铁路货车轴承单工位三点注脂机
2013-07-21曲圣贤何春燕姚成良马文田琳
曲圣贤,何春燕,姚成良,马文,田琳
(瓦房店轴承集团有限责任公司 工程技术研究中心,辽宁 瓦房店 116300)
353130B铁路货车轴承采用脂润滑,原注脂工艺是从轴承中隔圈处,通过注脂压力将润滑脂注入轴承滚道。由于轴承内部结构及阻力的影响,注脂后润滑脂在滚道处分布不均,中隔圈及间隙处润滑脂多,而两端滚道处较少,常出现滚道缺脂现象。鉴于此,铁道部2006年下发运装货车[2006]21号文件,规定了《铁路货车353130B紧凑型轴承注脂技术条件》,要求注脂总量为(245±20)g,并要求在轴承中隔圈及两端处分别注脂(三点注脂)。据此开发设计了铁路货车轴承单工位三点注脂机,以有效解决注脂问题。
1 注脂机结构组成
三点注脂机结构如图1所示,主要由机架、电子秤、注脂泵、上注脂头、下注脂头(含中间注脂头)、分配器和定量阀等部件组成。
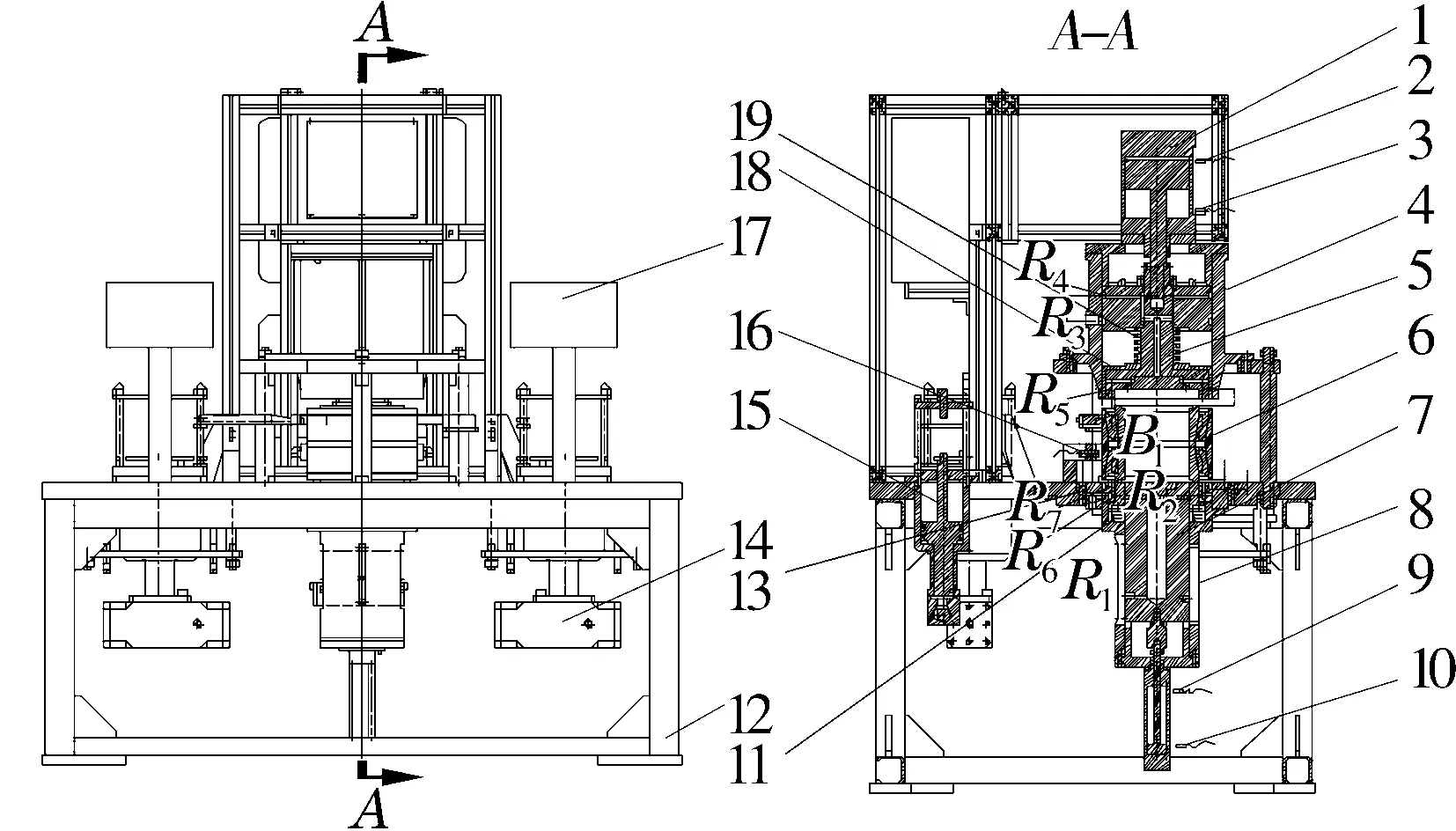
1—气缸; 2—上位接近开关;3—下位接近开关;4—上注脂头;5—动体;6—轴承;7—中间注脂头;8—下注脂头;9—上位开关;10—下位开关;11—下弹簧;12—机体;13—弹簧座;14—分配器;15—定量阀 ;16—定位开关;17—电子秤显示器;18—弹簧座套;19—上弹簧
