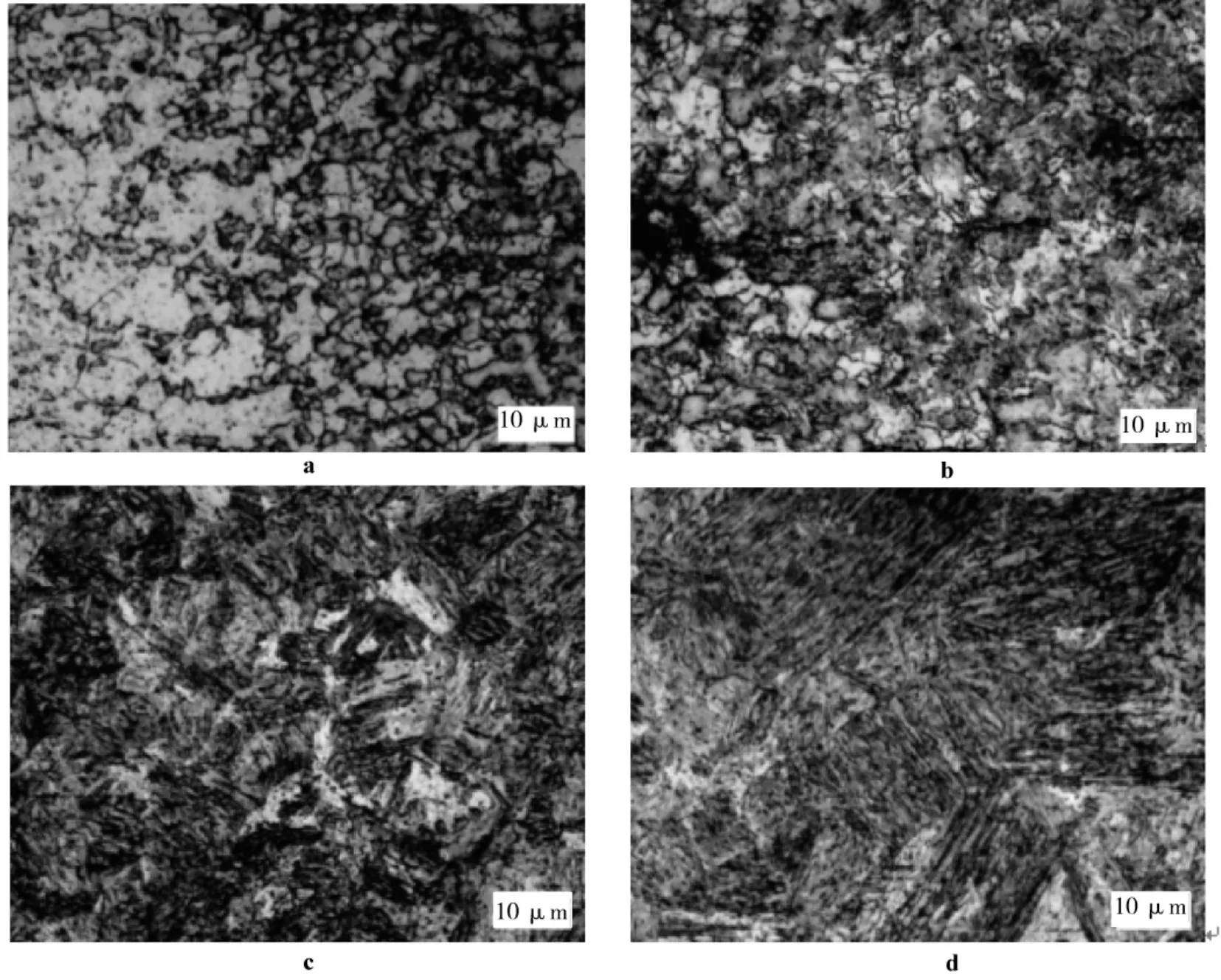
图3 焊接接头各部分金属组织Fig.3 Microstructure of parts of welded joint
如图3所示,图3a左边部分是母材,其组织为白色块状的铁素体和少量的黑色珠光体。右边是焊接接头的正火区,其组织为细小的块状铁素体和珠光体。在焊接过程中,正火区位置所处的温度范围约在A3~1 000℃之间,相当于经过了一次正火的热处理,得到了均匀而细小的珠光体和铁素体组织,所以此区域的塑性和韧性都比较好[3]。图3b为正火区到过热区的过渡区域,左边是靠近正火区的组织而右边则是过热区的组织,过热区主要由珠光体和少量呈羽毛状的上贝氏体组成。由图可知,靠近过热区侧组织明显比正火区粗大。这是因为焊接过程中过热区金属处于过热状态,奥氏体晶粒发生了严重的长大现象,冷却后得到了粗大的组织。焊接通电结束后,冷却速度比较快,小部分过冷奥氏体快速冷却到中温转变区,因而在此区形成了少量的上贝氏体,导致此区的强度和韧性在一定程度上变差。图3c左边靠近过热区,右边是靠近熔核区组织,而中间部分主要为熔合区组织,该区域组织比较复杂,从图上来看晶粒大小不一。由于该区在化学成分上和组织上都有较大的不均匀性,所以熔合区塑性和韧性都不好,与过热区一样都是焊接接头的薄弱环节。图3d是熔核区的组织,主要为低碳马氏体和残余奥氏体。在低倍显微镜下观察该区主要为柱状晶,放大400倍以后的照片显示,该区组织呈一束束平行排列的细板条状,又由于显微硬度测试显示该区的平均硬度约为400 HV(相当于41.6HRC),且焊接母材的含碳量小于0.2%。由此推断该焊接接头的熔核区组织存在大量的低碳马氏体[4-5]。
2.3 焊接接头硬度分布
用维式显微硬度计测量焊接接头各部分的硬度值,施加载荷F=0.98 N,加载时间t=15 s,在距离熔核水平中心线0.1 mm处从熔核中心向母材金属方向测试硬度,每两个测试点之间间隔0.5mm,测试结果如图4所示。
