飞机结构件组合曲面侧铣加工刀轨生成方法
2013-07-25傅浩杰廖文和李迎光
傅浩杰 廖文和 李迎光
南京航空航天大学,南京,210016
0 引言
随着CAD/CAM技术的发展及产品性能要求的提升,产品的几何设计越来越复杂,对制造技术的要求也越来越高。组合曲面是指由具有公共边界的多个曲面组成的曲面。组合曲面在飞机结构件中十分普遍。出于产品质量和外观的需要,常要求组合曲面整体一次加工,尽量减少曲面边界处的刀轨接痕。飞机结构件中的组合曲面主要存在于轮廓中,通常需要五轴侧铣加工完成。
在数控机床上利用回转刀具的侧刃铣削零件加工表面被称为侧铣加工。目前的五轴侧铣加工刀轨生成算法均是针对单个曲面的侧铣加工情况提出的[1-6]。针对多个曲面整体加工的刀轨生成算法都是针对端铣的情况提出的[7-10]。因此亟需一种组合曲面侧铣加工的刀轨生成方法。
针对飞机结构件组合曲面侧铣加工的问题及国内外研究的不足,笔者提出了一种基于曲面拟合的飞机结构件组合曲面加工刀轨生成方法。在分析飞机结构件常见组合曲面类型的基础上,把组合曲面拟合成整个自由曲面,并针对不同类型曲面在拟合过程中会遇到的问题提出了解决方法,最后利用该侧铣刀轨生成算法以拟合得到的整个曲面为驱动面,生成满足加工要求的数控刀轨。
1 飞机结构件组合曲面类型分析
根据组合曲面的边缘轮廓形状,本文将飞机结构件中常见的组合曲面情况分为以下4种:
(1)边缘轮廓连续且大致上呈规则矩形的组合曲面,如图1a所示。此类组合曲面的轮廓在拓扑上呈规则的矩形,比较适合利用张量积曲面拟合,如B样条曲面,也比较容易实现自动拟合。
(2)边缘轮廓连续但呈不规则多边形的组合曲面,如图1b所示。此类组合曲面的轮廓呈多边形,不能直接利用张量积曲面拟合,但其轮廓经过简单的分割后,在拓扑上能用几个矩形表示。对于这类组合曲面,本文采用分层算法,将自由组合曲面分割成若干个规则轮廓的完整曲面来表示。经过分层后的曲面在生成刀轨时,可以在最大程度上减少空走刀,提高加工效率。
(3)边缘轮廓不连续,但各曲面片排列比较规则,可以一次加工成形的组合曲面,如图1c所示。此类曲面在广义上也可以被称为组合曲面。出于加工质量和加工工艺优化的考虑,有时候也需要将此类多个离散的曲面拟合成一个曲面进行整体加工,以减少频繁的进退刀,提高加工效率。
(4)边缘轮廓不连续且排列不规则的组合曲面。此类曲面之间的排列无明显的规则,无法实现自动化的拟合,一般都需要事先经过人工分割、接合等处理,故本文不做讨论。
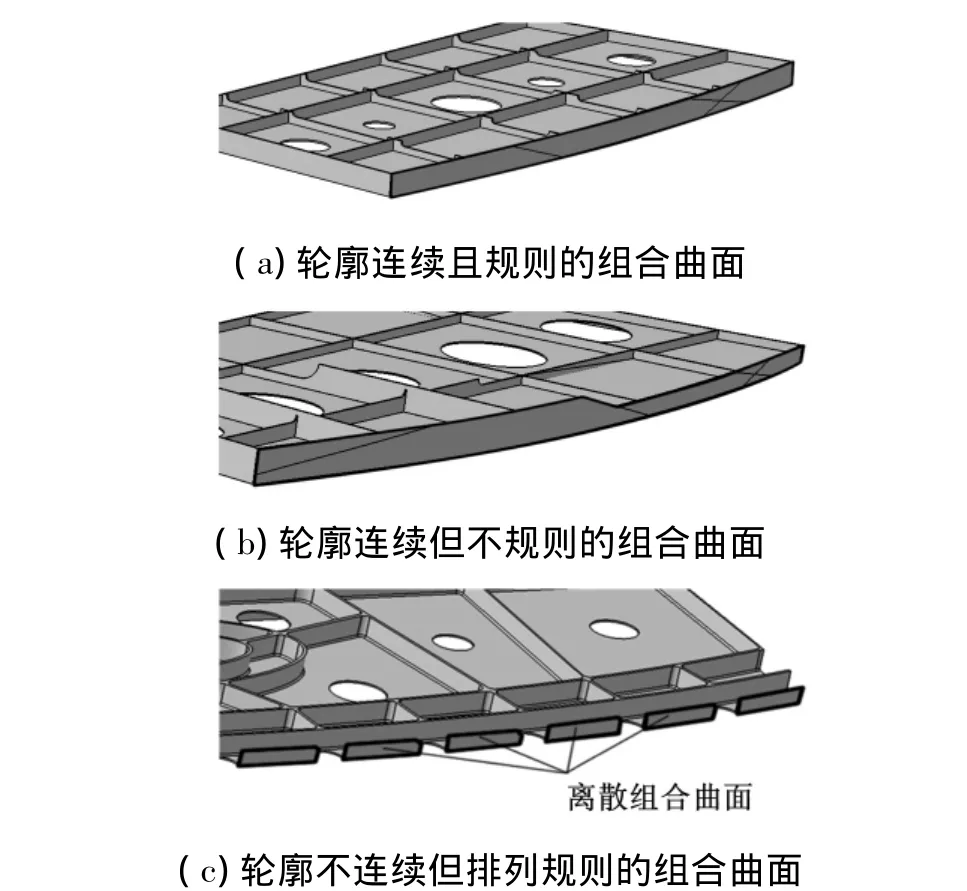
图1 飞机结构件组合曲面分类情况
2 飞机结构件组合曲面拟合方法
