聚四氟乙烯板焊接方法的改进*
2013-06-28陈佩民杨文光孙克原
陈佩民,杨文光,孙克原
(南京肯特复合材料有限公司,江苏 南京 211162)
1 引言
随着世界工业技术的进步,尤其是航空航天、电子半导体、化工化学、环保工程、流体机械等工业快速发展,这些工业领域越来越离不开防腐材料。而今各种先进的防腐材料不断推陈出新,其中聚四氟乙烯(PTFE)素有“塑料王”美誉。以其优异的化学稳定性、耐高温和防腐蚀性、不粘性、优异的润滑性能等特性越来越受到人们的重视。PTFE作为一种特殊的防腐材料已经被许多工业领域所接受,但由于其分子是C-F形成的螺旋结构式,高度对称型无极性聚合物,所以非常稳定,表面能低,润湿性差,属于高惰性难粘材料,普通的胶粘剂难以直接粘接,因此人们通过研究试图将PTFE于PTFE牢牢粘接在一起,各种粘接技术也应运而生。如:化学处理法(如钠荼溶液处理粘接法,钠的液氨溶液处理粘接法)、放电处理法、辐射接枝聚合法、化学填料法等,无论哪种技术都是为了提高PTFE表面活性提高粘接度来解决PTFE与PTFE、PTFE与金属、PTFE与橡胶等材料的粘接[1-4]。但笔者发现使用此类技术在解决PTFE棒材或将一定厚度的2块PTFE板材相互粘接成为PTFE圆管时其粘接处拉伸强度都不达到原材料的力学性能的50%,效果很不理想,且粘接后粘缝不平整,不能满足环保、流体工程所要求的技术性能指标。为了进一步解决此类问题,可以使用焊接技术。目前塑料焊接的方法很多,如热板焊接、超声波焊接、激光焊接等,均是通过热塑性塑料受热熔融的特点,凭着热的作用,使2个塑料部件的表面同时熔融,在外力的作用下,使2个部件结为一体[5-6]。
笔者提供一种新型的PTFE板焊接技术,并且过对焊接过程中夹紧装置的改进和研究,使焊接后的焊缝强度、断裂伸长率不低于原板物理力学性能80%,并且外观平整,无裂纹。
2 新型焊接原理
从理论上讲,对两块PTFE板的对接区采用加热至一定温度使之熔融、然后对熔体加压到一定压力并保温保压一段时间使得两块的对接区融合在一起,再冷却即可完成对接焊的焊接(粘接)过程如图1所示。但是这种焊接方法的弊端在于焊接时熔体在垂直于对接缝并与PTFE板平行的方向上不能自由流动,则PTFE在融合过程中受到限制导致PTFE的体积可能会发生变化,从而导致对接缝(焊缝)处的物力学性能不能满足要求,焊缝不平整。笔者正是发现了这种问题,通过不断的研究改进,采用对相对接的2块PTFE板的对接区加热的同时对其加压,这样加热区的熔体能够在承受压力的条件下在垂直于对接缝并与PTFE板平行的方向上自由流动的加压方法如图2所示,解决了该问题,使得焊接后焊缝的物理力学性能不低于原板的80%,并且焊缝平整。本技术非常好的解决了PTFE与PTFE之间的粘接问题,将原来的有限尺寸产品通过焊接技术把产品做成无限大,完全满足环保以及防腐工程的需要。
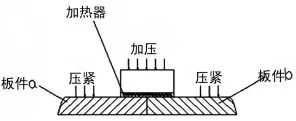
图1 普通焊接技术

图2 新型焊接方法
3 焊接过程中的创新装置
PTFE板具有优异的润滑性能,所以夹紧装置如何夹紧PTFE板也是个不容忽视的问题。普通的夹紧装置靠两块压板夹紧PTFE板。压板与润滑性能较好的PTFE板之间容易相对滑动;且夹紧装置夹紧PTFE板的夹紧区一般靠近PTFE板的对接区(加热区),由于热的传导,加热区的热量也会传导至夹紧区,导致夹紧区的PTFE板变软,在两块压板的初始夹紧力的作用下被夹紧的PTFE板会变薄,所以会出现初始状态被夹紧的PTFE板,随着加热区的加热,变软变薄从而压板不能继续夹紧PTFE板了。为此本文所采用的夹紧装置是在PTFE板上下两侧有相对的两块压板,在一块压板与PTFE板间设置弹簧,通过两块压板的相对移动压缩所述弹簧,使得PTFE板被弹簧夹紧在弹簧与另一块压板间如图3所示。
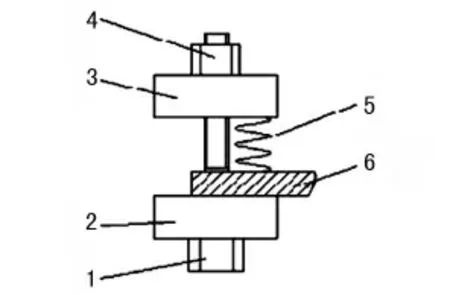
图3 新型夹紧装置
采用这样夹紧方法的效果:当夹紧区的PTFE板随着加热区的加热逐渐变软变薄时,由于热的传导,导致夹紧区的PTFE板也变软,此时被压缩的弹簧能够自动伸长,使得PTFE板仍能够被弹簧压紧,并对PTFE板的厚度变化进行补偿。
自行设计的夹紧装置与普通的夹紧装置有较大的差别。由各种原因导致当两块压板之间的距离有较小的变化时,夹紧装置的压簧能够自动伸长,而对其进行补偿,使得被夹紧的PTFE板不会被松开。尤其是在焊接时,由于夹紧装置夹紧PTFE板的夹紧区一般靠近PTFE板的对接区(加热区),由于热的传导,加热区的热量也会传导至夹紧区,导致夹紧区的PTFE板变软,这样在压簧的压紧下PTFE板会变薄,但是被压缩的弹簧能够自动伸长,从而对PTFE板的厚度变化进行补偿,使得PTFE板基本上仍能被弹簧压紧。
4 性能测试
PTFE焊接处质量的好坏一般取决于它的焊缝强度。检验焊缝强度的一个方法就是在焊接好的产品上裁切拉伸样条A如图5,焊线在拉伸试条的中心位置。在加热区的不同温度和不同焊接压力20、30、40、50 MPa下制得的产品上分别制取拉伸试条。同样,在原PTFE板上制取相同规格的拉伸样条,如图6。参照ASTM D-638板材对拉伸试条做拉伸实验来判断拉伸强度和伸长率,结果见表1所列。

