浅谈轿车门盖关键零件的定位及尺寸的调试方法(二)
2013-08-05尹雪松吴锦文李宪龙张春梅
尹雪松,吴锦文,李宪龙,张春梅
(奇瑞汽车股份有限公司,芜湖 安徽 240001)
(接2013年第6期)
3.1.4 压机中定位方向对后盖总成尺寸的影响
压机模具的定位要保证与夹具、检具的基准统一,定位孔与定位销保证垂直进入和对后盖的压合,在产品设计时就要考虑其在压合中的摆放角度问题,如图10所示。
图10a是后背门在压机中摆放角度,这种角度普遍采用,有效降低了压机的高度。
图10b为状态的定位。后背门定位孔与定位销有夹角,后背门的状态定位不全面,Z向孔径比Y向孔径小很多,定位也就只能定位Z向,而Y向无法定位,从而无法保证压合精度。
图10c为正确的定位方式。如果产品前期没有考虑压合模中的放件状态,以及评审中未能考虑到产品基准的沿用,就会带来一系列的偏差累积问题,导致后期调试及进入批量生产后,若外板边缘长度和形状不稳定,将影响到包边的精度,无法保证整体尺寸的一致性,将给调试带来很大麻烦。
3.2 门盖典型结构的夹具定位要素与实例结构的讲解及分析
门盖的尺寸精度不但要考虑门盖自身精度,因为门盖作为车身上的开闭件,更多的是要保证后序的总成、装车、匹配的符合率,所以门盖的尺寸调试与车身其他结构的调试手法和思路明显不同。在此介绍门盖典型的结构的尺寸要求和夹具定位方案。
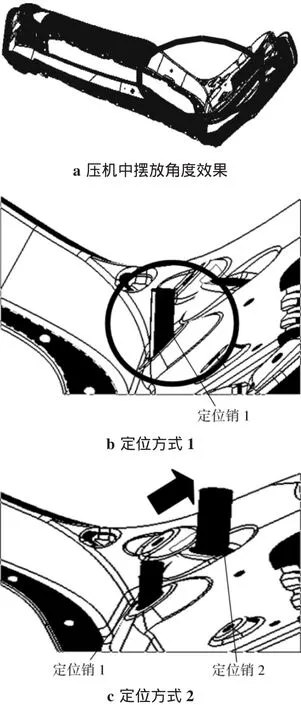
图10 压机模具的定位
3.2.1 门总成上段尺寸
(1)辊压式上段。
辊压式上段的截面受滚压工艺机构限制,形状较单一。由于车门窗框独立于内外板,焊接过程要重点保证焊接后的平度,防止车门上段平度波动大。仔细分析装车后的内间隙不合格以及前后门上段间的平度间隙,产品部门在设计中上段与内板总成的搭接边结构和方向,有利于四门上段精度的调试,这种独立的辊压上段结构的定位方案见图11。
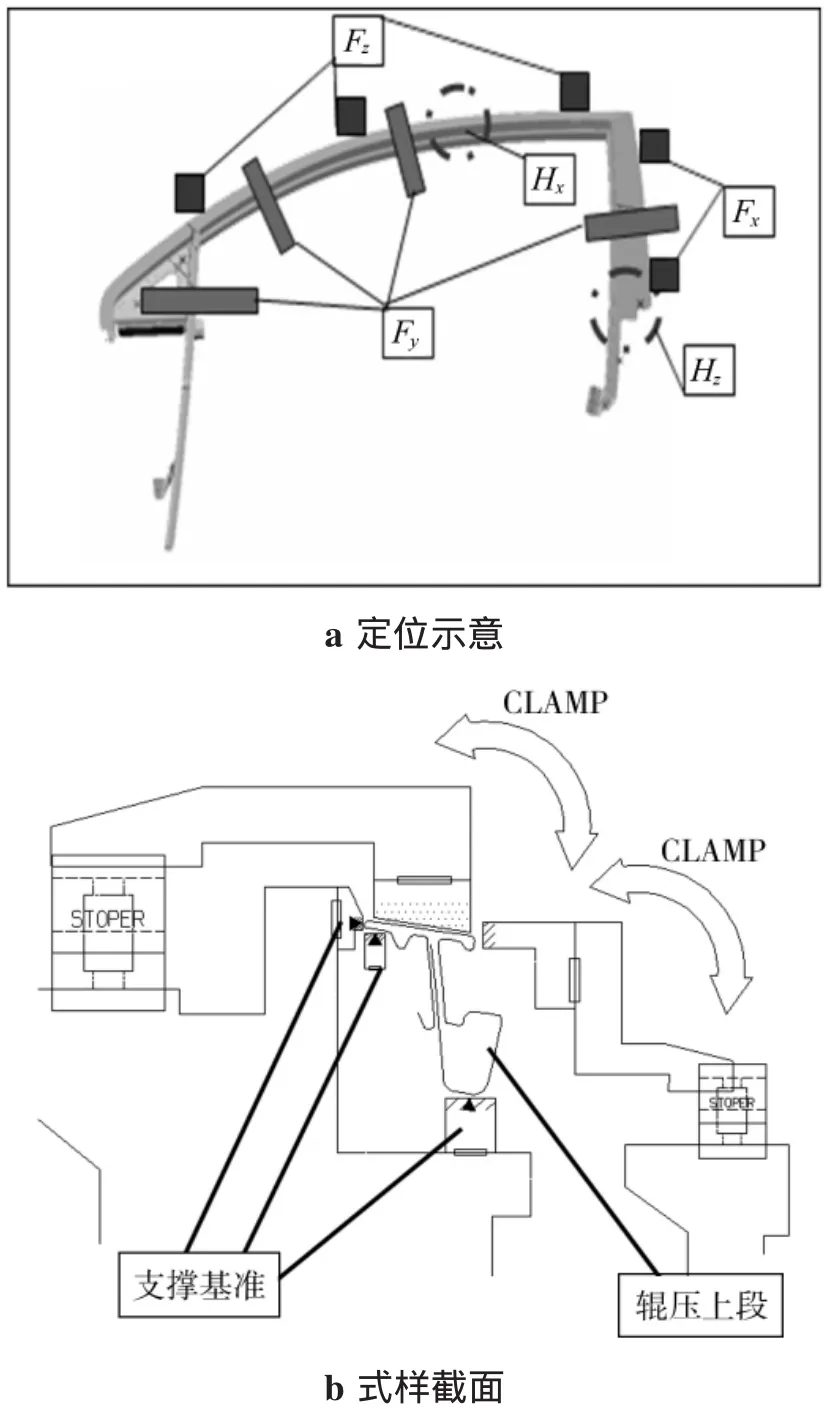
图11 辊压上段的界面定位方案及辊压上段截面
上段辊压总成与车门内板的焊接主要是单面烧焊,然后打磨焊点。自身焊接时要防止两段对接过程中出现阶梯差和对齐度不合格;重点是定位方案要保证上段自身的焊接与上段和内板总成焊接这一序的定位一致性;其次,搭接边要能满足装车的调整,重点是X向、Y向、Z向,X向的开口控制,Y向的面差控制;因为与内板焊接的X向尺寸将会影响包边后整条边的极差,直接决定装车后前后门的配合间隙的均匀度,是否会造成上下喇叭口或阶梯口;Y向影响最大的是车门装配后与车身的内间隙,同样也影响前后门的配合平度问题。
