基于机械物理法的废旧制冷设备聚氨酯泡沫再生工艺及试验研究!
2013-07-25刘志峰吴仲伟
刘志峰 石 磊 吴仲伟 赵 建
合肥工业大学,合肥,230009
0 引言
硬质热固性聚氨酯泡沫塑料为浅黄色的热固性塑料,具有优越的绝热性能和机械性能,容易与板材粘结,因而被广泛应用于制造制冷设备门体和箱体的隔热层。硬质热固性聚氨酯泡沫塑料作为制冷设备的隔热层,主要是以多元醇、异氰酸酯为主要原料,再添加各种助剂,填充到制冷设备的门体和箱体空腔,在一定的高温下发泡成形[1-2]。随着我国国民经济的发展,制冷设备的总保有量和每年的报废量不断地增加,而硬质热固性聚氨酯泡沫塑料硬化后分子呈三维交联结构,不能再熔融、溶解,不易于回收再利用,且目前回收的废旧冰箱大多采用CFCS物质作为发泡剂,对臭氧层有破坏作用[3-4],所以大量的聚氨酯废弃物会对生态环境产生不利影响。因此,加强对废旧聚氨酯泡沫的再生利用研究,对保护环境、节约资源、实施可持续发展战略具有重要意义。
目前,国内外废旧聚氨酯泡沫回收主要有3种方法:物理回收、化学回收和能量回收。物理回收是指仅改变废弃物的物理形态,此后直接利用的方法,这种方法生产效率较高、操作简单、二次污染少,但是生产的制品性能较差,经济效益低;化学回收是通过化学方法,将废弃物转化为化工原料或其他物质,缺陷是工艺复杂,适用性差,成本高,反应产生的毒副产物难以控制;能量回收容易产生有毒有害物质,会对环境造成二次污染[5-6]。
本文基于机械物理法的废旧聚氨酯泡沫再生工艺方法,通过废旧制冷设备最大程度地拆卸处理、分离[7-9]和粉碎再生聚氨酯材料及回收其过程中的发泡剂等工艺实现废旧聚氨酯泡沫的再生利用,并通过正交试验对试验结果和试验因素进行了分析。
1 基于机械物理法的废旧聚氨酯泡沫再生工艺
1.1 机械物理法回收原理
废旧聚氨酯泡沫在高速粉碎过程中,机械设备施加给物料强烈的剪切、挤压、研磨、摩擦等多种机械力,由于机械能量的累积,使得内应力分布不均匀或冲击能量集中在个别链段上,产生临界应力使化学键断裂,同时机械力产生的热能促使分子结构中键能较弱的化学键发生一定程度的断裂[10-12],因此使聚氨酯分子结构趋于非体型化,降低交联密度,增加活性及塑化性能,最终使交联的三维网状结构被破坏或部分被破坏,使得硬质热固性聚氨酯泡沫恢复一定的塑性能力,从而有利于废旧聚氨酯泡沫的再生回收利用。
