油浆抽余油FCC反应
2013-08-02杨基和杜明育
傅 亮,杨基和,杜明育
(常州大学江苏省精细石油化工重点实验室,江苏 常州213164)
目前,炼制常压重油或大比例掺炼减压渣油的催化裂化装置(fluid catalytic cracking unit,简称FCCU)为减少催化剂积炭、维持装置的热平衡,都不同程度地外甩油浆。而油浆中含有约40%~60%可进一步裂化的饱和烃组分[1],其余为难裂化的稠环芳烃。如若将其用作燃料油,不但浪费了其中宝贵的可再利用组分,而且其中的固体颗粒会堵塞喷嘴。杨基和等[2]采用新型复合溶剂及合适的萃取工艺将油浆分离为饱和烃和芳烃,并指出其中的饱和烃可以作为理想的催化裂化(FCC)原料,芳烃经再加工可生产高附加值的产品;杜平安等[3]考察了脱沥青油(DAO)经糠醛精制后的抽余油裂化性能,结果表明:DAO 经过糠醛抽提后所得抽余油的FCC转化率较高,轻质油产率较高,重油和焦炭产率较低,其FCC 性能和裂化产品的性质均优于DAO。
本文采用前期工作所研制的新型复合溶剂对油浆进行萃取,催化裂化固定流化床(FFB)装置对抽余油及重油进行FCC 反应,考察了剂油比、反应温度和空速对抽余油FCC 产品分布的影响,并从产品分布及性质、催化剂性能方面与重油对比,为抽余油的工业应用提供依据。
1 实 验
1.1 实验装置
采用FFB 装置进行FCC 实验,其工艺流程如图1 所示。装置包括三部分:第一部分是进料系统,包括进水蒸气和FCC 原料,以及氮气和空气;第二部分是反应系统,水蒸气和原料的混合物经加热炉进入装有催化剂的反应器进行反应;第三部分为产品接收、吸收和计量系统。产物油气从反应器中出来先经空冷,重质油进入重质油接收瓶,再经水冷,轻质油进入轻质油接收瓶,剩余油气经装有工业乙醇的液化气吸收瓶吸收液化气,最后部分进入湿式流量计计量干气量。
1.2 实验条件
设置FFB 装置反应温度范围为460~540 ℃,进油量12.50~25.00 g,进油时间50~80 s,催化剂采用LBO-16 型平衡剂与新鲜剂按质量比2∶1 配制而成,一次装填量100 g,反应压力稍高于常压。具体见表1。