由于辊压上段的前后窗框加强板滚压成非平面结构,所以内板搭接的面产品设计的要平整,面积要大以方便焊接,否则在焊接时,一旦上段与内板发生相互扭转,夹具在放开控制后将会反弹,从而影响前后门上段的配合;产品采用此结构必须考虑到焊接后的变形,因此车门上下两段独靠中间此段进行焊接连接,所以焊接面要适应焊接性,避免采用弧度大的焊接面,焊点的布置也要避免直线布置,否则易发生整体上段绕门内板的轴扭转。
(2)焊接窗框式上段。
混合式车门上段结构,焊接成的上窗框加强板与内板进行焊接,或者是整体的一个车门上窗框加强板,然后与内板进行焊接,此种结构强度优于整体式,在调试上相比滚压式上段易保证尺寸。
夹具定位方案:内板窗框加强板为一体式,一个冲压件在Y向进行支撑,防止焊接时造成Y向波动,影响整体车门的平度;上段的夹具定位要保证焊接面抱紧,门盖板件比较薄,焊点多,所以牙边在焊接后易发生错动、牙边高出内板牙边的情况,还要进行Y向压紧,如图12所示。
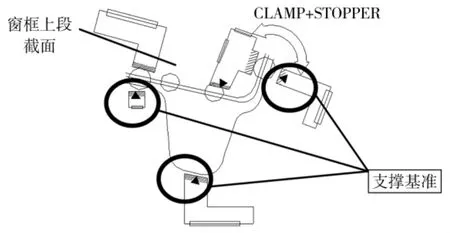
图12 式样截面
对于上段为焊接总成的结构,产品定义在此种结构的门上段上有装配点,是总装外饰件的装配基准所在,对于上段与内板焊接的定位有一定的要求,需要重点这些装配孔。选择方案时要选择装配孔在此板件上的作为定位孔,可将偏差累积到下窗框,而不是选择下窗框,尽管下窗框对于单独定位会更方便,但是考虑到下窗框加强板上没有重要的安装点,尽量避免使用。
(3)整体式上段。
内外板整体式结构车门的整体式上段,在内外板件只有玻璃导轨结构,整体上来说整体式上段的强度要明显低于其他的上段结构,这种结构的上段会使车门的闭合性差,因为强度的原因,密封与稳定性也会减弱。
图13是整体式的上段结构的定位方案。整体式内板的定位方案基本上与混合式车门上段的方式是相同的,只是整体式的门上段要进行包边,所以要重点保证Y向车门平度,也要控制包边面。
3.2.2 玻璃导轨的焊接
玻璃导轨结构在几种结构的车门中都有,有些内板总成中不焊接玻璃导轨,玻璃导轨结构在总装进行装配,或者附带在呢槽里。
玻璃导轨的定位精度要求比较高,否则会影响车门玻璃的升降,造成玻璃升降困难、玻璃脱槽,以及异响、密封、噪声等缺陷。
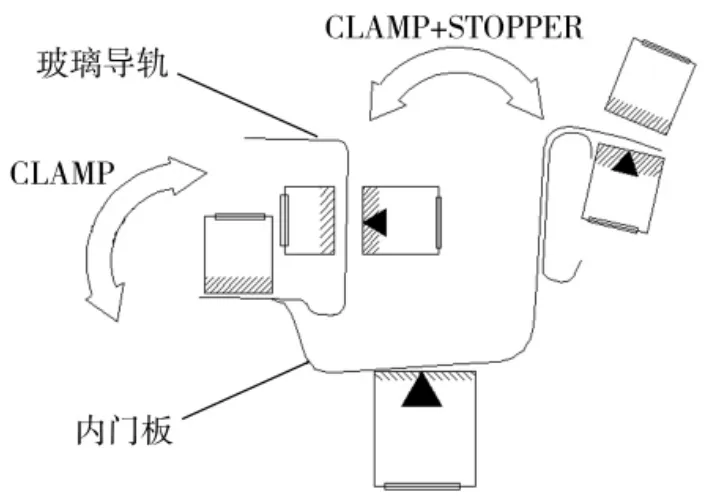
图13 夹具式样截面
