宏指令控制的多轴系统研究及实现
2019-08-12陈龙灿
陈龙灿
摘 要: 目前工业现场控制中,大部分伺服控制系统都是通过运动控制器与伺服驱动器通信,如果现场需要根据加工情况临时修改伺服系统参数,就显得不便。为解决这一问题,介绍一种基于触摸屏的宏指令实现对工业现场多轴伺服系统的读取与设定,采用Modbus RTU协议与RS 485的通信方式,实现对多轴系统进行同时的读写操作,对威纶触摸屏的Modbus RTU通信功能以及松下伺服驱动器的通信功能进行了较详细的介绍,并给出一种基于威纶触摸屏宏指令实现的多轴控制系统。文中介绍了系统的详细设计方案和过程,可为同类系统的设计及应用提供借鉴和参考。
关键词: 多轴系统控制; 触摸屏; 控制指令; 伺服驱动器; 伺服系统; 系统设计
中图分类号: TN820.3?34; TP273+.1 文献标识码: A 文章编号: 1004?373X(2019)15?0097?04
Research and implementation of multi?axis system controlled with macro instruction
CHEN Longcan
(College of Mobile Telecommunications, Chongqing University of Posts and Telecom, Chongqing 401520, China)
Abstract: In the current industrial field control, most of the servo control systems communicate with the servo driver through motion controller, and if the field needs to modify the servo system parameters according to the processing conditions, it is inconvenient to solve this problem. In order to solve this problem, a kind of macro instruction based on touch screen is introduced to realize the read and setting of the multi?axis servo system in the industrial site. The communication modes of Modbus RTU protocol and RS 485 are used to realize the reading and writing operation of the multi?axis system at the same time. The Modbus RTU communication function of the polypropylene touch screen and the communication function of the Panasonic servo driver are introduced in detail. A multi?axis control system implemented on the basis of polypropylene touch screen macro instruction is presented. The detailed design scheme and process of the system are introduced, which can also provide a reference for the design and application of similar systems.
Keywords: multi?axis system control; touch screen; control instruction; servo driver; servo system; system design
0 引 言
伺服系统是实现智能制造的重要组成部分,也是实现“中国制造2025”的基础,是智能制造行业中实现精确定位、精准运动、精准控制的必要途径。伺服系统的任务是让控制系统中的执行元件按照设定值能够准确的进行位置、速度、转矩等的跟随,要实现这一功能就离不开伺服驱动器通过速度环、位置环、转矩环等的控制。在现代控制过程中,工业现场一般都是经由控制器(单片机、PLC、专用伺服控制器等)输出信号作用于伺服驱动器,然后改变伺服驱动器的参数或执行相应的命令。本文实现了基于RS 485通信下的威纶触摸屏直接控制多个松下伺服驱动器参数的读取与写入,从而大大节省了控制器的输入输出点,提高了控制器对驱动器的数据传输效率。