1.2 工艺流程的制订
基于机械物理法的废旧聚氨酯泡沫再生工艺流程(以冰箱为例)如图1所示,具体流程按以下步骤进行:首先利用手工加机械的方法拆卸掉废旧冰箱的压缩机、制冷剂等,得到处理后的箱体和门体;再利用整体或者切割分离的方法将聚氨酯材料从箱体、门体中分离出来,在整体分离过程中,箱体及门体经过二级破碎机和一级碾碎机破碎后利用风选机将轻质的聚氨酯泡沫分离出来,冰箱破碎物再经过各种分选设备分选出铁、塑料等,在切割分离过程中,利用切割设备按图1中所示的方法将钢板、内胆剥离掉,对分离出的聚氨酯泡沫进行粗破;然后将聚氨酯粗料送入粉碎再生装置中进行粉碎再生;最后将粉碎再生后的聚氨酯粉末经过压塑成形装置压制成制品。在分离和粉碎再生过程中利用发泡剂回收系统实现发泡剂的环保处理。
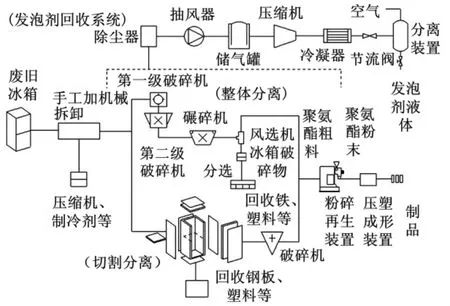
图1 基于机械物理法的废旧聚氨酯泡沫再生工艺流程(冰箱)
1.3 分离步骤
首先进行最大程度的无损拆解处理,利用手工加机械的方法拆解掉压缩机、内置物、制冷剂等,得到经过处理的箱体和门体。箱体、门体主要组成物有钢板、塑料内胆、聚氨酯隔热保温层等,而聚氨酯隔热保温层与部分塑料、金属连在一起,利用手工拆卸的方法无法将其分离,因此利用图1中的2种方法将聚氨酯材料从箱体、门体中分离出来。
(1)整体分离。首先,将箱体及门体经过二级破碎机和一级碾碎机破碎成一定大小的破碎料,再经过风选机将轻质的聚氨酯泡沫分离出来,剩下的重质混合料经各种分选设备将塑料、铜、铁、铝分别分选出来回收利用。
(2)切割分离。在封闭的车间内利用切割设备首先将箱体的顶板、中部的隔板切割下来;然后分别沿冰箱门、箱体顶板、箱体的棱边作周向切割,切割深度大于钢板厚度,再利用手工或者钳子等工具将钢板、内胆剥离掉,将分离出的聚氨酯泡沫进行粗破,得到聚氨酯泡沫粗料。
1.4 粉碎再生步骤
1.4.1 粉碎再生设备
基于机械物理法的废旧聚氨酯泡沫粉碎再生设备的物理模型如图2所示,该模型主要由剪切、粉磨两个部分构成,图3为粉碎再生设备刀具结构的三维示意图。
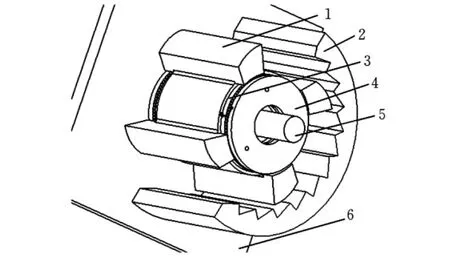
图2 粉碎再生设备的物理模型