玻璃导轨在内板上进行搭接,焊接面积一般不大,选择的焊钳种类一般是CXX-1810,下电极小平台结构。
玻璃导轨夹具定位方案如图14所示。
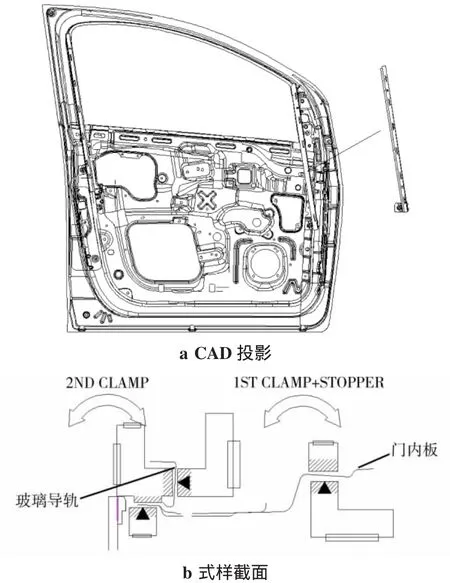
图14 玻璃导轨夹具定位方案
焊接位置与上段焊接处:有些定位孔开在Y向,有些是开在X向。
基本方案:两个定位销重点保证Z向,焊接面压紧定位,X向通过定位块定位、防转。导轨上有小支架的结构,焊接成小总成后再与内板焊接,此类结构Y向小支架与导轨是滑动搭接,可调整导轨的Y向。支架与内板对接,夹具上需要重点保证支架与内板焊接的X向尺寸,由于小支架不稳定,通过型面定位效果差,产品设计必须在小支架上开定位孔,防止焊接过程中焊钳对钣件的错动力,夹具打开后影响导轨精度,同时基准面也要选择在小支架与内板的焊接面上。产品在前期设计时,就要考虑到定位与焊接的相互协调,小支架的焊接面要足够,内板上的空间必须满足要求。
3.2.3 门盖铰链和门锁加强板
图15为典型的一种铰链加强板结构。铰链加强板与内板焊接,必须保证的尺寸是包边面,包边面的公差要求(0.7)高于内板与车身的内间隙(1.5),所以在选择基准时,选择包边面作为主基准,定位孔采用菱形销定位Z向,Y向吸收主基准累积的偏差,由此,铰链加强板的偏差就累计到下翻边,即与内板密封面的焊接面。另外,为保证焊接基准的一致性,前道工序焊接铰链加强板本体与铰链安装板时,采用同样的定位方案。
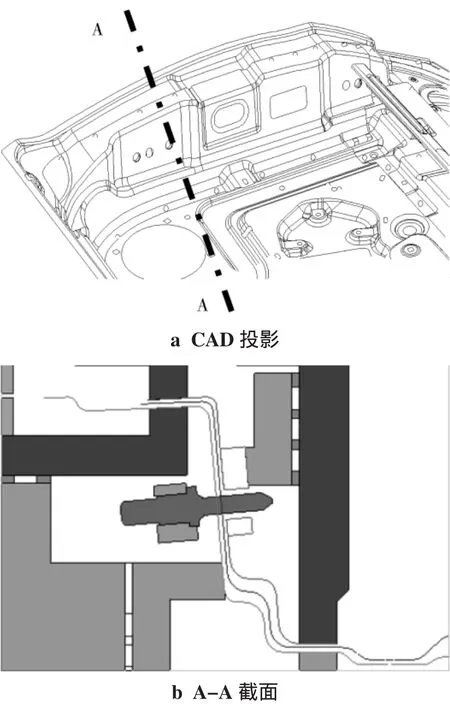
图15 铰链加强板结构
图15a为轴视图,图15b为夹具定位的A-A截面。这是从侧面进行定位,定位销采用SLIDE结构。在产品设计时,也可以考虑采用Y向面的固定销进行定位,方式也是采用菱形销,控制Z向,Y向采用贴合面的压紧支撑来保证,这种定位也可保证焊接精度,不过要求产品将孔布置在密封面内。
需要注意的是这种铰链加强板结构的焊接面较长,应该避免搭接边全焊接的形式,因为要做到非平面的完全配合是不可能的;为了降低配合难度,产品设计成台阶,如图16所示。
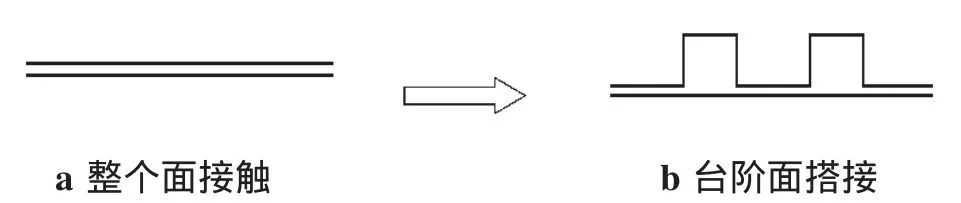
图16 铰链加强板结构的焊接形式
作为铰链加强板如果采用激光拼焊而成的板件,就会避免如此繁琐的定位和结构要求,同时也能保证强度。门锁加强板如图17所示。
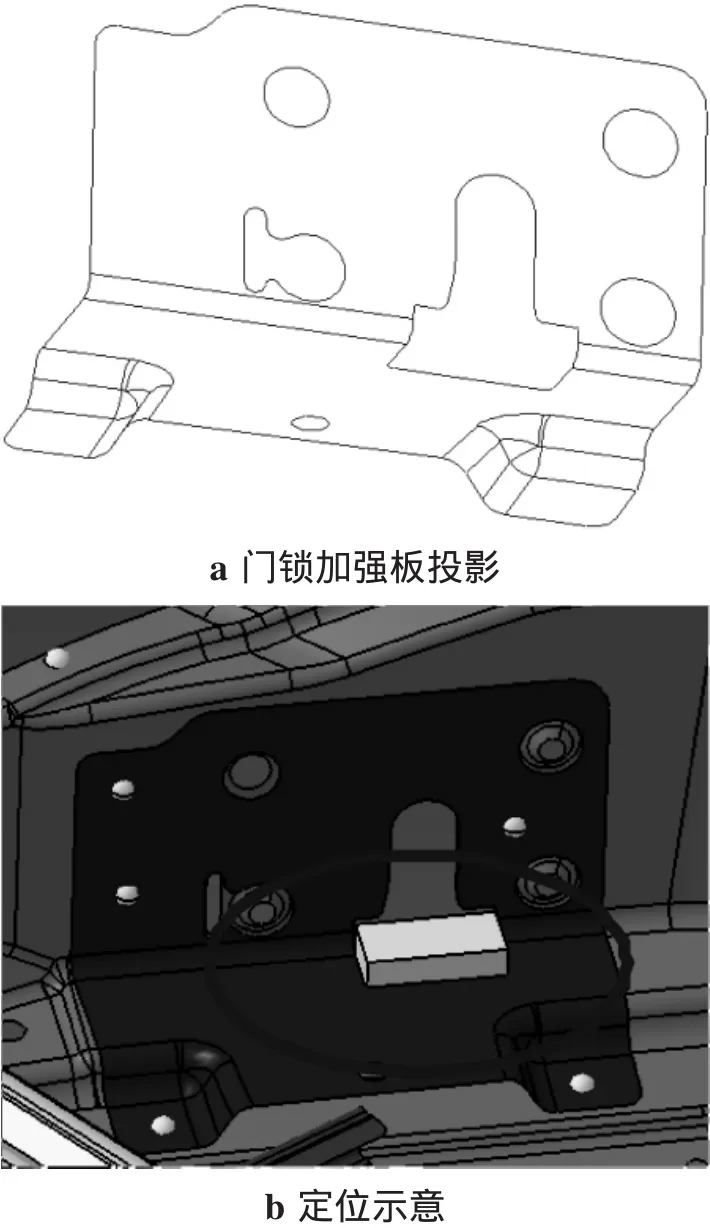
图17 门锁加强板
