卷边防尘盖装配常见问题分析及解决方法
2013-07-20左传伟
左传伟
(浙江五洲新春集团,浙江 新昌 312500)
1 卷边防尘盖装配原理
深沟球轴承防尘盖通常采用卷边设计,在装配时利用装配模的角度产生径向分力Fr和轴向分力Fa。径向分力使卷边紧贴防尘槽,轴向分力迫使卷边高度变小,变形的这部分材料紧贴外圈防尘槽口径进入防尘槽,从而使防尘盖被装压在外圈防尘槽中,防尘盖装配如图1所示。

图1 防尘盖装配示意图
2 装配常见问题
2.1 防尘盖凹面卡壳
防尘盖卡壳是指防尘盖在装配过程中受压变形,导致折边与内圈防尘槽之间出现干涉[1],如图2所示。
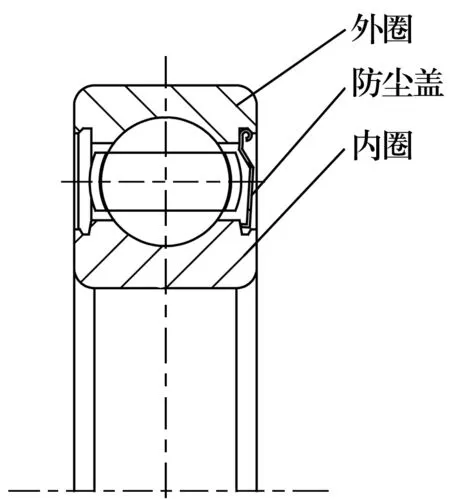
图2 防尘盖卡壳示意图
2.1.1 产生原因
(1)防尘盖本身的平面度差;
(2)采用气动冲床时,所选的压力延时太长;
(3)在冲压时防尘盖高度减小,模具的D1尺寸与防尘盖斜坡发生干涉(图3);

图3 D1与DF2关系示意图
(4)冲模的深度h偏浅,冲压过程中模具压到防尘盖整个平面上(图4)。

图4 冲压模具
2.1.2 解决方法
(1)进厂时检验防尘盖平面度,严防使用变形的防尘盖进行装配;
(2)根据装配情况,将压力延时调短至0.5 s左右;
(3)增大防尘盖冲模D1尺寸,在设计及制造防尘盖冲模时必须满足D1≥DF2+0.2,
(4)增大模具的深度h,使其满足h≥H-S+1。其中,DF2为防尘盖卷边后拐点处直径;H为防尘盖总高;S为防尘盖板厚[2]。防尘盖尺寸如图5所示,图中DF为防尘盖公称外径。

图5 防尘盖尺寸示意图
2.2 防尘盖打转
防尘盖打转是指防尘盖与外圈之间配合不紧,稍微用力将会使防尘盖与外圈之间产生相对转动。
2.2.1 产生原因
(1)轴承外圈防尘槽口径D3和底径D4在热处理时变形胀大,与防尘盖间的间隙过大(图6);

图6 外圈防尘槽示意图
(2)防尘槽宽度b超差。
2.2.2 解决方法
(1)根据热处理变形胀大量,设计时采用反变形技术适当的减小防尘槽尺寸[3],防尘槽口径减小量见表1;
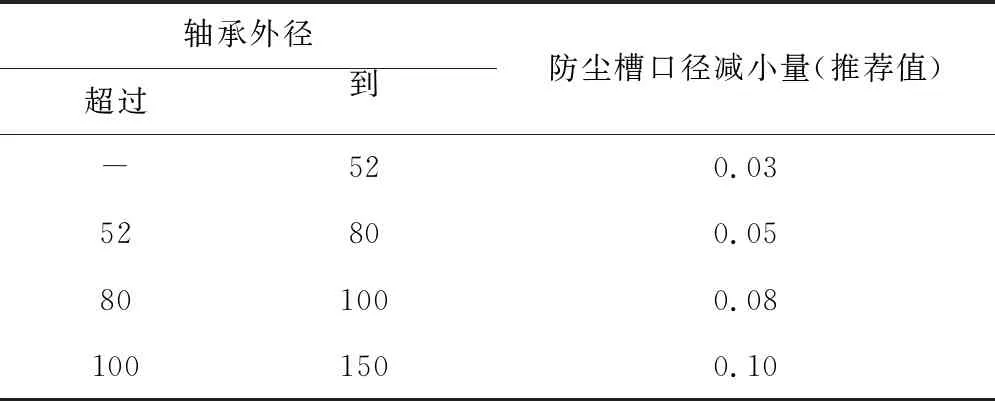
表1 热处理后外圈防尘槽允许的尺寸减小量 mm
(2)车加工采用圆盘形成形刀加工防尘槽,对防尘槽宽度b进行控制,确保其在设计公差范围内。
2.3 外径圆度超差
2.3.1 产生原因
(1)由于防尘槽在热处理过程中存在变形,导致防尘盖冲压后外径圆度超差[4];
(2)防尘盖在冲压过程中所用压力过大。
2.3.2 解决方法
(1)增加防尘盖卷边开口的数量,在标准设计的基础上再增加2~3个,或将防尘盖小开口改为大开口,以减少防尘槽圆度在冲压防尘盖过程中对外径的影响(图7);

图7 防尘盖开口示意图
(2)冲压时采用使防尘盖不打转的最小压力,机械式冲床可采用调整行程来控制,气动冲床可采用减小压力延时来控制,一般采用0.5~1 s的压力延时。
3 结束语
深沟球轴承的卷边防尘盖压装问题一直是轴承制造业的一大难题。通过以上问题分析及解决办法,可以有效进行改善。以6208-ZZ为例,原合格率为79%左右,而采取改进措施后合格率达到98%以上。