图5 拉伸样条A

图6 拉伸样条
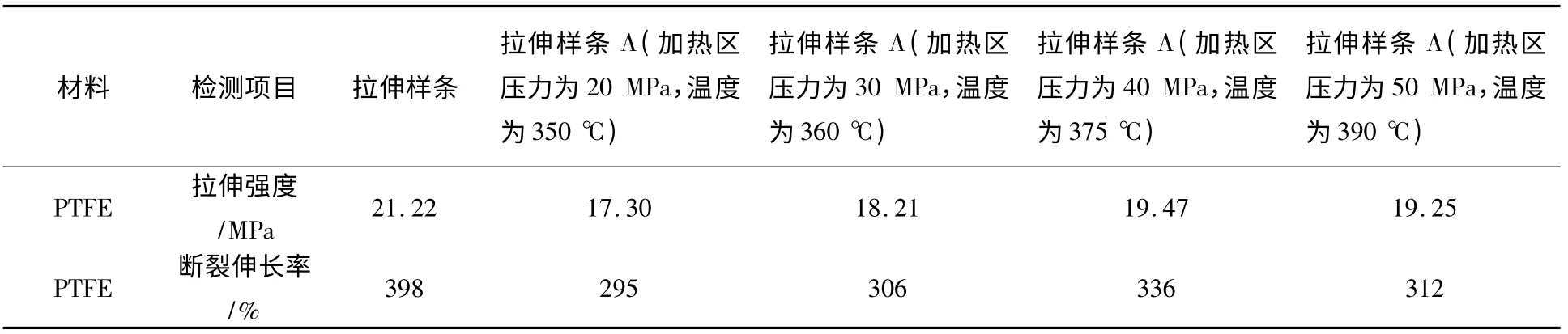
表1 不同型号PTFE板材在不同焊接条件下的性能测试
由表1可以看出,在焊接过程中加热区的压力及温度对焊接管的质量(拉伸强度、断裂伸长率)有很大的影响。
通过计算:

传统的焊接缺点:一是强度保留率≤50%,二是焊接后不平整。无法满足流体化工环保工程的使用。而焊接后的焊缝强度、断裂伸长率不得低于原板的物理力学性能80%。
5 外观检测
PTFE焊接处质量的好坏不紧要看其粘合强度性能,其外观也是重要标准。一般粘接后存在的外观缺点是:焊缝不平整,有裂纹或里面有杂质等,而采用该新型焊接方法,这些问题迎刃而解,如图7所示。

图7 焊接后的成品外观图
6 结论
PTFE板焊接管材的质量受到温度、压力、时间、原料特征及环境等的影响。在焊接的过程中对接区加热温度为350~390℃,压力为10~50 MPa/cm2,焊接后的焊缝强度、断裂伸长率不得低于原板的物理力学性能80%,并且外观平整,无裂纹。
目前国内外对热板焊接技术有一定的研究,但是国内对PTFE板焊接技术还处于空白的状态,国外关于PTFE板焊接技术也处于不断研究的状态。采用本文所阐述的新型焊接技术可以大大的提高PTFE板焊接处的物理力学性能,PTFE焊接管也将可以在大范围内推广。
[1] 张静政,王文亭.塑料焊接[M].北京:机械工业出版社,1986.
[2] 陶永亮.塑料焊接加工几种方法[J].塑料制造,2011(12):75-79.
[3] 张静政.塑料焊接技术问答[M].北京:机械工业出版社,1989.
[4] 汪 萍.聚四氟乙烯粘接技术的研究[J].应用技术,2001(22):31-34.
[5] 陶永亮.塑料焊接加工几种方法[J].加工应用,2011(12):75-79.
[6] 林宝清,张 伟,姚 芳.聚乙烯压力管道热板焊接方法[J].塑料科技,2003(11):48-52.