门锁加强板的定位方案1:采用一个菱形销定位,与内板贴合方向不控制,通过压紧与基准块来使门锁加强板和内板贴合。
定位方案2:如果锁安装螺栓孔与内板的孔径相同,也可采用此孔定位,保证Z向尺寸,X向通过压紧,使门锁加强板与门内板充分贴合,保证焊接。
方案3:门锁加强板控制重要的控制点是锁孔位置,因此可以不采用定位销定位,而是更改为锁孔定位,如图17b所示,当门锁加强板与内板的锁孔大小相同时可以采用此定位方案;当门锁加强板锁孔大于内板锁孔时,也可以采用此定位方案,依靠型面贴合,但是门锁加强板此种情况不允许有弧度,否则配合就无精度可言。
3.3 门盖检具的定位、检测和使用
检具是冲压件和焊接件等在线检测检验夹具的简称,是一种按需方特定要求专门制造的检测工具。检具分为单件、总成、功能尺寸等检具类型。检测内容有:孔位、型面、翻边、间隙、平度,通过检具计算单边极差值、均匀度、整体尺寸和整件的符合率。
门盖检具具有其他检具的全部特点,但是由于门盖是车身上的开闭件,所以门盖检具又有着区别于其他件的特殊要求和检测、定位方案。
3.3.1 四门、两盖、翼子板尺寸要素
按照装车要求,四门装车状态有平度、间隙配合要求,前后盖要满足与翼子板的间隙、平度要求,整车下,还要求与大灯、保的配合的关键尺寸的精度,总之就是在外观匹配的DTS要求中,对表面平度、间隙,与车身配合内间隙,凡是有要求的部位,检具都要进行检测。
3.3.2 四门、两盖、翼子板检具定位方案
四门两盖总成检具必须具备以下功能要求:
(1)周边配合部分(如左右侧围外板、左右翼子板等)的型面和轮廓必须能够实现检测,拐角必须能够实现检测,测量块的密度应布置均匀,除强度及应力减小需要,原则上要求全轮廓检测。
(2)必要时,能够实现左/右前门上段总成单独检测的功能。
(3)能够实现门洞密封条配合面总装门盖护板的检测功能。
(4)能够实现铰链安装后,铰链位置的检测功能,同时铰链安装前铰链安装螺母,孔位置能够实现检测,可采用通止销检测。
(5)能够实现门锁安装螺母位置、限位器安装孔位置的检测功能。
(6)能够实现玻璃升降部分(门内外板间隙)开口状态的间隙检测。
(7)发盖锁钩位置度。
(8)能够实现铰链安装螺母位置的检测功能,可采用通止销检测。