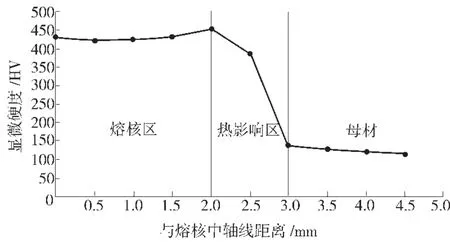
图4 焊接接头显微硬度分布Fig.4 Microhardness distribution of welded joint
从图4可以看出,焊接接头的熔核区硬度值比较平均,整体硬度远高于母材,整个焊接接头的硬度峰值出现在热影响区的过热区位置,到正火区位置组织硬度开始下降,到母材位置时硬度降到最低点。这是因为RSW形成的熔核组织发生了马氏体相变,产生了大量的板条状马氏体,所以硬度急剧上升,远大于母材。过热区产生了少量上贝氏体,且组织较为粗大,因此焊接接头硬度峰值出现在该区。正火区在焊接热循环的作用下,晶粒均匀细小,无过热组织产生,因此硬度在该区开始下降,逐渐接近母材硬度。
3 结论
(1)整个焊接接头从中心往母材方向,依次可以分为熔核区、过热区、正火区等几个主要区域。
(2)正火区组织为均匀而细小的珠光体和铁素体,此区域的塑性和韧性都比较好;过热区主要由珠光体和少量上贝氏体组成,晶粒较粗大,是焊接接头的薄弱环节;熔核区主要为板条马氏体,具有一定的塑性和韧性。
(3)焊接接头熔核区硬度值分布较均匀,整体硬度值远高于母材;整个焊接接头的硬度峰值出现在过热区;焊接接头硬度在正火区急剧下降,逐渐接近母材硬度值。
[1]袁少波,童彦刚.点焊技术在汽车工业中的应用[J].电焊机,2005,35(2):26-30.
[2]徐学利,辛希贤,石 凯,等.焊接热循环对X80管线钢粗晶区韧性和组织的影响[J].焊接学报,2005,26(8):69-73.
[3]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1996.
[4]李日娟.310S+Q235B不锈钢复合钢板焊接工艺[J].电焊机,2008,38(7):70-72.
[5]罗保发.电阻点焊组织预测和质量控制研究[D].天津:天津大学,2008.