注脂泵独立放置在注脂机外,通过油管与主机连接,长期、间歇性地给定量阀充脂,以保证注脂工序的持续性;注脂分配器用于充脂和注脂的切换;定量阀兼顾定量充脂和注脂的双重功能;注脂头前端部位设有注脂孔,直接与轴承接触,因此,注脂头结构尺寸要与轴承相适应,以保证注脂时的密封性和准确性。
2 工作原理及主要结构部件
单工位三点注脂机对轴承一次定位即可完成注脂,整个过程为气动控制、半自动方式。注脂机采用触摸屏显示单元,界面设置灵活,人机对话方便;具有注脂量超标声光报警及注脂前、后质量显示和计数功能。
在通电、通气状态下,注脂泵处于工作待机状态,分配器封闭且定量阀处于注脂结束状态。工作时,轴承放置在注脂工位后,触发定位开关,分配器在气控作用下换向,使分配器阀芯(图2)切换到充脂位置,注脂泵开始为定量阀充脂。当定量阀阀杆顶靠到限位挡块,同时触发上位接近开关后,分配器阀芯马上换向,切换到注脂位置。这时上注脂头内的动体在气缸的作用下开始推动轴承下移,使下注脂头内弹簧缩进,当上注脂头内的动体移动到位,触发下位接近开关,定量阀阀杆就在气压作用下反向移动,将定量阀内的油脂通过管道及注脂头内部的通道挤压入轴承,完成一个工作循环,整个过程用时23 s。
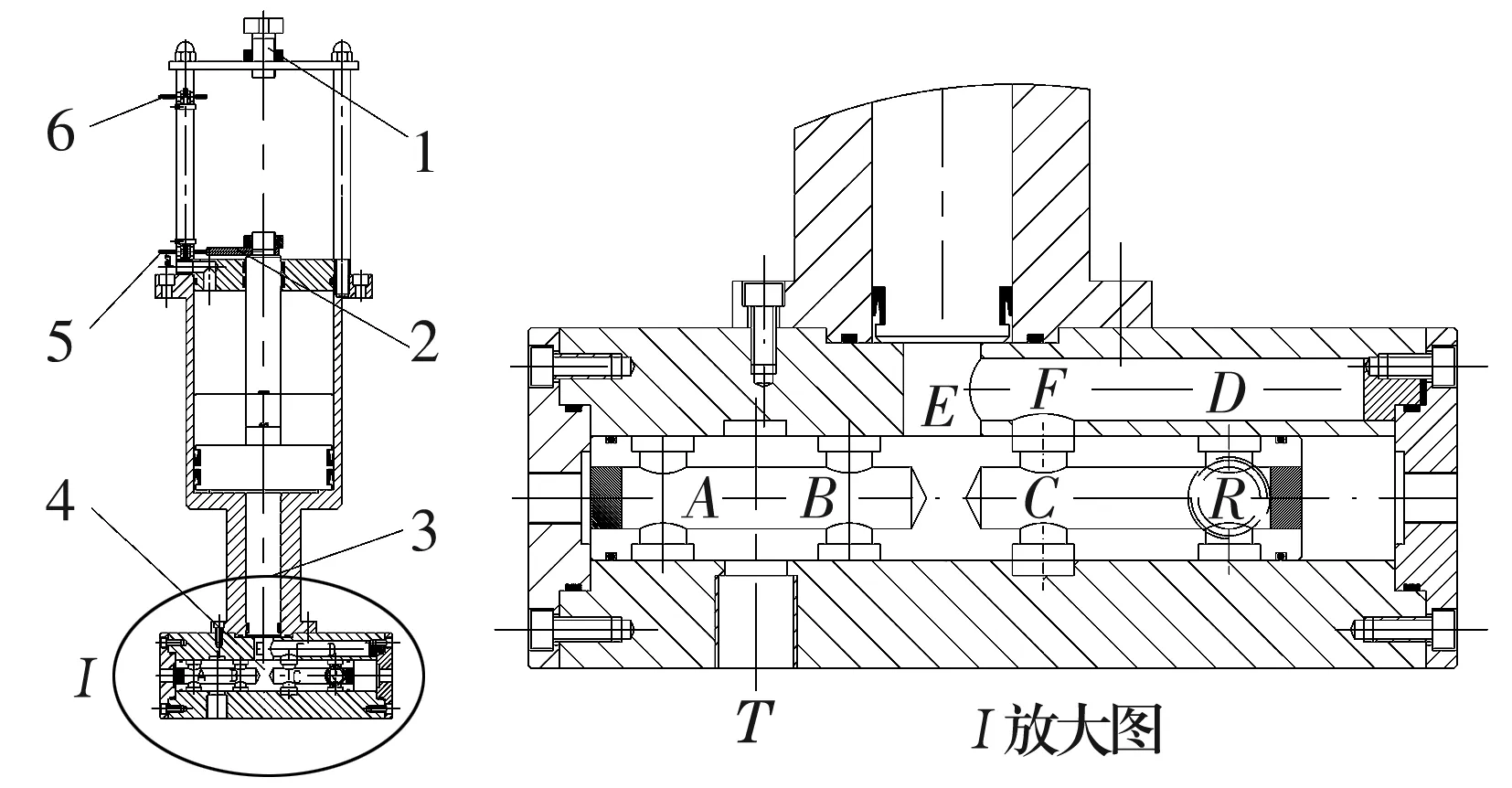
