炼油厂酸性水罐排放气恶臭治理技术工业应用
2013-07-26王海波廖昌建刘忠生戴金玲
王海波,廖昌建,刘忠生,戴金玲
(中国石化抚顺石油化工研究院, 辽宁 抚顺 113001)
酸性水罐区是炼油厂最大的污水罐区,罐顶气中含有高浓度H2S、NH3、有机硫化物、油气、水蒸汽和空气。其中,排放气中油气浓度一般在2×105~5×105mg/m3范围内,有机硫化物浓度为300~1 000 mg/m3。罐顶气直接排放,易发生中毒事件,产生恶臭污染和浪费油气资源[1,2]。因此,国内外都十分重视酸性水罐区气体污染物的减排和治理。
国内已有或曾采用过的酸性水罐区排放气处理技术,都以脱除H2S为重点,如吸附法、氢氧化钠碱液吸收法、吸收氧化法等,其均未回收排放气中的大量油气[3]。抚顺石油化工研究院根据酸性水罐排放气的特点开发的“柴油低温临界吸收-碱液脱硫”成套工艺技术。废气经过该技术治理后,油气回收率高达 95%,净化气可达标排放[5],同时排放气中的绝大部分油气资源得到了回收。某炼油厂采用了“柴油低温临界吸收-碱液脱硫”技术对其酸性水罐排放气进行了治理,排放废气治理装置规模为500 m3/h。
1 工艺流程
1.1 工艺流程及吸收原理
某炼厂酸性水罐顶排放气恶臭治理工艺主要包括油气回收和碱液脱硫两部分,工艺流程如图1。
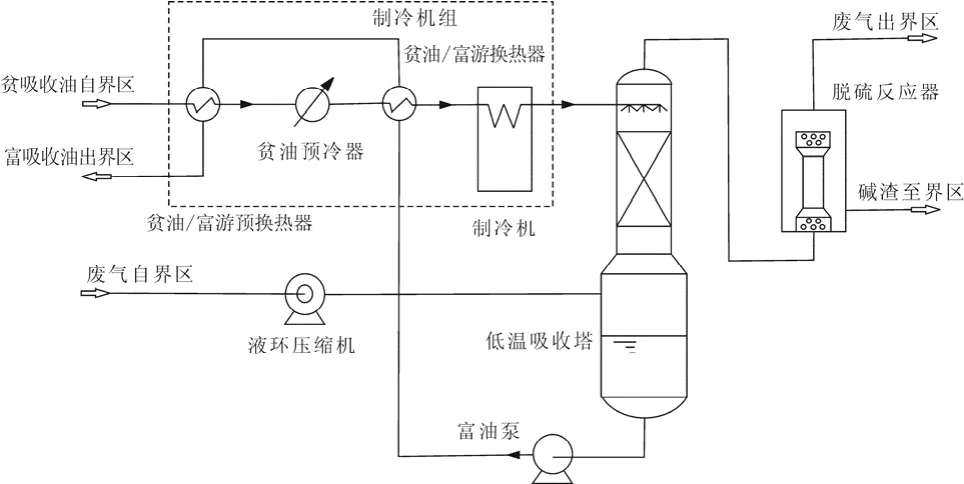
图1 排放气治理工艺流程Fig.1 The process of effluent gas treatment
酸性水罐排放的废气先经过汇集后,经液环压缩机引气、压缩至低温吸收塔内,液环压缩机排气压力为 0.1 ~0.2 MPa,吸收塔内吸收温度为 6~10℃。罐顶排放气在吸收塔内经过冷却、冷凝、溶解等过程后,气体中的绝大部分油气被低温柴油吸收。吸收塔顶排出的净化气体再进入脱硫反应器中,脱硫反应器的工作介质为碱液,气体中的硫化氢与碱液中和反应可将气体中的大部分硫化氢吸收,从而使得净化气体能达标排放。
酸性水罐排放气油气回收吸收油采用常二线柴油馏分油。贫吸收油进恶臭治理装置的温度约80~95 ℃,贫吸收油经过换热、制冷后,冷却至6~15℃进入吸收塔。低温贫吸收油吸收油气组分后由塔底排出,塔底的富吸收油经过油泵增压,与贫吸收油换热回收冷量后,富吸收油升温至48~63 ℃,排出本装置至炼厂加氢装置进一步加工。
脱硫反应器中的碱液为间歇更换,更换周期1~3月/次。硫化氢与碱液反应后将生成碱渣,更换出的碱渣排放至酸性水罐内。
1.2 关键设备操作参数