针对飞机结构件组合曲面的类型及特点,本文将截平面法与B样条曲线曲面拟合方法相结合,提出一种组合曲面拟合方法。该方法首先将组合曲面与一组截平面相交得到一组截面线,将截面线按等弦高误差方法离散成数据点,然后用B样条曲线曲面拟合方法拟合所有的截面线并生成一个整体曲面,最后分析拟合误差,如果误差不满足精度要求,则返回截面线离散步骤,以更高精度地离散数据点,直至取得满足精度要求的完整曲面。
2.1 边缘四分法的截面线优化
获得截面线是本文方法的基础,截面线反映了曲面的大致外形,是拟合曲面的必要条件。本文采用截平面法获得截面线,即使用一组平面与组合曲面求交,得到的交线即为截面线,这组平面称为截平面。截平面的取得方法如下:首先定义引导线,引导线为沿组合曲面一个参数方向的曲线,该曲线贯穿组合曲面,如图2所示。沿引导线按等弦长原则生成节点,之后在当前节点上以引导线的切矢为截平面的法矢生成截平面,最后将每个截平面与组合曲面求交即可得到一组截面线。
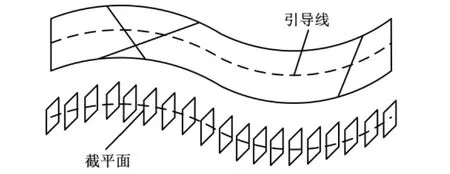
图2 引导线与截平面示意图
采用截平面方法获得截面线的问题是无法精确提取组合曲面的边缘。假设第一个与组合曲面有交线的平面为截平面S1,第一条交线为截面线C1,最后一个与组合曲面有交线的平面为截平面Sn,其与组合曲面的交线为截面线Cn,如图3所示。由于组合曲面轮廓线的不规则性及截平面分布的随机性,通常情况下C1和Cn并不能与组合曲面的轮廓完全重合,这会导致最后拟合得到的曲面与原组合曲面轮廓边界不能完全重合。

图3 边缘误差示意图
为了减小边界的不重合度,可以通过减小导动面之间的距离来减小首末导动面与曲面边缘的间距。但这样的处理会导致在整个曲面范围内生成的导动面过多,为后来的曲面拟合带来较大的计算量,严重影响整体算法的效率,故并不适用。
针对截平面法无法逼近组合曲面边缘的问题,本文通过边缘四分法进行处理。将第一个有效截平面的前一个截平面定义为S0,将处于第一个有效截平面和前一个截平面之间的引导线四等分,生成3个等距离的节点,再沿引导线切矢方向生成等距离的3个截平面,按顺序分别表示为Sa、Sb、Sc。依次将Sa、Sb、Sc与组合曲面求交,一旦取得交线,则立即停止循环,将当前截平面作为第一个有效截平面,将得到的交线作为第一条截面线,算法如图4所示,对截平面族的尾段也作同样的处理。边缘四分法可以保证组合曲面的边缘与第一个导动面之间的距离不会超过设定的导动面间距的1/4,这样就在使用较少导动面的前提下有效地逼近组合曲面边缘。而对于剩下的不重合部分,可以在生成刀轨的时候作适当的偏置加以消除,一般不会影响加工质量。
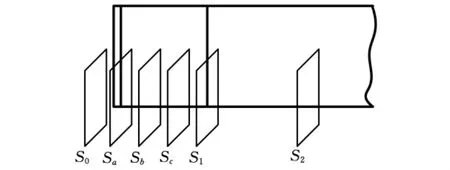