1—限位挡块; 2—触铁;3—定量阀阀杆;4—分配器阀芯;5—下位接近开关;6—上位接近开关
2.1 分配器、定量注脂阀
分配器相当于一个开关阀,分配器阀芯在左端时为注脂状态,在右端时为充脂状态。T口连接注脂泵,R口连接注脂头通道。开始时分配器阀芯处于左端位置,当接到指令后,阀芯在气压的作用下被推到右端位置,这时,A口接T口,B口接E口,C,D,F,R口处于封闭状态。此时,润滑脂在注脂泵的压力下,通过T→A→B→E口作用于定量注脂阀阀杆的底部,使阀杆逐渐升起,直到定量注脂阀阀杆上的触铁感应上位接近开关后,完成充脂动作。分配器阀芯重新回到原始位置,T,A,B,E口处于封闭状态,E,F,C,R口处于开通状态。当接到注脂指令后,定量阀内的脂就依次通过E→F→C→R口和连接管进入各注脂头,压注到轴承各部位中,完成注脂过程。
2.2 注脂头
注脂头是整个注脂机的核心部件,决定着注脂质量。上、下注脂头是2个独立体,工作时又是不可分割的整体(图3)。中间注脂头隐藏在下注脂头中。
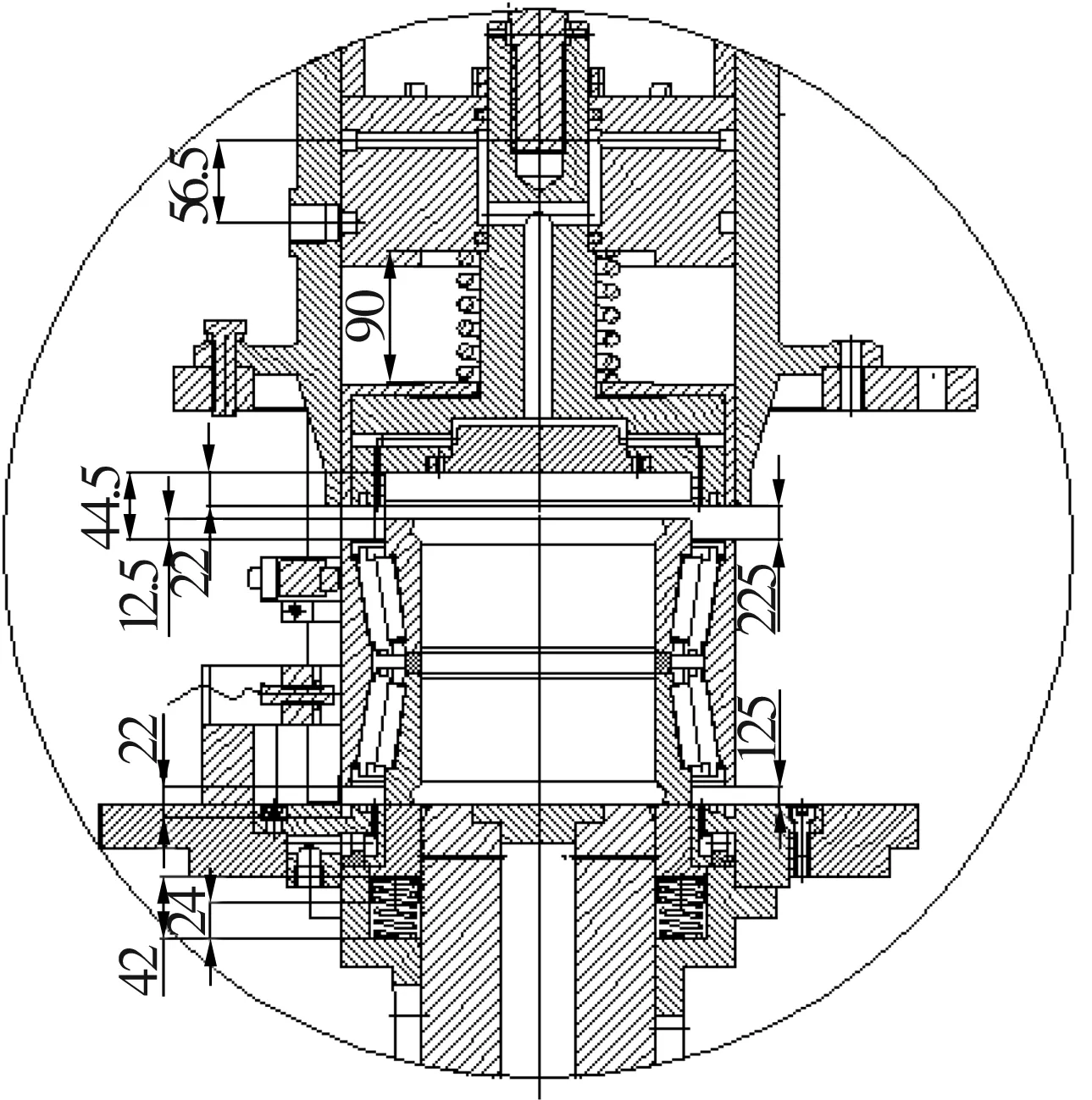
图3 上、下注脂头结构
当接到注脂指令时,下注脂头内的中间注脂头在气缸的推动下向上移,R2口对接B1口,同时气缸内的磁环和上位开关感应,发出中间注脂信号,定量注脂阀阀杆推动润滑脂通过E→F→C→R→R1→R2通道经B1缝隙压注到轴承中位处。