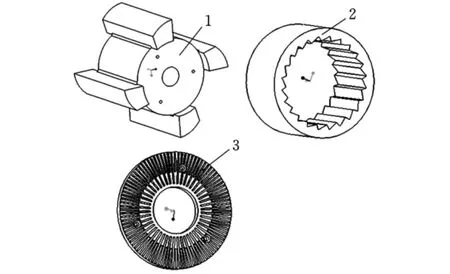
图3 粉碎再生设备刀具的结构三维示意图
(1)剪切刀轴和环形定刀是剪切机构的刀具。聚氨酯泡沫碎料进入剪切机构后,受到高速旋转的剪切刀轴上的剪切刀齿的撞击和强剪切力作用,同时随剪切刀轴旋转的物料与环形定刀刀齿做相对剪切运动,在周期性的高频率剪切作用下,导致聚氨酯网状交联结构破坏并解体,使得物料在这一区域被粉碎。
(2)静磨盘和动磨盘构成粉磨机构的刀具,共有两组动静磨盘。细小的物料进入动静磨盘之间的再生腔后,受到两磨盘相对运动形成的巨大剪切力和强烈挤压力的作用而被粉碎成细小的粉体,亦即聚氨酯泡沫物料经再生设备长时间的剪切、研磨、冲击及摩擦等机械力综合作用后,一方面物料粉末颗粒粒度越来越小;另一方面物料发生降解,从而实现其可再生性。
1.5 发泡剂回收
目前回收的废旧冰箱大多采用CFCS物质作为发泡剂,该物质对大气臭氧层有破坏作用,对地球的气候会产生不利影响,因此需要对其进行环保处理。在图1的分离和粉碎再生过程中,二级破碎机和一级碾碎机或者密封车间、粉碎再生设备中的空气和发泡剂的混合气体在抽风机的吸引下,经过除尘器存入储气罐中,再经气体压缩机加压、冷凝装置冷却后获得液化发泡剂,然后将液化后的发泡剂收集起来,将没有液化的空气排放到空气中去,实现发泡剂的分离。
2 基于机械物理法的废旧聚氨酯泡沫再生试验
2.1 试验方法
为了更好更快地找出粉碎再生工艺参数对聚氨酯泡沫降解再生效果的影响规律,并得出最优的再生工艺,选用正交试验方法进行试验设计。试验选择转速v、时间t和进料量m三个主要影响因素进行试验设计。转速的大小决定了物料在再生过程中受到的剪切、挤压、研磨、摩擦等多种机械力的剧烈程度,转速越高,物料受到的机械力作用越强烈,其降解效果越好;时间的长短决定了粉碎再生机内机械能量累积的大小,时间越长,积聚的能量越大,物料的降解效果越好;进料量的多少则决定了物料与腔壁在粉碎再生机内间隙的大小,进料量的增多可使粉碎腔内物料与腔壁的间隙减小,从而增大它们之间的摩擦作用,使物料的降解效果更充分。根据现有的试验条件和研究经验,在一定的范围内,每个影响因素设定3个因素水平,由 因 素及水平,选择 正 交 试 验 方 案[13-15]为L9(34),共计9次试验,正交表头设计如表1所示。