1.2.1 原料性质测试
油浆、抽余油和石蜡基重油基本性质见表2。
1.2.2 考察抽余油FCC 操作条件及产品分布
FCC 液体产品切割:初馏点约204 ℃为汽油馏分,204~350 ℃为轻柴油馏分,350 ℃以上为重柴油馏分;按气体状态方程,将收集到的气体产物体积换算成质量;焦炭堆积在催化剂上,采用烟气分析法测定。
1.2.3 产品主要性能的测试
按照GB/T 503—1995 和GB/T 386—2010 分别测定汽油辛烷值(RON)和柴油十六烷值。
1.2.4 裂化催化剂性能的测试
按照GB/T 19587—2004 气体吸附BET 法分别测试催化剂比表面、微孔体积和平均孔径。

表1 FFB 装置操作条件
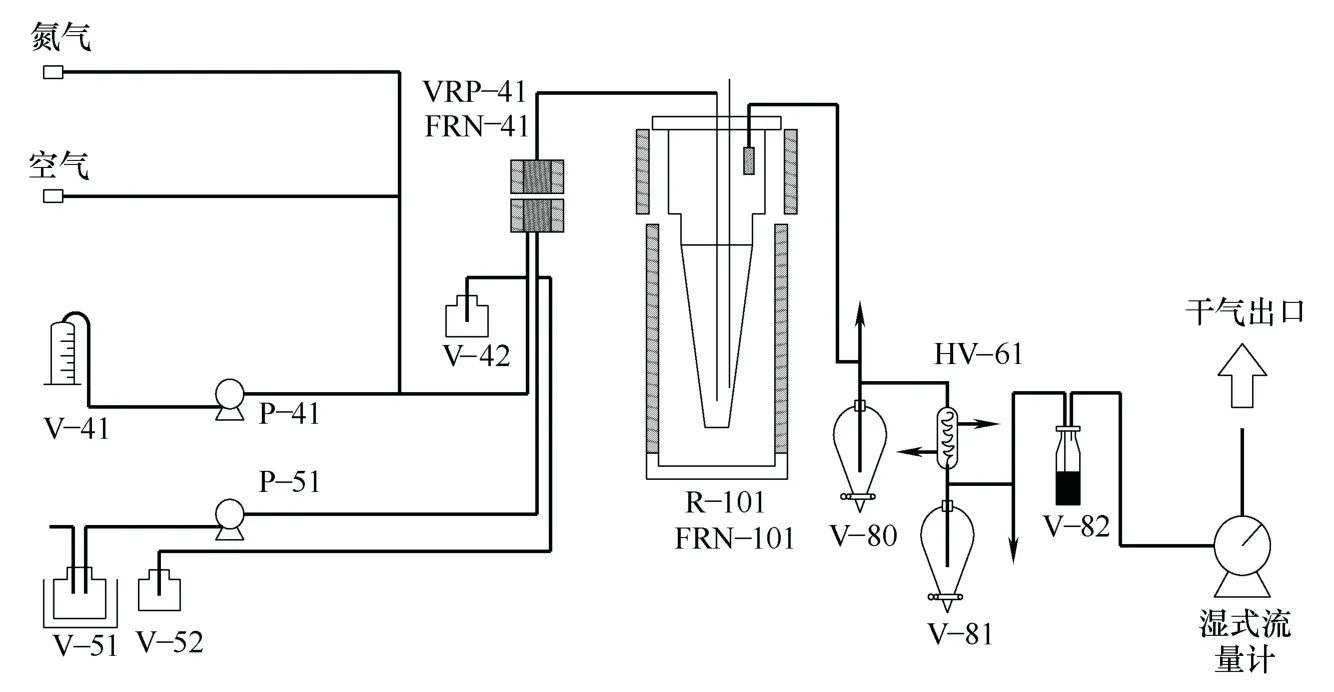
图1 FFB 装置工艺流程示意图

表2 油浆、抽余油、重油性质
2 结果与讨论
2.1 原料的性质对比
从表2 可以看出,油浆密度、黏度大,闪点、残炭高,凝点低,芳香分含量高,裂解性能很差,劣化了FCC 原料;其萃取分离所得抽余油富集了大量的饱和烃,密度、黏度、残炭等指标低于油浆,明显改善了原料裂化性能;重油为大庆原油减压侧线油掺减压渣油,密度、黏度、闪点、残炭低,凝点和饱和分含量高,属于典型的石蜡基质油,作为FCC 原料裂化性能较好。以上分析说明抽余油原料性质介于油浆和重油之间。
2.2 抽余油FCC 反应条件考察
2.2.1 剂油比的影响
将反应温度、空速分别控制在500 ℃、10.3 h-1的条件下,考察剂油比为4.0~8.0 的产品分布,见图2。
剂油比增加,使得原料与催化剂接触更加充分,有利于提高反应的转化率。但若剂油比过大,反应活性大大增加,反应深度加深,目标产物(轻柴油+汽油+液化气)产率下降,干气和焦炭产率迅速上升。如图2 所示,随着剂油比的增加,焦炭、干气、液化气的产率逐渐上升;重柴油和轻柴油产率逐渐下降;汽油的产率先上升、后下降,目标产物产率在剂油比为6.0 处达到最高值67.52%。综合以上分析,选择6.0 为抽余油FCC 反应合适剂油比。