基准的选取:检具对测量件的定位,要与模具、夹具相统一,四门两盖的必须统一,翼子板作为装配的非运动件,要模仿装车状态进行定位,翼子板的结构有焊接件也有冲压单件结构,所以可以不用要求基准相统一,但是翼子板检具要能反映出与装车的一致性,尤其是对翼子板反弹的判断。以翼子板为例:检具的定位要保证与翼子板在车身上的装配一致性,不能使用型面定位。图中方块处,在此处进行控制后,在检具上的表现的状态与装车状态就会出现差异,给调试人员带来迷惑,因为依照装车,只有在安装点才有控制,整体的翼子板的反弹状态是能在装车下反映出来的,所以检具上也要能反映,并提供给调试人员准确的偏差和反弹量,如图18所示。

图18 翼子板检具定位示意
4 车身外观匹配
4.1 车身外观匹配的意义
车身外观匹配总揽如图19所示。
外观匹配定义:依据外观间隙图(DTS),并综合考虑美观性和工艺性,保证车身与外观装配件之间,各外观装配件之间的平度、间隙、均匀度、对齐度等要求的调试过程。
车身外观是大部分消费者关注的焦点,在产品结构确定后,外观质量也就是匹配达到的效果,匹配工作的开展就显的尤为重要。影响匹配的因素较多,如工装夹具、装配方法、单件、总成质量等。
目的和意义:整个前面的门盖调试过程都是为外观匹配服务的,无论是门盖夹具、检具,还有装具都是为了保证门盖的尺寸精度,装配整车后的外观质量,在通过一系列的外观匹配工作后,将会大大提高整体车身外观质量,集中核心的各种工艺、工装能力,改进装配工艺,提升公司工艺、工装实力,在整车品质上提高了顾客满意度,同时外观质量的满足更是车型顺利量产上市的保障。
4.2 车身外观匹配的工作内容
4.2.1 主要工作内容
(1)审核工装夹具及工艺,使各个分总成件达到最佳效果。
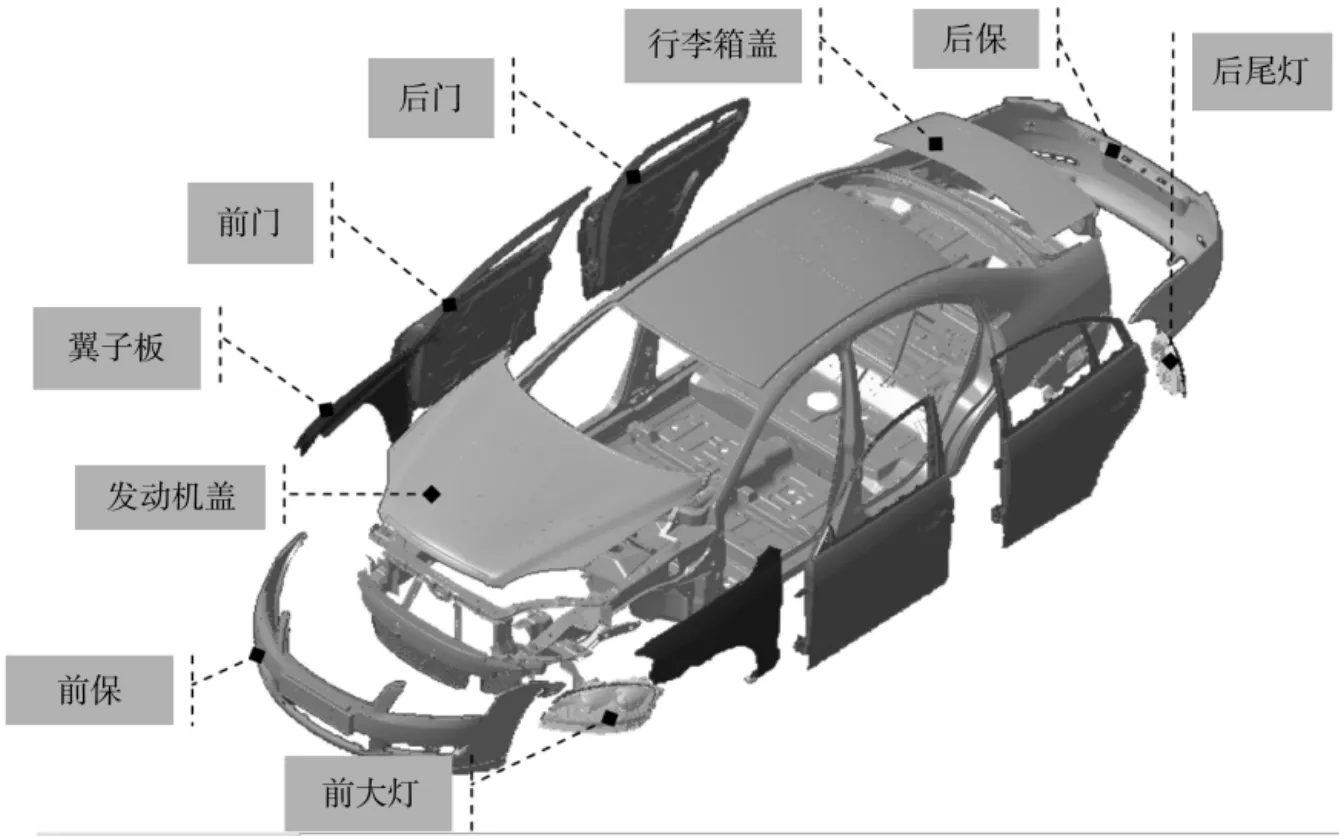
图19 车身外观匹配总揽
(2)进行装车验证,反馈验证过程中发现的问题,根据问题点分析原因并加以整改。
(3)整改后的在各个总成件再次进行装配验证,并提出问题点。
(4)如此反复多次,不合格项将会较少,外观匹配效果得到提升,最终达到期望值。
外观匹配工作与工装、工艺密不可分,作为一个项目工艺和调试人员,在关注车身调试的骨架尺寸符合率的同时,也要重点保证匹配相关的车身安装点及功能尺寸,满足装车的外观要求。
为了吸收公差,既要求车身和匹配件不断提高符合率,又要想尽办法利用有力的结构和工艺优化方法。一个好的产品结构能有效的减短装配尺寸链,下面通过后保与侧围的两种不同连接结构来说明产品结构对匹配和公差吸收的重要性。
后保位置视图如图20所示,后保与侧围的匹配要求:平度和间隙。