首先将从废旧冰箱拆解下来的聚氨酯泡沫放入破碎机进行粗破,得到颗粒状物料,再按试验设定的工艺条件称取聚氨酯泡沫物料,进料量为20~28g;然后,在常温常压的条件下,利用自行研制的可调速热固性塑料粉碎再生试验机对物料进行粉碎再生,试验机转速可在600~2400r/min范围进行调整,试验机粉碎再生40~120min后,停止试验机运转,用不同目数的筛网对再生后的物料进行筛分称重。
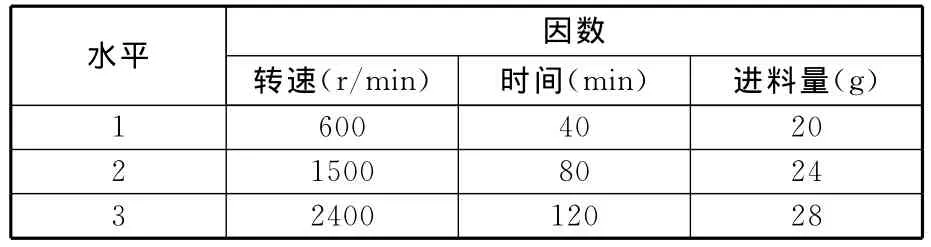
表1 因数水平表
2.2 试验结果与分析
2.2.1 试验结果
聚氨酯泡沫经可调速热固性塑料粉碎再生试验机粉碎再生后,物料粒径变小,在腔壁和刀具上粘有许多细小的粉末,时间越长、转速越高,粉末的平均粒径越小,粘有的细小粉末越多,物料塑性和表观黏性明显增加。图4所示为40min时,不同转速下的形貌对比,随着转速的上升,聚氨酯泡沫粉末团聚现象越来越明显,降解效果越来越好,其他因素的对比试验形貌也出现明显的变化。
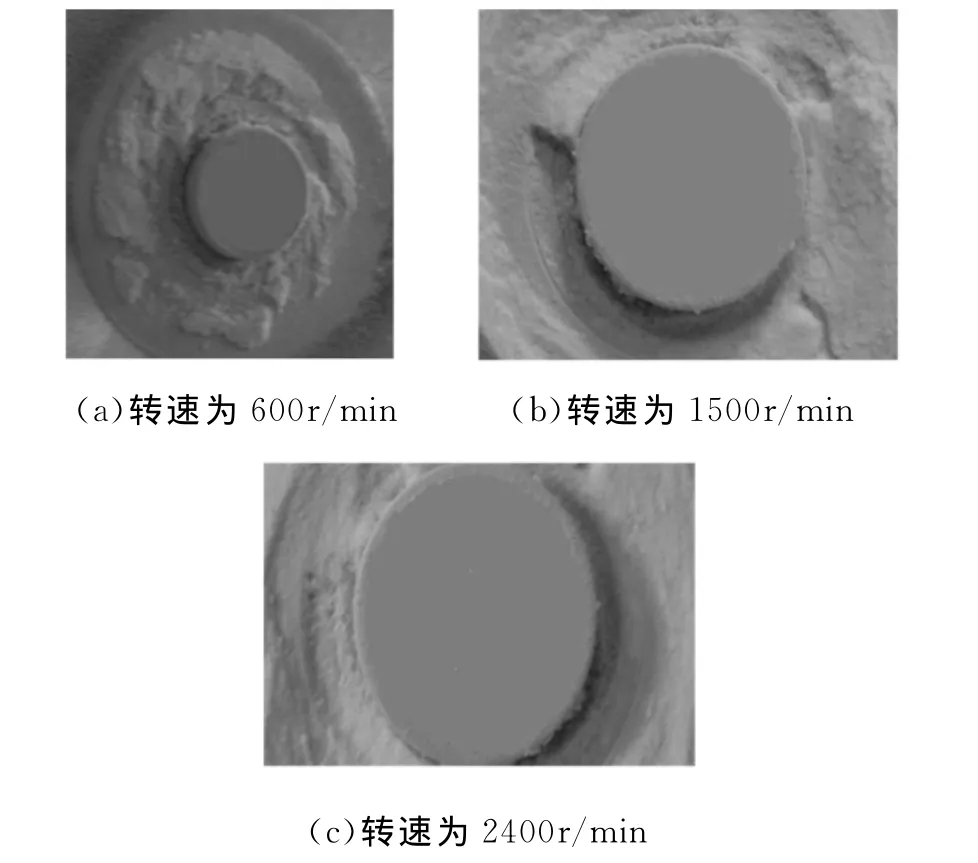
图4 不同转速下粉碎40min后的聚氨酯粉末形貌变化
表2所示为不同工艺条件下、不同目数范围内的聚氨酯泡沫粉末筛分称重后的物料质量比例及粉碎再生后的质量和比例。由表2可以看出,当速度一定时,延长粉碎再生的时间,小于60目的物料质量比例减小,大于60目的物料质量比例变大,物料的减轻量比例变大;当时间一定时,提高粉碎再生的速度,也会出现相似的变化。如:在转速为1500r/min时,时间由40min延长到120min,在小于60目(>250μm)范围内,质量百分比由53.20%减小到12.26%,在120~160目(96~125μm)范围内;质量百分比由9.52%增大到25.12%;物料的质量减轻率比例由20.75%增大到31.10%。由此可见,延长时间、提高转速可以增强粉碎再生效果,物料被粉碎得更加细小,粉碎后的减轻量比例变大。
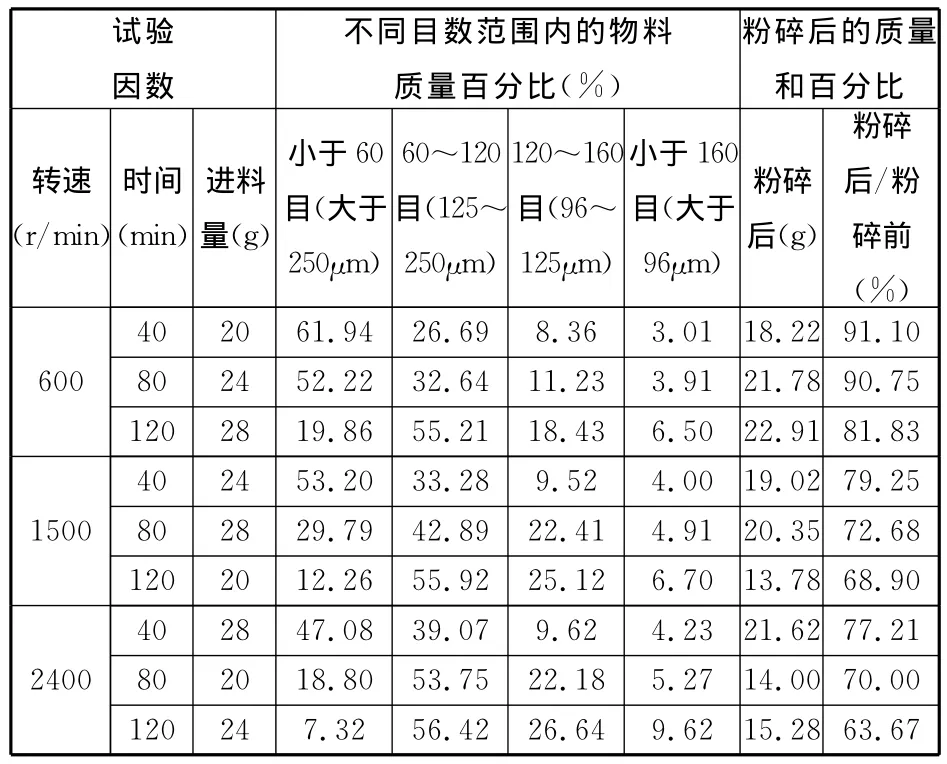
表2 不同工艺条件下、不同目数范围内的物料质量百分比及粉碎再生后的质量和百分比
2.2.2 红外分析
