基于Pro/E 5.0软件的截割头设计*
2013-06-28宋金标李秀芳孙方相陈茂鲁
宋金标,李秀芳,李 琳,孙方相,陈茂鲁
(1.兖矿集团机电设备制造厂,山东 济宁 273500;2.山东彩桥驾驶室有限公司,山东 济宁 272073;3.山东青能动力股份有限公司,山东 潍坊 262500)
1 引言
截割头是掘进机的工作机构,它决定着掘进机的截割性能,而截齿的损坏是截割头失效的根本原因,其表现形式主要有磨损、丢失、崩刃以及合金头脱落[1]。因此对截齿进行科学合理的定位是提高掘进机截割性能的关键技术。截割头上截齿的空间位置是由截齿座确定的,一般来说其定位参数主要由轴间距、截割半径、圆周角、倒角、转角和截割角组成,合理的截齿排列参数能使截割比能耗较小,又不使截割阻力过大,同时又为截齿的强度所容许[2]。纵轴式掘进机截割头的截齿数量在30~60个之间,且每个截齿的定位参数都不一样,这就需要在设计时对这些定位参数进行统一控制,以便于对截割头进行载荷计算时提取相关数据。
2 建立截割头体模型
根据破煤理论计算出截割头体的长度和直径,参照截割部的结构尺寸确定截割头体的形状为圆锥台形,根据整机的上下左右摆动角度计算出锥角为15°。新建零件prt1,用“插入”菜单中的“旋转”命令做出截割头体的三维模型。
3 截齿排布
截齿排布是决定截割头性能的关键因素,其排列比较复杂,先来分析截齿的定位过程。
(1)在截割头体上建立圆柱坐标系,先确定某一截齿齿尖A的位置,截割半径为R轴坐标,圆周角为θ轴坐标,轴间距为Z轴坐标。
(2)确定倒角平面 做出截齿齿尖A点绕Z轴运动轨迹的切线L0,再做出平面F1,使其垂直于Z轴并且经过A点,在平面F1内做出直线L1,使之与L0的夹角为截割角(暂定为45°)。将平面F1沿切线L0旋转α°(倒角),即可得到倒角平面F2,如图1所示。

图1 倒角平面
(3)确定转角平面 在平面F2内做经过点A且与Z轴相交的直线L2,将倒角平面F2沿直线L2旋转β度,即可得出转角平面F3,如图2所示。

图2 转角平面
直线L1随平面F1旋转到平面F3得到的直线L1'就是截齿的中心轴线,加上截齿齿尖和A点重合,就可准确定位截齿了位置。转角平面F3实际上就是截齿座的对称面,这样截齿座的位置也可确定。
按照上述过程建立零件prt2,做出上述点、线、面,作为骨架模型的原始模型。利用“工具”-“族表”命令,将截割半径R、轴间距Z、圆周角θ、倒角α、转角β、截割角γ这6个参数设为变量,然后添加45个截齿实例,分别输入相对应的参数值,使截齿齿尖沿3条螺旋线均匀分布。
新建组件asm1,执行“元件创建”命令,选择“骨架模型”,创建方法选择复制自prt2,依次将第1~45个实例以骨架模型的形式装配进来。
新建零件prt3,建立截齿的三维模型。按照截齿齿尖和骨架模型中的A点重合,中心轴线和直线L1'重合的原则,在asm1中装入第1~45号截齿。然后装入所有截齿座,根据实际装配效果在prt2的族表中调整α、β等参数,以保证截齿座和截割头体的焊接空间,建好之后的模型如图3所示。
4 载荷计算
装配好截齿座和截齿后可利用载荷计算软件对所设计的截割头进行横摆和钻进工况下的受力分析。提取数据时打开文件prt2,利用“工具”-“族表”命令,提取出45个截齿的定位参数,粘贴到载荷计算软件中,并运行载荷计算程序,计算出3 s内截割功率和三向力载荷情况,根据载荷大小和功率波动情况判断设计方案能否满足使用要求。
5 导向板装配
装配导向板的功能是将截落的煤岩及时排出,以减少截割阻力,避免截割头被煤岩堵塞。为保证最佳排屑效果,导向板全部采用螺旋叶片的制作方法,在Pro/E 5.0环境中可使用“工具”-“螺旋扫描”-“伸出项”命令[3]。由于整体加工成型难度较大,所以改为分段制作后再进行焊接,这样在asm1中装配时需要手动调整导向板位置和尺寸参数,以保证整条导向板尽可能光滑。
6 喷嘴座装配
截割头设有18个喷嘴,来实现截割头的内喷雾功能。这些喷嘴的形式全部为液柱流型喷嘴,即线性喷嘴,可将水集中起来喷到截齿齿尖位置,不仅可将粉尘在第一时间内消除,而且还能够对截齿起到润滑作用。建立喷嘴座模型,将其按照设计好的位置装配至组件asm1中,装配时要保证喷嘴座的中心线经过截齿齿尖点,且和截齿中心线的夹角始终在55°~60°之间。
7 耐磨块的装配
截割头在使用过程中发现圆柱段上的截齿座和截割头体磨损较快,因此在截割头体圆柱端周圈及截齿座前面需要增加耐磨块。材料采用上海宝钢的BHARD360钢板,耐磨性为普通钢板的十倍以上。在Pro/E中装配时保证耐磨板分布的均匀性,可有效延长截割头的使用寿命。这样整个截割头体模型建立就完成了,整体效果如图4所示。
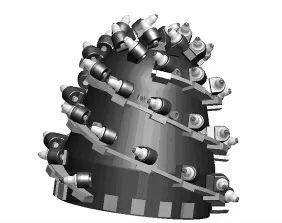
图4 截割头三维模型
8 结语
通过Pro/E软件对截割头进行三维建模,可直观地看出截齿和截齿座排列的合理性,保证截割头成品的导向板的光滑性,通过干涉检查防止出现焊接时截齿座相互干涉的情况,利用其骨架模型和族表功能对截齿排列参数进行统一控制,便于产品优化和载荷计算,为其他部件的强度计算提供了准确的理论依据。
[1] 李晓豁.掘进机截割的关键技术研究[M].北京:机械工业出版社,2008.
[2] 王启广,李炳文,黄嘉兴.采掘机械与支护设备[M].徐州:中国矿业大学出版社,2006.
[3] 徐建平,朱 萍,田秀霞.Pro/E产品设计案例教程[M].北京:航空工业出版社,2010.