2.2.2 反应温度的影响
将剂油比、空速分别控制在6.0 h-1、10.3 h-1的操作条件下,考察反应温度为460~540 ℃的产品分布,见图3。
裂化过程为吸热反应,适当地提高反应温度有利于反应的进行。由图3 可知,随着反应温度的提高,干气、液化气和焦炭的产率逐渐上升;重柴油和轻柴油产率逐渐下降;汽油的产率先上升、后下降,目标产物产率在520 ℃达到最大值68.40%。由上述变化趋势可以看出,在520 ℃以前,随着反应温度提高,FCC 反应占主导;但当反应温度超过520 ℃时,热裂化反应趋势明显,汽油作为中间产物发生二次裂化,转化为干气和焦炭的量明显增多,导致目标产物产率下降,产品分布变差。综合以上分析,选择520 ℃作为反应温度。
2.2.3 空速的影响
空速的大小表示反应时间的长短。将剂油比、反应温度分别控制在6.0、520 ℃的操作条件下,考察空速从9.0~17.4 h-1产品分布的规律,见图4。
由图4 可以看出,随着空速的增加,重柴油和轻柴油的产率逐渐下降,而干气、焦炭和液化气的产率逐渐降低,汽油的产率先上升后下降,目标产物产率在空速为12.0 h-1时达到最大值69.35%。空速越大,反应时间越短。由上述结果可以看出,当空速大于12.0 h-1时,空速下降,反应时间增加可以促进反应的进行,目标产物产率有所上升。当空速小于12.0 h-1时,降低空速将会导致过度裂化的发生,汽油转化成气体和焦炭量大大增加,目标产物产率下降,而干气和焦炭的产率迅速上升,产品分布变差。综合以上分析,确定合适的空速为12.0 h-1。

图2 剂油比对抽余油FCC 产品分布的影响

图3 反应温度对抽余油FCC 产品分布的影响

图4 空速对抽余油FCC 产品分布的影响
2.3 石蜡基重油和抽余油反应条件及产品分布对比
本课题前期工作确定了石蜡基重油最佳的工艺条件及产品分布[4],两种原料的工艺条件对比见表3;两种原料在上述工艺条件下的产品分布见表4。