图4 边缘四分法示意图
2.2 基于弦高误差的离散点距离控制
经过上述处理,可以获得一组表示组合曲面形状的截面线,但此时的截面线在各个平面上可能是由多条曲线段组成的非连续曲线,为了获得连续的截面线,必须要将先前得到的截面线段离散成型值点,以便进行B样条曲线拟合。为了保证后续曲面拟合时的精度及计算效率,本文基于弦高误差[11]和步长相结合的方法控制离散点间距,即通过预先设定的最大步长和最大弦高误差决定在截面线上所取型值点的间距。
基于此方法,可以将截平面与组合曲面的交线离散成一组点(后续B样条插值拟合的型值点)。此算法可以有效地解决B样条曲线拟合曲率较大区域时产生拟合超差的问题,并在拟合精度与数据量之间取得了平衡。
2.3 B样条曲线曲面拟合
通过对截面线的离散,可以在每个截平面上取得一组型值点,用B样条曲线拟合方法插值这组点即可得到一组截面线。在一般工程应用中,3次B样条曲线即能满足所需的光顺性要求[12],因而本文选用3次B样条曲线插值方法[13]插值拟合截面线。最后,利用蒙面法[14]将一组反映曲面基本外形的截面线生成一个B样条曲面。
2.4 分层处理算法
由于B样条曲面是张量积曲面,故只能表示轮廓大致呈矩形的曲面,对于轮廓不规则的曲面,则需要将其进行进一步划分。图1a所示的轮廓呈规则矩形的组合曲面利用前文的拟合算法即可拟合;对于图1b所示的不规则轮廓的组合曲面,本文通过分层算法进行处理。
分层处理算法的主要思想是,计算当前截面线首端点与下一条截面线的首端点之间的距离,以及当前截面线末端点与下一条截面线的末端点之间的距离,如果这两个距离其中任意一个发生突变,则判定组合曲面在当前截面线处需要分层。将当前截面线作为当前曲面片的最后一条截面线,将下一条截面线当做下一个曲面片的第一条截面线,如此将曲面片在首末端发生突变的地方进行分层处理,如图5所示,将不规则轮廓的组合曲面分为上下两片完整的曲面。对于更特殊的异形轮廓组合曲面,则必须事先经过适当的人为处理再进行拟合,故不作讨论。
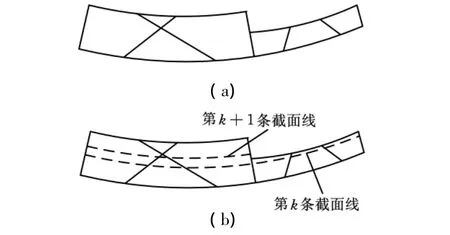
图5 轮廓呈不规则形状组合曲面的处理方法
通过以上的方法,可以将各种常见的飞机结构件组合曲面初步拟合成一个或多个规则的完整曲面。
2.5 迭代拟合的精度控制
由于此前截面线离散步骤中,离散步长和最大弦高误差是在总结前期实验数据的基础上得出的经验值,因此并不一定能保证最后的拟合精度。针对此问题,本文采用迭代拟合的方法[15]控制拟合精度。
定义S为一组欲拟合的组合曲面,R为初步拟合得到的完整曲面,τ为欲达到的精度(为程序输入值),MaxDis(R,S)为曲面R与组合曲面S的最大距离,为满足精度要求的完整曲面。算法流程如图6所示。