结构1(见图21):后保的安装孔在侧围Z向,通过两个定位销Y向定位,保证与侧围的平度,然后螺栓连接,装配孔Y向可调整,可保证后保与侧围的间隙、平度;影响的主要尺寸因素有:侧围单件孔位与侧围型面的尺寸,公差为0.2,焊接为总成后,对侧围侧面后保装配孔的影响不大(非焊接面)可以认为Y向公差基本保持不变。后保安装点在Z向,有利于保证平度和间隙,增加装配强度,保证后保在行驶长时间后不会下垂。
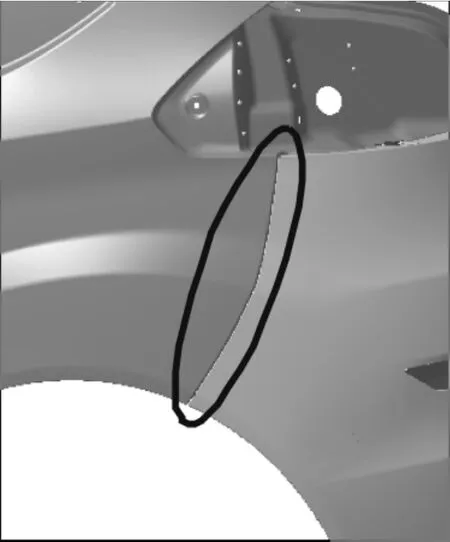
图20 后保位置视图
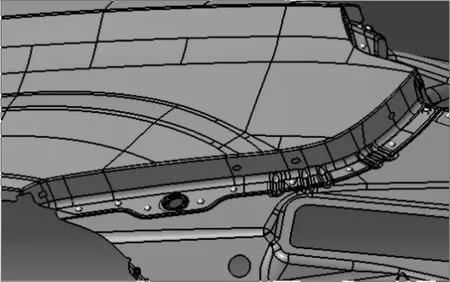
图21 Z向安装后保方式
结构2(见图22):后保的安装孔在侧围Y向,通过连接块在车身上先定位,装配孔可Z向调整保证连接块与侧围的Z向间隙,后保装配在连接块上,通过倒钩挂在连接块上,整个后保装配后对后保与侧围的间隙不利,后将间隙拉大;此位置与侧围加长板进行焊接后,对Y向安装面与侧围匹配型面的尺寸波动大。
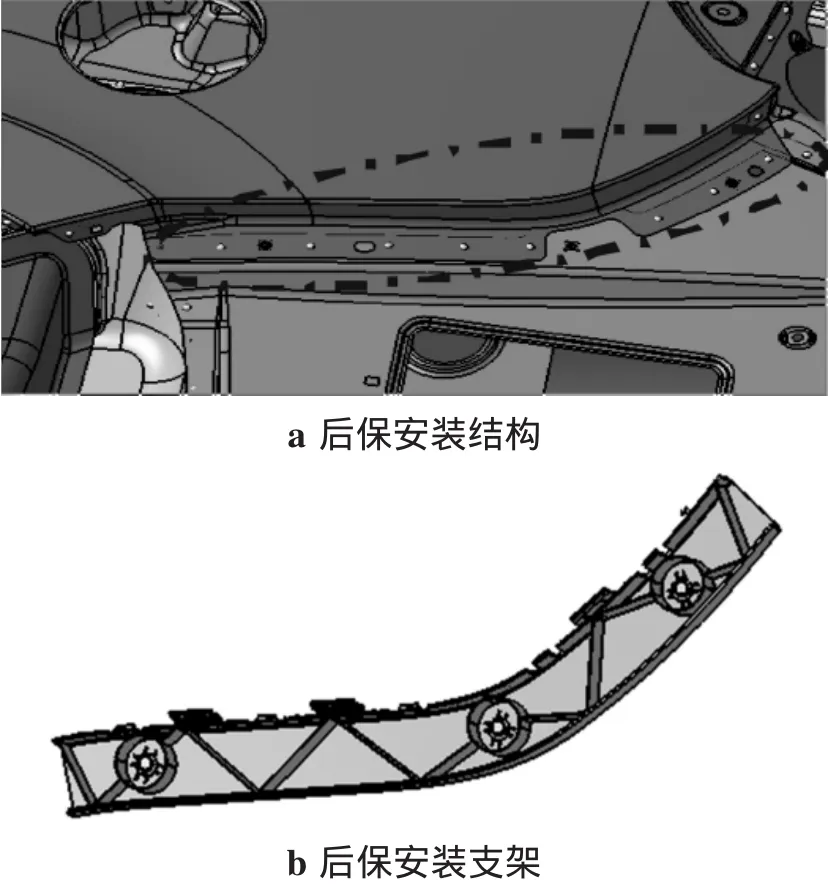
图22 Y向装配后保方式
由上可知,结构1尺寸链短,更易保证后保与侧围的匹配要求,而且对车身与单件精度要求不高。
4.2.2 基本流程
(1)匹配指令下发(外观匹配计划项目总监签字确认)。
(2)规划车身与乘用车制造事业部准备车身骨架、四门两盖、翼子板、加油口盖,其中匹配车身需要三坐标扫描、检测,可按需要加测匹配关键点,四门两盖、翼子板检具检测,并记录数据。
(3)同时产品部门提供匹配附件:前后大灯、前后保、前格栅等,有外观匹配要求的总装附件都要提供,并附有检测报告。
(4)开始装车,依据DTS要求,调整外观间隙。
(5)质保部检测匹配车,记录检测结果,并给出外观匹配评价报告。
(6)对车身及各附件匹配问题点评审,确认责任人整改。
(7)外观匹配问题整改方案跟踪验证与落实。
4.2.3 影响外观匹配的主要因素
(1)车身装配件的安装点尺寸精度。
(2)车身配合型面尺寸精度。
(3)车身匹配相关功能尺寸精度。
这三点都要求调试人员要有基本的数据分析能力,横向、纵向地对比分析数据,找出影响匹配的偏差点,为后期的调试找出方向。
(4)白车身装配件自身尺寸精度。
(5)附件状态。调试人员必须对所有装配的件进行状态确认,工程技术人员的语言就是准确的数据,并以此作为分析、判断的依据。较常使用的检具、扫描等手段。
(6)装配方式。指门盖装配件的装配是否采用装具,以及装具的定位理念是否满足装车精度要求。
(7)设计连接方式。基本决定外观匹配的难易程度,如图21、图22两种后保的连接方式,好的连接思路会给调试减轻60%的工作量。
4.2.4 门盖装具的使用