对比表2 和表3,抽余油来源于油浆,虽然经过萃取富集了大量的饱和烃,但相比于石蜡基重油,其芳烃含量仍然偏多,较难裂化,因此在工艺条件上需要更高的反应温度、剂油比以及更低的空速。芳烃在催化剂表面的吸附能力最强而脱附能力最差,且化学反应速度最低,易造成催化剂表面积炭,活性下降[5]。所以高剂油比可以使催化剂活性下降的程度相应减小,促进裂化反应的发生。较高的反应温度可以增加FCC 和热裂化反应速度,较低的空速则可以增加裂化反应深度,均有利于抽余油的转化,提高轻质油收率。

表3 重油与抽余油FCC 主要工艺条件对比
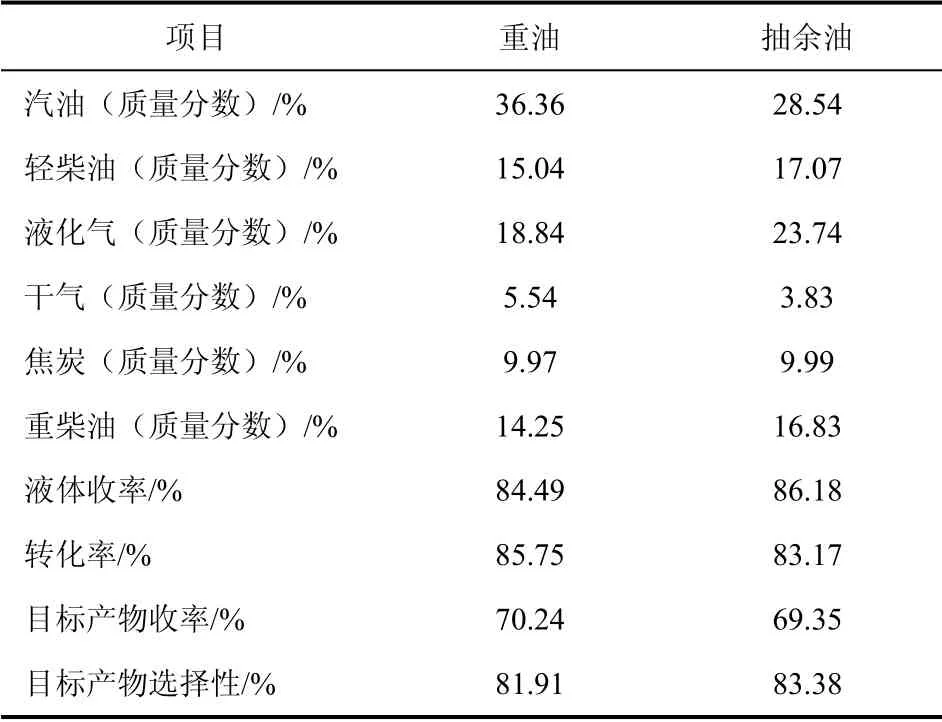
表4 最佳工艺条件下重油与抽余油FCC 产品分布对比
由表4 可知,与石蜡基重油相比,抽余油的液体收率增加1.69%,目标产物收率降低0.89%而选择性升高1.47%,其中汽油产率低7.82%,轻柴油产率高2.03%,重柴油产率增加2.58%,液化气产率增加4.90%,干气产率降低1.71%;焦炭产率相当。抽余油干气产率较低,说明油浆经萃取后硫及重金属元素大部分被转移到抽提油中,使得干气中H2S 和H2产率下降。
为了更好地对比抽余油和重油在FCCU 上的实际应用性,还考察了同在剂油比5.0,反应温度500℃,空速14.4 h-1的条件下两种原料的产品分布,见表5。
由表5 可以看出,在相同的操作条件下,与重油相比,抽余油的汽油、干气产率较低,轻柴油、液化气的产率较高。这是由于抽余油中芳烃含量、饱和烃含量与石蜡基重油的差异引起的。
2.4 重油和抽余油产品主要性质对比
重油和抽余油在各自最合适条件下汽油和柴油主要性质见表6。
由表6 可以看出,抽余油与重油FCC 汽油辛烷值相当,轻柴油十六烷值较低。汽油辛烷值随着油品中芳烃含量的增加而上升,柴油十六烷值则下降。抽余油中芳烃含量高,裂化后易生成较多烯烃及芳烃。此外,抽余油和重油FCC 操作条件不同也有一定的影响。随着反应温度的提高,裂化反应、芳构化反应速度比氢转移和异构化反应速度快,汽油和轻柴油中芳烃含量和烯烃含量增加,辛烷值上升;提高剂油比可以加快各种反应的速度,增加反应时间可以使反应温度加深,虽然氢转移反应会使汽油中的烯烃含量降低,但是其它反应会使汽油中的小分子烃、异构烷烃及芳烃含量增加。