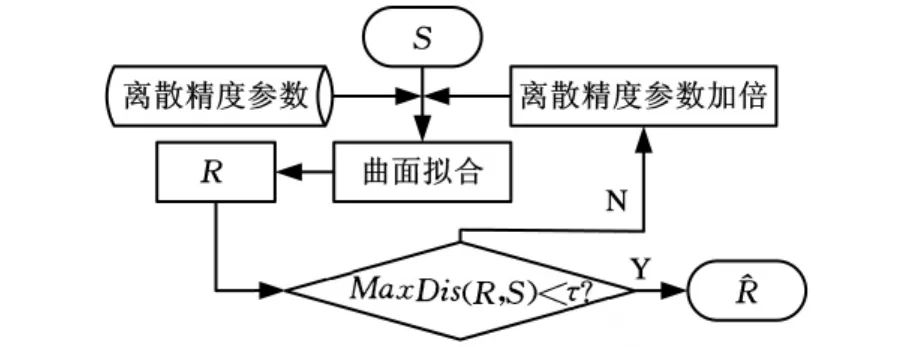
图6 组合曲面拟合流程图
MaxDis(R,S)的计算公式为

其中,u、v为曲面R的两个参数。沿曲面R的参数u、v每隔一定值取测量点,计算曲面R上的点与组合曲面S的距离。最后得到的最大距离即为曲面拟合的最大误差。
经过以上曲面拟合算法和精度控制方法,即可以将一组任意组合的曲面拟合成一个或多个轮廓规则、参数线分布均匀的完整曲面。
3 侧铣刀轨生成算法
在拟合得到完整曲面的基础上,利用基于扇形角度离散方法的侧铣加工刀轨生成算法生成侧铣刀轨。该算法根据曲面边缘确定刀轴摆动的始末摆角,利用扇形角度离散方法控制刀轴方向,使刀轴均匀摆动,检查刀具与零件的理论面是否发生干涉,根据干涉检测结果对刀轴进行微调,并最终确定刀轴方向。与一般商业CAM软件提供的刀轨生成算法相比,本文算法生成的加工刀轨刀轴摆动更平稳,且干涉量小。刀轨生成算法的主要步骤如下:
(1)根据待加工面的高度和切深进行分层,生成截平面,通过截平面与驱动曲面求交,得到刀轨驱动线。
(3)选取驱动面的首尾2条侧边的方向为刀轴摆动的起始方向和终止方向,分别连接2条侧边的首尾端点形成两条线段,与起始和终止方向分别形成矢量,记为矢量A0和Am,如图7所示,首末两个方向矢量的夹角记为α。

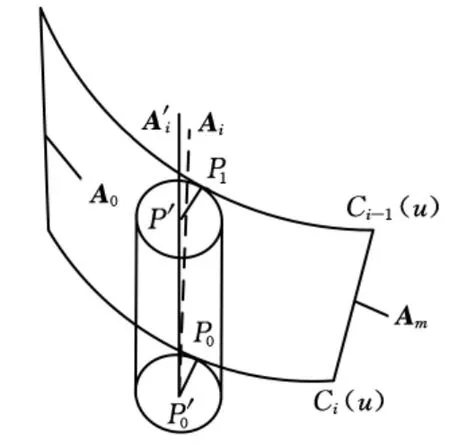
图7 刀轴调整方法示意图
图8 刀轴初始定位示意图
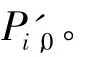
(5)由于自由曲面的曲率变化通常较大,所以根据步骤4定位的刀位点可能发生过切或欠切等干涉情况,为了消除干涉,本算法在得到刀轴矢量Ai之后,还需要计算Ai与前一层的驱动线Ci-1(u)之间的最小距离,记取得最小距离的点为Pi,1,最小距离为Dmin,如图 7所示。如果取得的最小距离大于刀具半径r,即Dmin>r,则表示有欠切;如果Dmin<r,则表示发生过切。由此可以判断加工时的干涉情况。
(6)为了消除干涉,将Pi,1点沿曲面法线方向偏置刀具半径的距离,得到点,连接和即可得到最终的刀轴矢量Ai',即最终定位第i个刀位点。由此循环求得每个刀位点及刀轴方向就可以生成最终的加工刀轨。
4 实例验证
利用3个飞机结构件(Part.1、Part.2、Part.3)对本文方法进行验证,如图9a、图10a、图11a所示。Part.1为某飞机结构件,其中含有边缘连续且呈规则矩形的组合曲面,图9b、图9c分别为拟合得到的整体曲面和最后生成的数控加工刀轨。Part.2为一个飞机结构件,其中含有轮廓连续但不规则的组合曲面,图10b、图10c分别为拟合得到的整体曲面和最后生成的数控加工刀轨。Part.3为某飞机结构件,其中含有轮廓不连续但分布比较规则的组合曲面,图11b、图11c分别为拟合得到的整体曲面和最后生成的数控加工刀轨。
