纺制66.7dtex/18f有光细旦粘胶长丝
2013-07-18李月平
李月平
(保定天鹅股份有限公司 河北保定 071051)
近年来,根据市场需求变化,粘胶长丝品种向超细仿真和超粗旦丝两个方向急速发展,仿真细旦粘胶长丝由于其单丝纤细,其织物质地非常细腻滑爽,手感柔软度高,性能接近真丝,是真丝的理想替代品。
根据用户需求,保定天鹅股份有限公司(以下简称我公司)在现有的工艺条件和设备基础上开发了66.7dtex/18F有光细旦粘胶长丝,为目前国内半连续粘胶长丝纤度较细的品种之一。经公司质量检验中心检测,其各项物理机械性能指标和染化性能均能达到GB/T13758—2008优一等品标准,现已批量生产。
1 工艺条件和设备
1.1 工艺条件
(1)粘胶
熟成度:8.3~8.6mL(10%NH4Cl值)
粘 度:36±3s(落球法)
α-纤维素:8.27±0.05%
碱含量:5.80±0.05%
(2)酸浴
温 度:52±0.7℃
比 重:1.270±0.004
硫酸钠:260±10g/L
硫酸锌:11.5±0.4g/L
硫 酸:132±0.7g/L
(3)纺丝
产品规格: 66.7dtex/18f
纺速: 71.7m/min
喷丝头材质: 钽材
喷丝头孔径: 0.08mm
单丝纤度: 3.7 dtex
计量泵打胶量:0.831 mL/r
浸浴长度: 355mm
丝上浴长度: 450mm
凝固辊绕丝圈数:24±2圈
凝固辊丝距: 7.4—8.2mm
去酸辊绕丝圈数:65±5圈
去酸辊丝距: 7.4—8.2mm
去酸水流量: 70±10 mL/min
去酸水温度: 35±1℃
牵伸率: 25%
离心罐转速: 8000 r/min
丝饼卷绕丝夹角:12°
落丝时间: 15h
试泵标准: 96±1 mL/150r
(4)后处理
脱硫:时间132min,浓度5.4±0.2g/L,温度65±1℃
酸洗:时间48min,浓度4.8±0.2g/L,温度32±1℃
上油:时间 60min,浓度 2.0±0.2g/L,温度40±1℃
(5)加工
丝饼回潮时间:32h
络筒速度:150m/min
筒子重量:1.72kg/筒
1.2 生产设备
常规粘胶制备设备;H.K.Z2005/l型半连续离心式纺丝机;常规后处理和加工设备。
2 生产状况分析
2.1 纺丝可纺性