利用傅里叶红外光谱仪(Nicolet 67)分析热固性聚氨酯泡沫分子结构及官能团变化。如图5所示,其中,曲线1为热固性聚氨酯泡沫粉碎再生前粗料的ATR-FTIR谱图,曲线2为粉碎再生后的120目粉末的ATR-FTIR谱图。曲线1图谱中的3324.7cm-1的宽峰是氨基-NH的特征峰,1226.5cm-1的窄强峰是C-C伸缩振动;曲线2图谱中的2358.5cm-1的窄峰是异氰酸酯基团特征峰。比较曲线1图谱和曲线2图谱,可以看出热固性聚氨酯泡沫被粉碎到120目时,分子结构发生了如下的变化:
(1)3324.7cm-1氨基的-NH 伸缩振动峰明显减弱变宽,原因是羟基峰-OH的大量出现并和浓度很大的氨基峰在此重叠。
(2)2358.5cm-1处出现异氰酸酯基团特征峰,说明氨基甲酸酯基团在C-O键处发生断裂,分子链运动能力提高,产生自由基,出现新的基团和异氰酸酯基团。
综上可以发现,在持久的机械力和摩擦热综合作用下,不仅使得物料微细化,而且使得分子链发生断裂,生成新的基团,聚氨酯三维网状结构交联度降低而降解,热固性聚氨酯泡沫恢复了一定的塑性能力,从而有利于热固性聚氨酯泡沫的再生和回收利用。
2.2.3 极差分析
本文试验选取聚氨酯粉末质量减轻率Y1和粉碎再生后的不同目数物料综合降解效果Y2作为试验的重要指标,Y1=(粉碎前的质量-粉碎后的质量)/粉碎前的质量,由于粉碎再生后的物料的粒径大小不同,不同目数范围内的物料降解的效果不一样,化学键断裂的程度不同,因此不同目数的降解效果可利用多目标决策中的线性加权和法建立其评价函数Y2,即
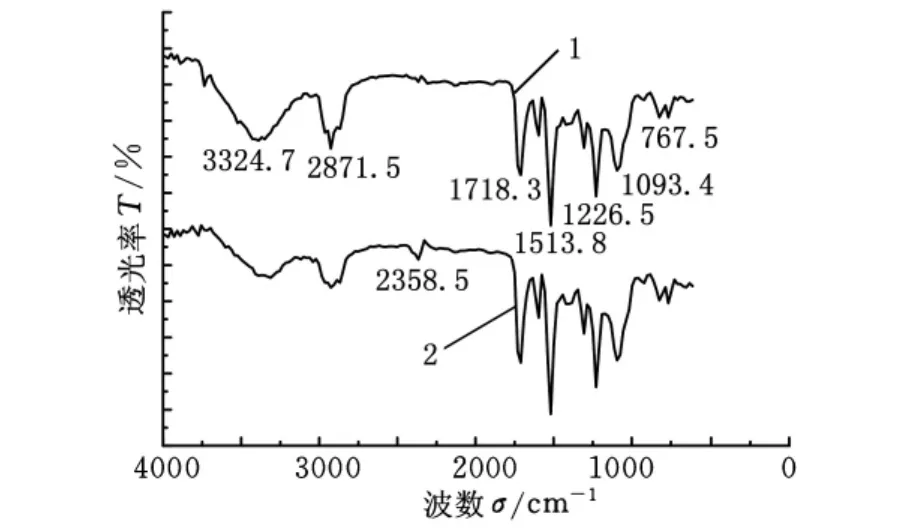
图5 热固性聚氨酯粉碎再生前后的ATR-FTIR谱图

式中,xi为各目数范围内物料所占质量百分比;x1、x2、x3、x4分别为小于60目、60目到120目、120目到160目、大于160目的物料所占质量百分比;wi为各目数范围内的物料权重。
目数越大的聚氨酯粉末粒径越小,同质量不同目数范围内的聚氨酯粉末相比,大目数范围内的粉末分子链被打断的相对更多,生成的基团更多,降解的效果更好;小于60目、60目到120目、120目到160目、大于160目的聚氨酯粉末的降解效果依次变好。若将粉末完全降解视为1,则可将各目数范围内物料的权重依次设定为w1=0.3,w2=0.6,w3=0.8,w4=0.9。利用多目标决策中的线性加权和法,可建立聚氨酯泡沫降解效果Y的评价函数:

式中,αi为评价指标的权重 。
通过对各单项指标数据结果方差分析得出,时间对粉碎再生后的不同目数物料综合降解效果有显著的影响,转速对聚氨酯粉末质量减轻率有显著的影响,两个指标的影响因素相当,故权重应该均分,但是聚氨酯泡沫中含有发泡剂,在粉碎再生过程中,由于剪切粉碎作用中的发泡剂逸出到空气中,使得聚氨酯粉末质量减轻率变大,粉碎再生后的不同目数物料综合降解效果比聚氨酯粉末质量减轻率更重要。因此综合考虑,将聚氨酯粉末质量减轻率的权重α1和粉碎再生后的不同目数物料综合降解效果α2分别确定为0.3和0.7。
根据上面指标的定义可知,Y值越大则热固性聚氨酯泡沫的降解效果越好,再生回收利用率越高。表3所示为极差分析法计算表,试验结果的极差分析如下:
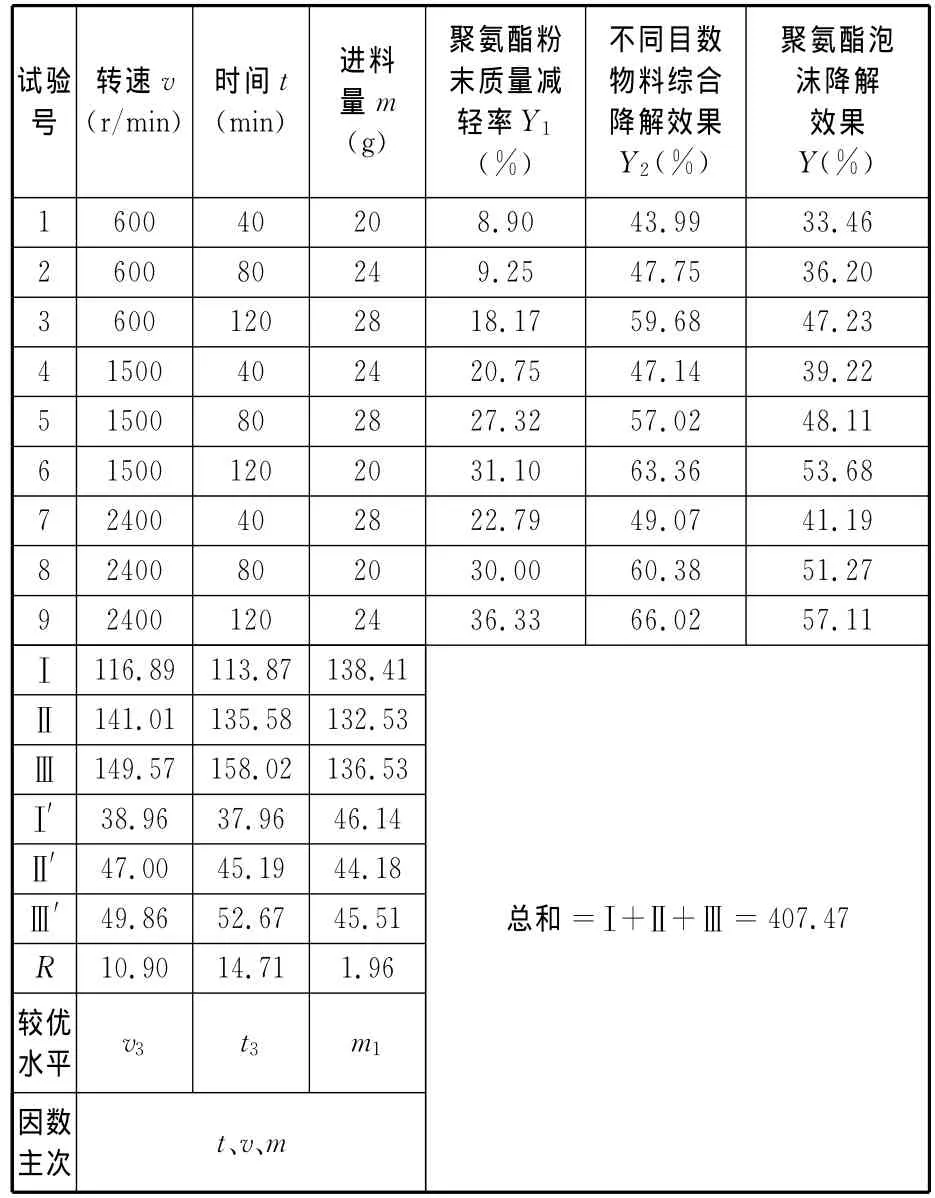
表3 极差分析法计算表
(1)主次因素。根据极差R的大小顺序排出的因素的主次顺序为:t、v、m,其中,转速v的极差为10.90,时间t的极差为14.71,进料量m的极差为1.96,v、t的极差相差不大,而m的极差较小,因此时间t为主要因素,转速v为仅次于时间t的因素,v、t对试验结果的影响较大,进料量m对试验结果的影响较小。
(2)每个因素的较优水平。聚氨酯粉碎再生试验要求聚氨酯粉末质量减轻率、不同目数物料综合降解效果都越大越好,所以要求综合加权评分越大越好,因此,应该选取每个因素 Ⅰ、Ⅱ、Ⅲ中最大的那个水平,即v3、t3、m1。
(3)最优再生工艺。根据正交试验设计的均匀可比性质,各因素的好水平组合起来就是要求的最优再生工艺,而进料量对试验结果的影响较小,所以最优再生工艺应是转速为2400r/min、时间为120min的水平组合。
(4)指标—水平变换规律。综合加权评分与因素水平的关系如图6所示,由图可以看出,在试验所设定的工艺范围内,转速、时间都是大些好,转速对试验结果的影响率逐渐变小,时间对试验结果的影响率基本保持不变,进料量对试验结果影响不大。从图6的曲线趋势看,重要因素时间t的水平还可以提高、次要因素转速v的水平也还可以提高,亦即经优化后可得到更优的好水平组合。
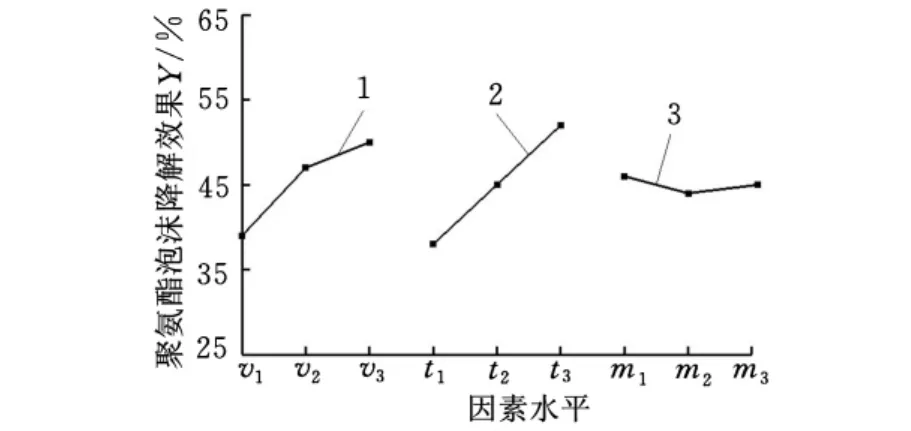
图6 综合加权评分与因素水平的关系图
2.2.4 方差分析