门盖作为装配件,要保证装配的一致性,单靠员工的操作是无法满足的。依据装车的DTS及理论状态,开发了装配辅具——装具,作为员工装配的基准来保证装车的一致性。装具的要求:定位合理,可满足装车的一致性,结构易于实现、简单,满足生产系统的工时节拍要求。
门盖装具的类型目前基本有两种:内置式和外置式。
前后盖装具也是根据装车基准来进行设计:前盖的主要基准是翼子板,又因为翼子板本身就是装配件,所以翼子板同样也需要装具,需要重点保证翼子板的开口尺寸,装具的定位应该选择在Y向功能尺寸稳定的孔位,原则上是同一个冲压件上的两个孔,这样的优点是对车身精度要求没有那么高,如果能使用在线冲孔结构,也可以选择非一个冲压件的两个孔,翼子板的X向尺寸也要通过装具的定位;后盖的装具相对复杂些,尽管直接是后盖总成来和车身配,但是由于尺寸的波动,后盖装具的形式较多元化,目前普遍使用是塞块结构,保证间隙和平度。另外单边配合和自动对中的装具定位结构也会使用,也就是说目前的后盖装具还未形成固化下来的定位理念和思路。
4.3 外观匹配调试思路及方法
以后盖为例介绍一种调试思路。
后盖的专业名称叫后背门掀背式(三厢车)、行李箱盖(两厢车)、后背门侧开式(微车、SUV)。后盖总成装配在车身上,目前装配种类有:
(1)合页式铰链装配如图23所示,这种铰链用在三厢车上,装配位置选择在顶横梁上,也有选择在侧围流水槽处,装配方向可以是X向或者Z向;铰链一般定义在后背门压合后的补焊夹具上进行装配,如果产品定义铰链与后背门装配为过孔装配就需要对铰链进行精确定位,倘若设计为自定位孔就相对简单,M8的螺栓最大直径7.9 mm,设计铰链装配孔为φ8.5 mm,只需手动装配、打紧即可。
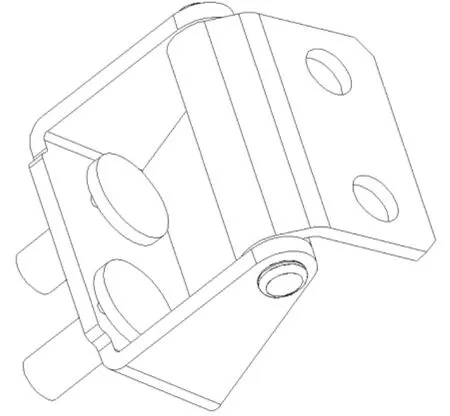
图23 折页式铰链
(2)鹅颈式铰链应用在行李箱盖上,打开角度较大,通过扭簧将铰链装配,达到行李箱盖弹开的效果,如图24所示。行李箱盖的装配可以先将铰链定在车身上,与车身连接的一端,车身上的装配孔,定义在包裹架上,采用自定位形式,在铰链上凸焊螺栓,然后螺栓打紧,再装配行李箱盖,铰链是装配过孔,这种方式调整量大,需要配装具;需要使用夹具先将行李箱盖与铰链打紧,再通过装具定位在车身上,相比四连杆式铰链,鹅颈式铰链的成本较低。
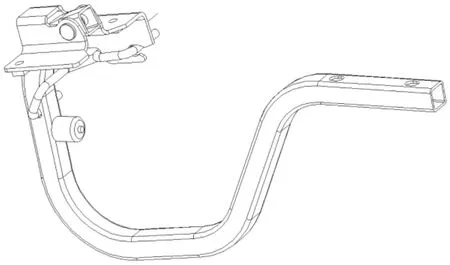
图24 鹅颈式铰链
其次要清楚后盖的工艺流程。查找问题要循序渐进,除非调试经验相对丰富的人员,可以对问题一针见血,否则还是循规蹈矩。