同时定量注脂阀阀杆上的触铁感应下位接近开关(图2),上注脂头内的动体下移,在弹簧的作用下,弹簧座套、轴承随动体一起下移,通过圆锥滚子、轴承内圈压缩弹簧座,直到外圈受阻而停止(弹簧座套、弹簧座对轴承端面起密封作用)。此时,R4口对接R3口,油脂通过另两组分配器、定量阀相应的E→F→C→R→R3→R4→R5通道和下注脂头的E→F→C→R→R6→R7通道被压注到轴承的上、下滚道内。注脂完成后,气缸带动上注脂头内的动体、弹簧座套一起上移,此时由于对轴承的作用力已撤掉,下弹簧通过弹簧座将轴承慢慢顶起,恢复到初始位置,完成一个工作循环。
2.3 弹簧
弹簧的设计应满足:(1)气缸在下移到终点过程中的推力必须大于上、下注脂头内弹簧被压缩时的合力;(2)下弹簧初装压缩时作用力必须大于轴承的重力。
已知气缸内径D=160 mm,设气压为0.5 MPa,则气缸推力为
F推=1/4×162π×5=10 048 (N)。
(1)
对于上弹簧[1],取弹簧钢丝直径d上=10 mm,弹簧中径d1上=100 mm,弹簧节距t上=40.7 mm,总圈数n1上=4.5,有效圈数n上=2.5。计算得,弹簧自由高度H自由上=116.75 mm,压并高度H压并上=40 mm,设弹簧初装高度为90 mm,如图3所示,对应压缩量为26.75 mm,工作过程压缩量为44.5-22.5=12 mm(由结构设计确定),则弹簧总压缩量H上=26.75+12=38.75 mm,其弹性力为[2]