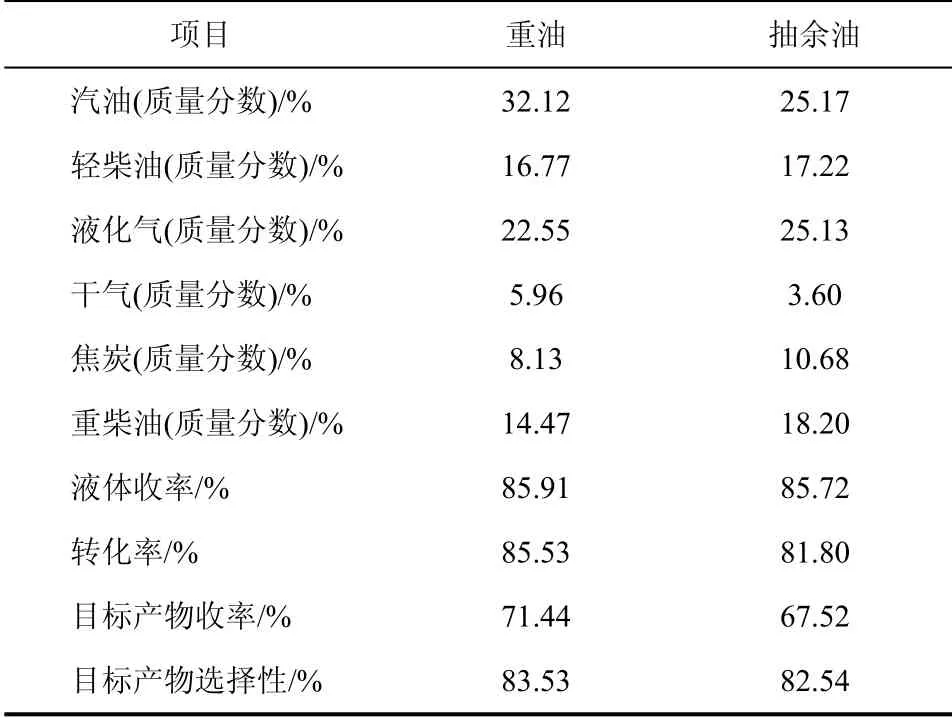
表5 相同工艺条件下重油与抽余油FCC 产品分布对比
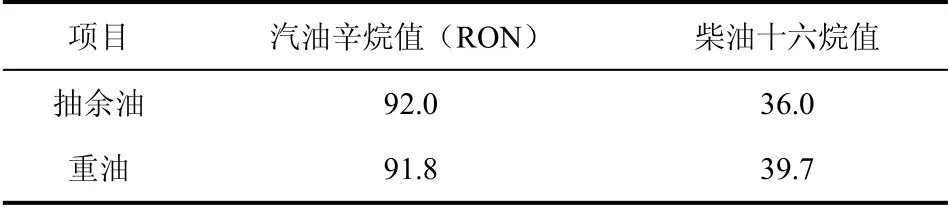
表6 两种油的FCC 汽油和柴油的性质
2.5 重油和抽余油催化剂性能对比
重油和抽余油在各自最适合工艺条件下的再生催化剂与空白剂的比较见表7。

表7 两种再生催化剂与空白剂的比较
由表7 可以看出,抽余油再生剂的比表面积、微孔体积、平均孔径指标与空白剂较为接近,明显好于重油,说明抽余油本身对催化剂性能没有太大影响。
3 结 论
(1)油浆经萃取后得到的抽余油改善了原料裂化性能,其最适合FCC 工艺条件为:剂油比为6.0,反应温度为520 ℃,空速为12.0 h-1。在此条件下产品分布为:汽油28.54%,轻柴油17.07%,重柴油16.83%,液化气23.74%,干气3.83%,焦炭9.99%。
(2)与石蜡基重油相比,由于抽余油中芳烃含量较高,则FCC 所需反应温度高,但液体收率较高,焦炭产率相当,干气产率则较低。抽余油产品中汽油烷值较高而轻柴油十六烷值较低,再生剂指标明显优于重油。
(3)抽余油作为FCC 原料,为油浆的综合利用开辟了一条新路径,同时也拓宽了FCCU 原料来源,具有良好的工业应用前景。
[1] 杨基和,徐鸽,华秋平. 催化裂化油浆综合利用途径新探[J]. 江苏工业学院学报,2004,16(4):20-23.
[2] 杨基和,王恩廷,王丽涛. 不同基属FCC 油浆的抽提分离与应用研究[J]. 石油炼制与化工,2008,39(2):34-37.
[3] 杜平安,任满年,应卫勇,等. 脱沥青油及其糠醛抽余油的催化裂化性能研究[J]. 石油炼制与化工,2011,42(12):11-15.
[4] 杨基和,徐鸽,姬婷,等. 重油与乳化重油催化裂化反应比较[J].化学反应工程与工艺,2010,26(4):355-360.
[5] 林世雄. 石油炼制工程[M]. 北京:中国石化出版社,2009:240-241.