升车后,66.7dtex/18F有光粘胶长丝纺丝可纺性基本稳定,但前部甩胶块、缠辊相对较多,后部并丝断头多,经加强机台操作和适当放宽前后部丝距后,以上问题得到明显缓解。由此,我们所确定纺制66.7dtex/18F有光粘胶长丝的工艺条件是可行的。纺丝可纺性是衡量纺丝稳定性的重要标志,是工艺合理与否的重要体现。其主要量化指标是日非计划换头率。该品种平均日非计划换头率为2.4%,纺丝可纺性良好。

表1
2.2 物理机械性能指标和染化指标
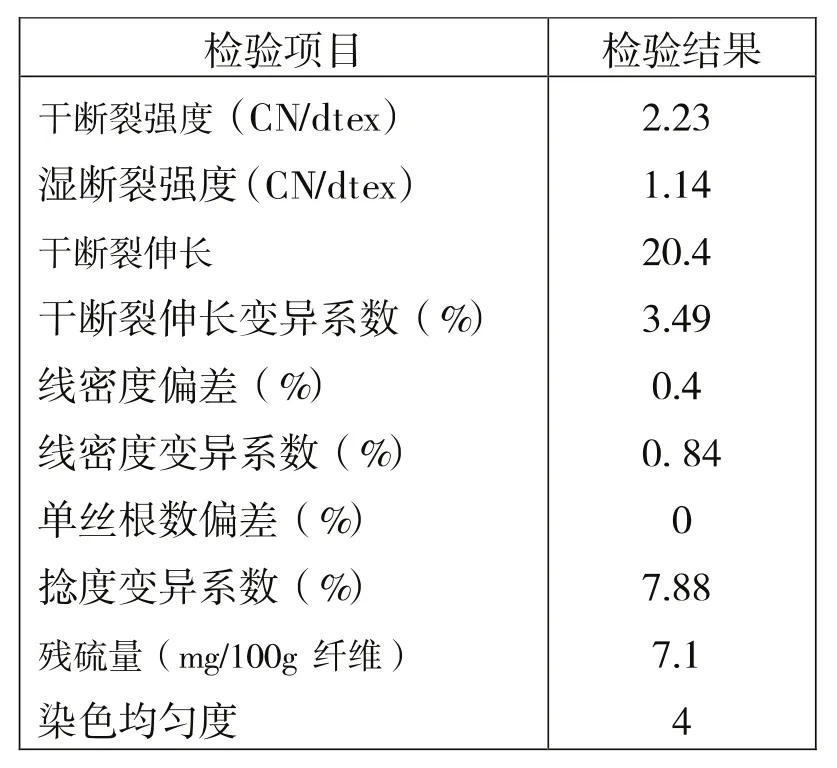
表2
粘胶长丝的物化指标是生产技术水平的综合反映,是评定粘胶长丝内在品质的重要依据及试验结果的主要标志。从表2中可以看出:66.7dtex/18F有光粘胶长丝物理机械性能和染化性能均达到GB/T13758—2008标准中优一等品指标。
2.3 .成品丝外观质量
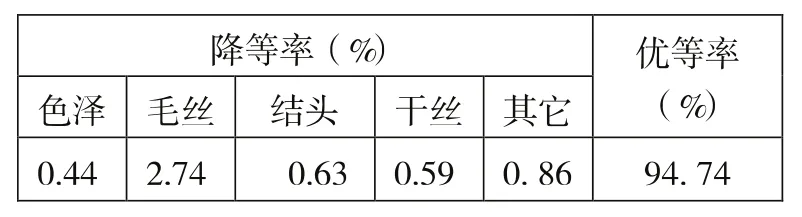
表3
66.7 dtex/18F有光粘胶长丝成筒外观质量较好,优一等品率接近常规品种。
3 主要技术关键
3.1 喷丝头制做的精度及使用过程的清洗处理都要达到较高的水准,最好使用铂金喷头;喷丝孔孔径要保证喷丝头具有合理抽伸值,使粘胶具有较好的抽丝性能,最好保证为适度正抽伸。
3.2 调整纺丝机机头齿轮,保证丝条纤度的稳定,适当降低纺速,采用低牵伸,减少摩擦阻力。
3.3 进一步改善粘胶质量,增加粘胶过滤布层次,提高粘胶纯度,以保证粘胶具有良好的纺丝效果。
3.4 要求酸浴各组份浓度均匀稳定,提高凝固浴清洁度,酸浴循环量不易过大,机头机尾进酸保持平流。
3.5 成筒时,适当降低丝条卷绕速度和卷绕张力。
4 纺制过程中存在的问题
4.1 在纺制66.7dtex/18F有光粘胶长丝初期,前部缠辊、甩胶块,后部去酸辊并丝、断头现象严重,我们及时优化设备结构,调节凝固辊、去酸辊丝条圈数,圈数分别控制在20-24圈、60-70圈,有效控制了以上问题。
4.2 在纺制66.7dtex/18F有光粘胶长丝初期,干丝降等较高,我们采取了加换喷头等措施,并在条件允许的情况下,逐步将钽材喷头更换为铂金喷头,使其干丝降等明显下降。我们经过现场跟踪和切片分析,认为此品种换喷头周期定为10天左右较为适宜。◆