(2)
对于下弹簧[1],取弹簧钢丝直径d下=3 mm,弹簧中径d1下=25 mm,弹簧节距t下=7.87 mm,总圈数n1下=6.5,有效圈数n下=5。 计算得,弹簧自由高度H自由下=47.785 mm,压并高度H压并下=18 mm,设弹簧初装高度为42 mm,如图3所示,对应压缩量为5.785 mm,工作过程压缩量为22 mm(由结构设计确定),则弹簧总压缩量H下=5.785+22=27.785 mm,其弹性力为
(3)
12根弹簧总弹性力为3 392 N,因此,气缸所要克服的总弹性力为F38.75+12F27.785=4 912.9 N。由(1)式可知,气缸的推力为10 048 N,因此可满足设计要求。
弹簧压缩量在5.785时的弹性力[2]为

(4)
12根弹簧总弹性力为706 N,即保证轴承恢复原位的恢复力为706 N,大于轴承的重力646 N,可以保证轴承恢复到原位。
3 结束语
铁路货车轴承单工位三点注脂机注脂到位好、注脂量分配准确,保持架、滚子、滚道三者之间脂量充分,外储量少,注后清洁。而且,可根据要求调整定量阀的充脂行程,方便调整双列滚道及中隔圈处注脂量的分配。经铁道部行检,一次性通过验收。经生产验证,可在本行业推广使用。