1 松下伺服驱动器基于RS 485的连接与通信关系
以松下A5/A5Ⅱ为例说明,用RS 485通信连接1台主机(触摸屏)和多台伺服驱动器,其中默认主机地址为0。因此,其他伺服驱动器的Pr5.31设定为1~31的数值,如果连接多轴系统时,设定轴转换的时间间隔在50 ms以上,通过Pr5.30设定RS 485通信波特率,其连接示意图如图1所示。
图1 RS 485通信连接示意图
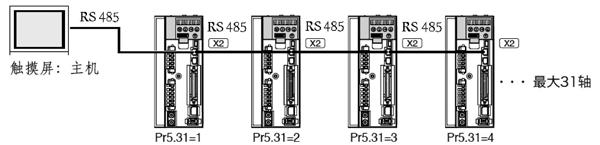
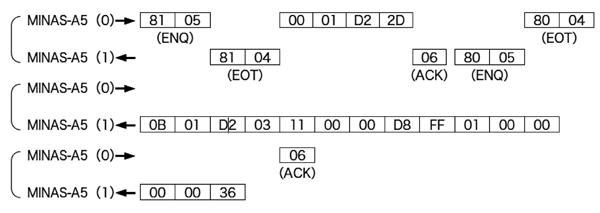
图2 绝对式数据接收示例
2 威纶触摸屏数据传输流程
利用威纶触摸屏的宏指令接收来自松下伺服驱动器的当前状态信息,基本工作原理如下:当伺服驱动器在驱动伺服电机执行加工运转时,伺服驱动器中的转速、位置、转矩等全闭环中的参数信息均可通过RS 485通信传输回触摸屏。有关威纶触摸屏宏程序的外部输入输出指令和变量可查阅触摸屏相关型号的使用手册。
利用触摸屏的宏指令模块进行通信程序的编写,根据现场加工需求可以对松下伺服驱动器的参数进行实时修改,以符合实际加工的需求,同时为实现加工信息的及时修正,伺服驱动器执行相应闭环参数时,将按照最新的伺服参数进行加工和生产,同时将加工信息返回触摸屏,对传输回的数据进行接收、数据转换、变量保存和触摸屏显示等。
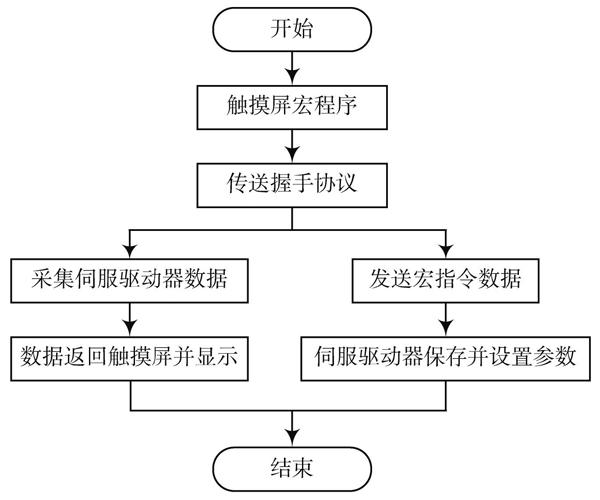
为实现加工信息的实时有效采集,触摸屏在宏指令的作用下必须完成的功能有:在触摸屏中编写用户宏指令、HMI上连接具体的宏程序段,给伺服驱动器发送数据信息、实时监听通信端口、接收伺服驱动器数据、处理并显示信息、保存数据以供用户查询。实现对伺服驱动器参数采集和设定的工作流程如图3所示。
3 宏指令编程实现方法
宏指令为用户提供了应用程序之外所需的附加功能。在触摸屏界面运行时,宏指令可以自动(或有条件)执行这些命令。它可以担负执行如复杂的运算、字符串处理、数据处理和用户与工程之间的交流等功能。宏指令OUTPORT以如下格式进行数据发送:OUTPORT(source[start],device_设备名称,date_count);INPORT以如下格式进行数据的采集: INPORT(read_date[start],device_设备名称,read_count,return_ value)。用以上指令发送和接收伺服驅动器的数据,例如位置误差值和转矩当前值、速度值等系统变量是自动控制和通用程序开发的基础。
图3 触摸屏与伺服驱动器参数读写流程
要实现威纶触摸屏与伺服驱动器之间的Modbus RTU协议的数据通信,需要在威纶触摸屏中进行系统基本参数设置。基本参数设置包含:地址类型、接口类型、通信协议。新建宏程序后,主程序主要完成系统的初始化、各子程序的调用等。初始化工作主要包括各通信端口的初始化、Modbus RTU通信协议的初始化。其中,Modbus RTU通信协议的初始化包括波特率、通信位数、奇偶校验等参数设置。Modbus RTU通信程序主要负责Modbus RTU协议数据通信传输。该通信程序以Modbus RTU通信协议为核心基础,结合松下伺服驱动器自身具体的通信协议来传输相关数据信息。
Modbus传输数据是一帧一帧的传输,因此,保证传输数据的准确性成为关键问题,数据帧的校验就显得很必要。当威纶触摸屏接收到松下伺服驱动器发送的应答数据帧后,可以对接收到的数据报文生成CRC校验值进行数据准确性校验,本例中采用求和减1后取反进行有效值的校验,然后比较生成的CRC校验值(例如程序中的OXDA)与收到数据报文中的CRC值是否一致。如果接收到的数据是一致的,说明接收到的数据报文是准确的。如果不相同,说明接收到的数据不正确,等待驱动器发送下轮应答数据帧再次进行校验。来自触摸屏元件设置参数发送及校验程序如下:
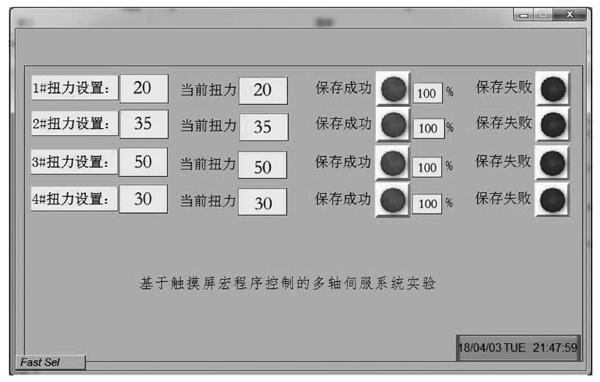
采用触摸屏编写宏程序的方法,通过Modbus RTU协议的数据通信进行设置和显示伺服系统加工轴的状态是简单可行的, 能够解决绝大多数伺服系统数据的采集与现场实时修订,经过分析后,通过软件界面提示给企业管理者或现场操作人员,实验效果如图4所示。
图4 执行效果展示
4 结 语
本文提出一种基于触摸屏的宏指令实现对工业现场多轴伺服系统的读取与设定。通过触摸屏可以对采集到的数据进行存储和显示,使企业管理者和现场管理人员可以查看和掌握当前伺服加工轴的状态。通过对现场生产加工状态的采集与处理,可提高管理者和决策者对生产现场的掌控,这将有助于提高现场生产、加工效率及质量,提升企业的竞争力。
参考文献
[1] 李年锁,颜罡,郭彦每.基于Modbus协议的RS 485总线通信在内电混合工程车中的设计及实现[J].电力机车与城轨车辆,2017,40(3):44?47.