采用方差分析方法对正交试验的数据进行分析,计算得到的数据如表4所示,由表4中的F值可以看出,因素v、t、m对聚氨酯降解效果的影响程度不同,主次顺序是t、v、m,其中,时间t具有显著性影响,转速v有一定的影响,进料量m几乎没有影响,可见方差分析和极差分析结果一致。
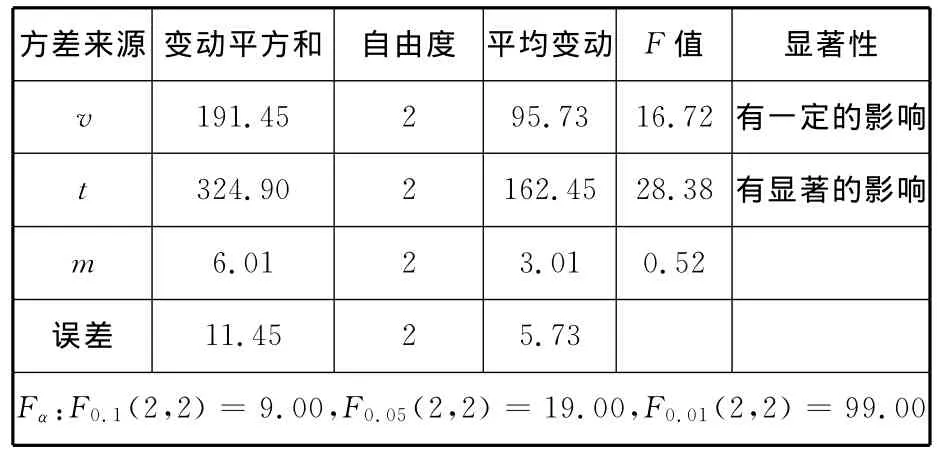
表4 方差分析表
2.3 试验结论
(1)粉碎再生设备使得聚氨酯泡沫物理性质和结构形态发生变化,形成新生面,表面积增大,颗粒粒度变小,提高转速、延长时间可以增强粉碎效果。
(2)在粉碎再生过程中,当机械作用力增大时,聚氨酯泡沫分子链由于长时间的机械能累积效应及伴随增大的摩擦热能和温度上升,会发生断裂,官能团活性增强,聚氨酯三维网状结构交联度降低而降解,聚氨酯分子结构在机械应力及热效应的作用下,恢复可逆的热塑性能力。
(3)在所设定的工艺参数范围内进行的正交试验中,3个因素对聚氨酯降解效果的影响主次顺序为:t、v、m,其中,时间t具有显著性影响,转速v有一定的影响,进料量m几乎没有影响,最优再生工艺组合的转速为2400r/min,时间为120min。
3 结论
(1)本文工艺通过废旧制冷设备的最大程度地拆卸处理、分离和粉碎再生聚氨酯材料及过程中的发泡剂回收等工艺实现废旧聚氨酯泡沫的再生利用。
(2)聚氨酯泡沫材料在粉碎再生设备中,经强烈的剪切、挤压、研磨、摩擦等多种机械力及摩擦热的综合作用,不仅物料的物理性质和形态发生了变化,而且其分子结构和化学性质也发生了变化,使得物料在发生降解的同时,恢复了一定的塑性能力。
(3)粉碎再生设备中的多刀组合形式结构设置紧凑,能有效地获得剪切、研磨、冲击及摩擦等多种机械力及摩擦热的综合作用,实现聚氨酯泡沫的降解再生。
(4)在粉碎再生过程中,提高转速、延长时间,可以增强粉碎再生效果,使泡沫降解更加充分。
(5)在所设定的工艺参数范围内,3个因素对热固性聚氨酯降解效果影响的主次顺序为:时间t、转速v、进料量m,其中,时间t具有显著性影响,转速v有一定的影响,进料量m几乎没有影响。转速为2400r/min、时间为120min为最优再生组合试验选择。
[1]方园,赵新,胡嘉琦,等.废旧冰箱聚氨酯材料的回收利用技术研究[J].日用电器,2008(11):53-56.