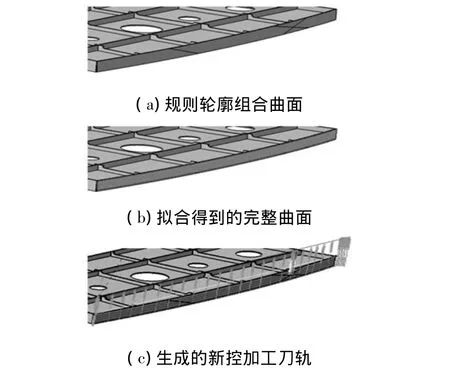
图9 飞机结构件Part.1

图10 飞机结构件Part.2
表1所示为曲面拟合的结果。表1数据表明,本文曲面拟合算法使用的数据量小,拟合精度高,程序效率高。
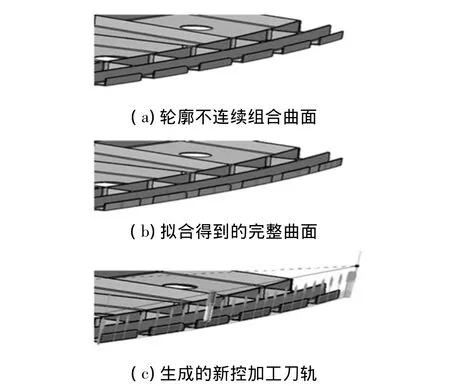
图11 飞机结构件Part.3
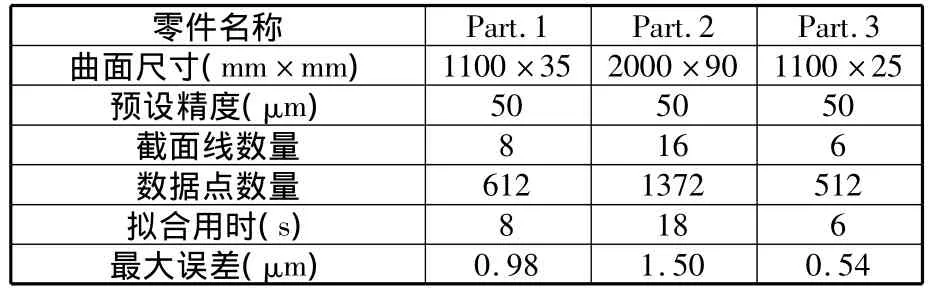
表1 组合曲面拟合结果
由图9c、图10c和图11c可以看出,基于整张曲面生成的加工刀轨刀轴摆动均匀。经过加工仿真软件Vericut 6.2仿真分析,Part.1组合曲面的最大加工误差为1.3μm,Part.2组合曲面的最大加工误差为7.2μm,Part.3组合曲面的最大加工误差为2.6μm,本文对Part.1零件的组合曲面部分进行了试切,在实际切削实验中,最终的加工误差为 15μm,零件加工面的表面粗糙度为0.425μm。一般飞机结构件的加工精度要求为0.1mm,因此本文算法计算的刀轨能满足加工精度要求。图12所示为Part.1零件的组合曲面外形、加工刀轨及实际加工结果,从中可以看出,利用本文算法生成的加工刀轨刀轴摆动均匀平稳,被加工零件表面质量好。
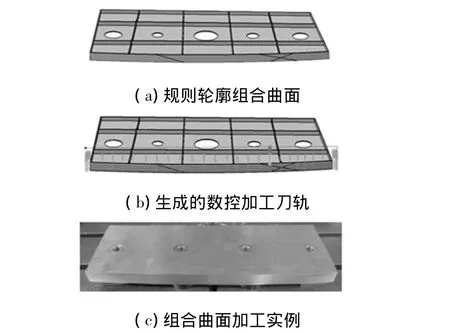
图12 Part.1的加工刀轨及实例
该实例验证的微机平台为:Pentium D双核CPU,主频3.0GHz,内存2G,操作系统为Windows XP。切削实验所用机床为Mikron UCP710五坐标高速加工中心。
5 结语
本文研究了五轴侧铣加工中组合曲面加工刀轨自动生成的问题,提出并实现了飞机结构件组合曲面的拟合和侧铣加工刀轨的自动生成。实例证明,该方法满足精度要求,数据量小,运行稳定可靠,效率较高,适合于工程应用。但由于采用截平面法获得截面线,故对组合曲面的轮廓不能精确提取,虽然采用了边缘四分法逼近轮廓,在一定程度上减小了边缘的误差,但对组合曲面轮廓线的精确拟合还需要进一步研究。
[1]Liu X W.Five- axis Freeform Surface Milling Using Piecewise Ruled Surface Approximation[J].Computer- Aided Design,1995,27(12):887-894.