基本的内容了解后,下一步就要熟悉后盖的外观间隙图(DTS),基本内容涵盖评价外观的标准:平度、间隙、均匀度、对齐度等。
然后开始核对外观间隙图的公差定义,如果公差定义不合理或者理论值不符合数模,必须进行更正,公差的定义需要对配合尺寸链进行计算,并依据生产工艺水平得出合理的公差,这些都是将来调试中的基础工作,必须认真完成。
后背门在车身上的配合要求包括与顶盖的间隙、平度,与侧围的间隙、平度。
行李箱盖在车身上的装配与后背门要有所不同:白车身总成上,与侧围的间隙、平度要求,X向要重点保证后盖与侧围的功能尺寸,将来会对后尾灯的匹配起作用。
下一步就确认现场的单件状态——单件检具检测,外板单件、内板单件都要检具检测,有必要时还要确认后背门各小件的状态。内板单件重要控制、检测要素是:形状、减边、折线、孔位的检查,保证模、夹、检定位基准统一。
后盖总成夹具、检具是在产品数据下发后,便要开始设计,编制RPS定位点、工序图卡、式样书(二维、三维)和制作,后盖夹具一般一序就将所有小件与内板焊接成内板总成,检具只有总成的一套,形成总成前的总成是没有检具的;总成检具满足:(1)按照装车姿态检测;(2)对铰链安装点和门锁安装点进行紧固;(3)总成S面要保证在合理、稳定的位置,避免在焊接边、包边面等处进行设置。
压合状态对于结构较大的后盖来说是最重要的工序,也是整个后盖调试中的关键。因为造型的原因,后背门会出现扭动,导致后盖左右间隙极差大,上下段极差大,压合状态会出现窜动现象,装车过涂装后,180°以上的前处理烘烤将会导致后盖变形,很多主机厂为了避免后期繁琐的调试,在后盖压合后进行单面点焊或固化,这样焊装装配后盖后的状态在过涂装后变化就会小很多,也不致影响后尾灯与后盖配合的状态:平度、间隙。左右段的极差是目前面临的主要问题点。
后背门的装配过程要考虑的问题是比较系统的,无论是间隙还是平度,装配的状态要受板件的强度、铰链螺栓的力矩衰减的影响,就像车门一样,也会有下垂现象,除了加强后背门和铰链安装面的强度外,焊装后背门装配也要加入一定的预调量。
5 结论
门盖匹配的重点是要关注尺寸、装配关系和产品结构对公差的吸收、尺寸链的计算。
在每个项目中,调试人员的作用相当大,无论是精度调试还是匹配调试,都是在验证和实践的结构,也都是在为下一个项目积累经验,但是如何将优越的、经典的产品结构成功的沿用到下一个,甚至每一个项目中去,这应该是所有项目人和技术人员的责任所在,也是汽车行业将来发展的一个方向。