Fang Yuan,Zhao Xin,Hu Jiaqi,et al.Study on Recycling Technology of Polyurethane from Disused Refrigerator[J].Electrical Appliances,2008(11):53-56.
[2]李勇,潘坚,胡泽,等.废旧冰箱的回收处理及关键技术研究[J].再生资源研究,2006(1):23-26.
Li Yong,Pan Jian,Hu Ze,et al.Study on Recovery Processing and Key Technology of Disused Refrigerator[J].Recycling Research,2006(1):23-26.
[3]胡彪,熊英汉,杨三变.报废电冰箱的环保处理技术[J].再生资源与循环经济,2010,3(1):35-38.
Hu Biao,Xiong Yinghan,Yang Sanbian.An Environment Friendly Treating Process on Waste Refrigerators[J].Recycling Research,2010,3(1):35-38.
[4]Kjeldsen P,Scheutz C.Short-and Long-term Releases of Fluorocarbons from Disposal of Polyurethane Foam Waste[J].Environ.Sci.Technol.,2003,37:5071-5079.
[5]Palmer J,Ghita O R,Savage L,et al.Successful Closed-loop Recycling of Thermoset Composites[J].Composites Part A:Applied Science and Manufacturing,2009,40(4):490-498.
[6]Ron Z.Treatment and Disposal of Polyurethane Wastes:Options for Recovery and Recycling[R].Helsinki University:Technology Energy Engineering and Environmental Protection,2004.
[7]Stoop M L M,Lambert A J D.Processing of Discarded Refrigerators in the Netherlands[J].Technovation,1998,18(2):101-110.
[8]黄加乐,朱军山,洪在地,等.国内外废旧冰箱回收处理技术的进展[J].家电科技,2004(9):57-60.
Huang Jiale,Zhu Junshan,Hong Zaidi,et al.The Development of Worn-out Refrigerator Recovery Technology[J].Science Technology,2004(9):57-60.
[9]李辉.废旧冰箱回收处理系统及回收经济性研究[D].合肥:合肥工业大学,2007.
[10]陈鼎,陈振华.机械力化学[M].北京:化学工业出版社,2008.
[11]王希卓,连永祥,毛峰.固相剪切粉碎技术研究进展[J].中国粉体技术,2008,14(4):59-61.
Wang Xizhuo,Lian Yongxiang,Mao Feng.Study Progress of Solid State Shear Pulverization Technology[J].China Powder Science and Technology,2008,14(4):59-61.
[12]卢灿辉,张新星,梁梅.难回收废弃交联高分子材料再生利用新技术[J].国外塑料,2008,26(2):66-69.
Lu Canhui,Zhang Xinxing,Liang Mei.The New Recycling Technology of Waste Crosslinked Polymer Material That is Difficult to Recycle[J].World Plastics,2008,26(2):66-69.
[13]马成良,张海军,李素平.现代试验设计优化方法及应用[M].郑州:郑州大学出版社,2007.
[14]邱轶兵.试验设计与数据处理[M].合肥:中国科学技术大学出版社,2008.
[15]唐宇,戴一帆,彭小强.磁流变抛光工艺参数优化研究[J].中国机械工程,2006,17(2):324-327.
Tang Yu,Dai Yifan,Peng Xiaoqiang.Study on Optimizing the Processing Parameters for Magnetorheological Finishing[J].China Mechanical Engineering,2006,17(2):324-327.