在酸性水罐顶排放气治理过程中,主要控制油气吸收传质、传热过程的温度和压力。工艺流程中关键设备的运行参数详见表1。
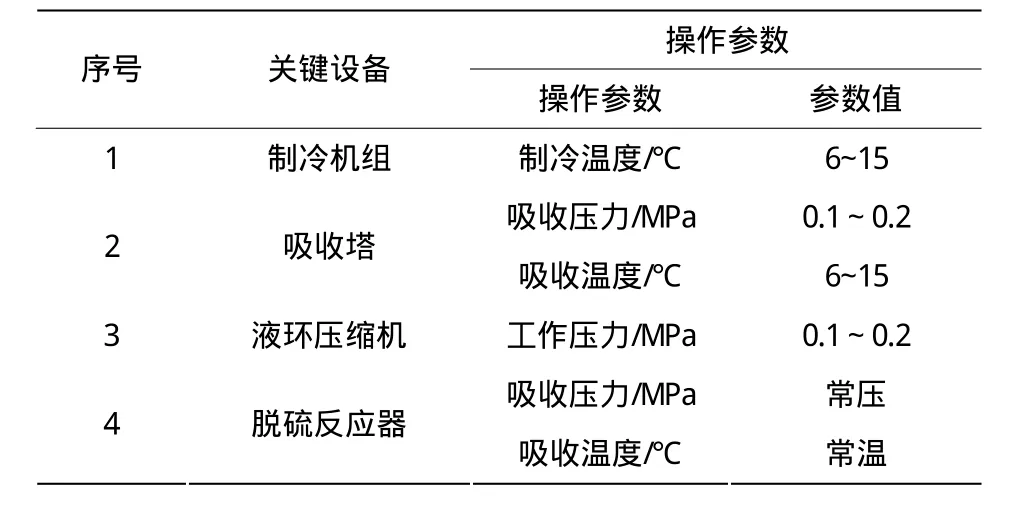
表1 装置关键设备操作参数Table 1 The operating parameters of device
2 工艺设备
酸性水罐排放气油气回收及恶臭治理装置中主要设备有低温吸收塔、制冷机组、油泵、液环压缩机、板式换热器和脱硫反应器等。
(1)低温吸收塔
吸收塔采用高效填料吸收塔,塔内设置有吸收油分布器、高效传质填料、高效除雾器等内构件,可实现良好的传质交换。
(2)制冷机组
制冷机组为集成设备,机组内压缩机采用螺杆式压缩机,压缩制冷工质采用R22。机组内工质蒸发器为高效板式换热器。机组连续运行,其制冷量为60~120 kW。
(3)富油泵
富油泵为离心泵,材质为碳钢,泵的流量为10~30 m3/h,电机功率为18.5 kW。油泵连续运行。
(4)液环压缩机
废气压缩机为液环式,压缩机入口真空度可达-50 kPa,电机功率为75 kW。压缩机为间断运行,日工作时间6~12 h。
(5)换热器
本装置内贫富吸收油换热采用板式换热器,可实现吸收油中大部分的冷量回收,冷量回收的效率高达80%,实现了较好的节能效果。
(6)脱硫反应器
脱硫反应器为立筒式结构,反应器内设置有气体分布器,散装填料和除雾器等构件。废气由反应器底部进入,经过内部构件和填料实现了良好传质效果,反应器内的碱液为间歇更换使用。
3 仪表控制
某炼油厂酸性水罐顶排放气恶臭治理装置的控制系统利用了污水汽提车间现有的DCS系统。通过DCS系统检测与控制装置的工艺参数,在计算机屏幕上形象、直观地显示工艺流程、控制画面、实时和历史数据曲线、以及报警信息等。
装置运转控制方案主要有吸收油和废气流量控制,吸收塔压力控制和液位控制,液环压缩机循环工作液液位控制,以及制冷机组制冷温度控制等。
(1) 制冷机组制冷温度调节
制冷机组制冷剂蒸发管道设置传感器,通过控制制冷剂的加载或减载使被冷却介质温度保持在设定的范围内。
(2) 吸收塔压力调节
吸收塔顶设置压力检测,通过调节塔顶气出口阀门的开度,使吸收塔压力保持稳定。
(3) 废气进料流量调节
废气入口管道设置一台流量变送器和一台气动调节阀,通过改变调节阀的开度改变废气的进料量。
(4) 贫油进料流量调节
贫油入口管道设置一台流量变送器和一台气动调节阀,通过改变调节阀的开度改变贫油的进料量。
(5) 吸收塔液位调节
吸收塔设置液位检测,通过调节富油泵出口阀门的开度,改变富油外排量,使吸收塔液位保持稳定。