[2]Chu C H,Huang W N,Hsu Y Y.Machining Accuracy Improvement in Five-axis Flank Milling of Ruled Surfaces[J].International Journal for Machine Tools &Manufacture,2008,48:914-921.
[3]Bedi S,Mann S,Menzel C.Flank Milling with Flat end Milling Cutters[J].Computer - Aided Design,2003,35(3):293-300.
[4]Menzel C,Bedi S,Mann S.Triple Tangent Flank Milling of Ruled Surfaces[J].Computer - Aided Design,2004,36(3):289-296.
[5]Gong Hu,Cao Li Xin,Liu Jian.Improved Positioning of Cylindrical Cutter for Flank Milling Ruled Surfaces[J].Computer- Aided Design,2005,37(12):1205-1213.
[6]樊宏周,席光,王尚锦.任意扭曲叶轮五轴数控侧铣的算法研究[J].中国机械工程,2010,21(2):127-130.
Fan Hongzhou,Xi Guang,Wang Shangjin.Algorithm for5_axis Numerical Control Flank Milling of Arbitrary Surface[J].China Mechanical Engineering,2010,21(2):127-130.
[7]Chiou C J,Lee Y S.A Machining Potential Field Approach to Tool Path Generation for Multi-axis Sculptured Surface Machining[J].Computer- Aided Design,2002,34(5):357-371.
[8]张利波,牟欣,周济.组合曲面加工无干涉刀具路径的产生[J].华中理工大学学报,1996,24(9):15-17.
Zhang Libo,Mou Xin,Zhou Ji.Interference - free Toolpath Generation in NC Machining of Compound Surfaces[J].Journal of Huazhong University of Science and Technology,1996,24(9):15-17.
[9]Yang JZ,Wang Q F,Huang ZD,etal.Tool Path Generation for Machining Compound Surfaceswith Extended Cut Region Method[J].International Journal for Advanced Manufacturing Technology,2007,35(1/2):179-185.
[10]Hwang J S,Chang T C.Tree - axis Machining of Compound Surfaces Using Flat and Filleted Endmills[J].Computer - Aided Design,1998,30(8):641-647.
[11]王海涛,赵东标,高素美.参数曲线的自适应实时前瞻插补算法[J].计算机集成制造系统,2010,16(2):385-389.
Wang Haotao,Zhao Dongbiao,Gao Sumei.Adaptive Real-time and Look-ahead Interpolation Algorithm for Parametric Curves[J].Computer Integrated Manufacturing Systems,2010,16(2):385-389.
[12]柯映林,李奇敏.基于截面轮廓的NURBS曲面重建[J].中国机械工程,2005,16(12):1083-1087.
Ke Yinglin,Li Qimin.Reconstruction of NURBS Surface from Spatial Cross - sections[J].China Mechanical Engineering,2005,16(12):1083-1087.
[13]朱心雄.自由曲线曲面造型技术[M].北京:科学出版社,2000.
[14]施法中.计算机辅助几何设计与非均匀有理B样条[M].北京:北京航空航天大学出版社,1994.
[15]朱春红,达飞鹏.基于B样条曲面的点云孔洞拟合填充[J].中国机械工程,2006,17(S2):270-274.
Zhu Chunhong,Da Feipeng.A Fitting Approach to Fill the Holes in Point Cloud Based on B-Spline Patch[J].China Mechanical Engineering,2006,17(S2):270-274.