LI Niansuo, YAN Gang, GUO Yanmei. Design and implementation of RS 485 bus communication based on Modbus protocol in an electric hybrid engineering vehicle [J]. Electric locomotives & mass transit vehicles, 2017, 40(3): 44?47.
[2] 张利民,邹益民.基于Modbus协议的威纶触摸屏语音播报功能扩展[J].自动化与仪器仪表,2016(9):38?40.
ZHANG Limin, ZOU Yimin. MODBUS protocol weinview touch screen voice broadcast function based on extension [J]. Automation & instrumentation, 2016(9): 38?40.
[3] 商德勇,杨壘,杜少庆.基于ADAMS宏命令的薄煤层工作面巡检机器人建模与仿真[J].机床与液压,2017,45(15):20?22.
SHANG Deyong, YANG Lei, DU Shaoqing. Modeling and si?mulation of inspection robot for thin seam face based on ADAMS macro command [J]. Machine tool & hydraulics, 2017, 45(15): 20?22.
[4] 鲁淑叶.数控铣削孔口倒角宏指令的开发[J].现代制造工程,2017,14(3):83?87.
LU Shuye. Development of macro instruction for NC milling hole chamfering [J]. Modern manufacturing engineering, 2017, 14(3): 83?87.
[5] 陈泽,胡明勇.基于ZPL宏指令的大口径反射式平行光管设计[J].量子电子学报,2017,34(1):9?14.
CHEN Ze, HU Mingyong. Design of large aperture reflector collimator based on ZPL macroinstruction [J]. Chinese journal of quantum electronics, 2017, 34(1): 9?14.
[6] 张玉鹏,温蜜.针对Modbus协议的双重认证算法设计[J].计算机工程与应用,2018(20):93?98.
ZHANG Yupeng, WEN Mi. Design of dual authentication algorithm for Modbus protocol [J]. Computer engineering and applications, 2018(20): 93?98.
[7] 武晓华.基于宏程序华中数控车切槽循环指令开发研究[J].装备制造技术,2014(4):226?227.
WU Xiaohua. Research and development of Huazhong CNC turning groove instruction based on macro program [J]. Equipment manufacturing technology, 2014(4): 226?227.
[8] 林瑶瑶,仲崇权.伺服驱动器转速控制技术[J].电气传动,2014(3):21?26.
LIN Yaoyao, ZHONG Chongquan. Speed control technology of servo driver [J]. Electric drive, 2014(3): 21?26.
[9] 咸明辉.伺服驱动器EtherCAT网络控制设计与实现[D].武汉:华中科技大学,2016.
XIAN Minghui. Design and implementation of EtherCAT network control for servo drive [D]. Wuhan: Huazhong University of Science and Technology, 2016.
[10] YANG Juqing, WANG Dayong, ZHOU Weihu. Precision laser tracking servo control system for moving target position measurement [J]. Optik, 2017, 131: 994?1002.