(6)液环压缩机分液罐液位调节
液环压缩机分液罐设置液位变送器,达到高限时打开排液阀,至液位正常时关阀;达到低限时打开补液阀,至液位正常时关阀。
(7)动设备的启停
制冷机组正常启动、停止由DCS按照程序执行相应操作。当DCS发出制冷机组故障停车命令,或电气专业发出制冷机组停车命令时,制冷机组按照故障停车程序停机。泵、液环压缩机等动设备的启停按照常规考虑。
4 装置运行效果
某炼油厂酸性水罐顶排放气治理装置图见图2。

图2 酸性水罐顶排放气治理装置图Fig. 2 The effluent gas treatment device
酸性水罐排放气气量随天气变化密切相关,酸性水罐白天呼气,夜晚吸气。所以恶臭治理装置中引气用的液环压缩机一般间断操作。恶臭治理装置对废气的净化效果明显,装置实际运行数据见表2、表3。由表可知,净化气的烃排放浓度小于25 g/m3,硫化氢排放浓度小于10 mg/m3,油气回收率达95%。净化气中污染物排放浓度符合《储油库大气污染物排放标准》和《恶臭污染物排放标准》限值要求。
5 总 结
“柴油低温临界吸收-碱液脱硫”恶臭治理技术在某炼油厂酸性水罐排放气治理上已得到了成功应用,油气回收率高达95%,装置运行稳定。废气经过治理后完全符合《储油库大气污染物排放标准》和《恶臭污染物排放标准》的排放限值要求。装置年回收油气量可达300 t以上,该恶臭治理与油气回收技术具有明显的经济效益和社会效益。
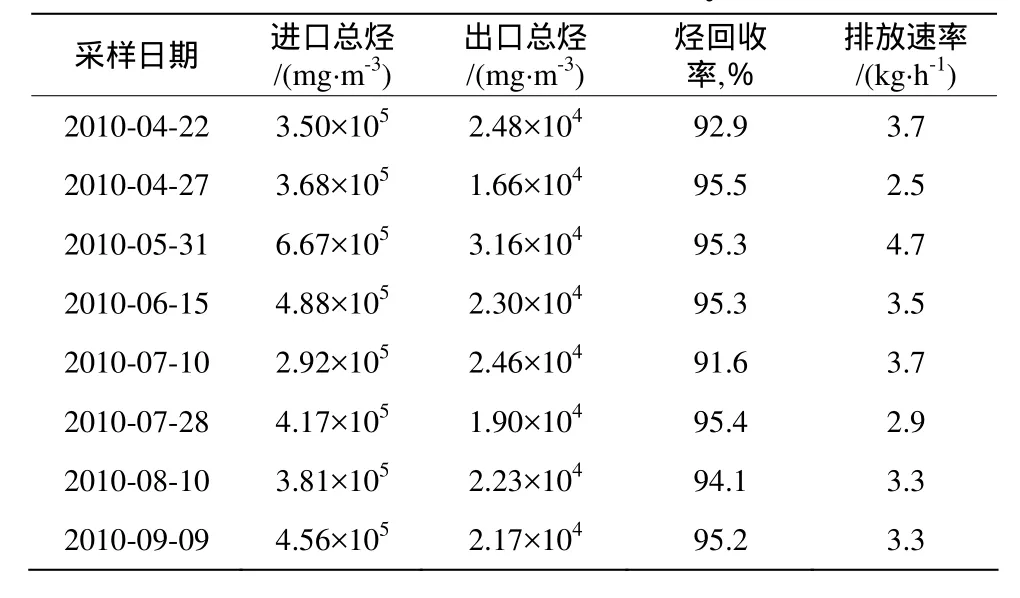
表2 装置对总烃的净化效果Table 2 Purification effect of total hydrocarbon

表3 装置对硫化氢的治理效果Table 3 Treatment effect for hydrogen sulfide
[1]刘忠生,郭兵兵,等.炼油厂酸性水罐区排放气量分析计算[J].当代化工,2009,38:248-251.
[2]周大勇.吸收法回收油气工艺研究[J].精细石油化工进展,2008,38:42-45.
[3]董军波.黄维秋,等.油气回收过程优化模拟[J].炼油技术与工程,2006(6):21-24.
[4]Matsumura Ikuloshi.Evaporation loss of hydrocarbon in handing petroleum[J].Bull Jpn Inst, 1974,16:132-139.
[5]刘忠生,李凌波,王俊英. 酸性水罐区排放气污染程度、执行标准和治理目标[J].当代化工,2009,38(4):393-396.
