铜管扩缩端口设备的自动化改造
2013-06-22李飞龙
李飞龙
(TCL空调器(中山)有限公司 广东中山 528400)
1 引言
我公司20世纪90年代末购进了一批铜管端口扩缩口加工设备,至今已使用近十年,随着人员成本增加,当时没有考虑自动化,人员操作劳动强度大。我们采用新技术对这些设备进行了改造,从而提高了设备的自动化程度,效率和可靠性。并达到或基本达到目前新一代同类设备的性能。
2 补偿机构的改造
2.1 热扩缩口设备
热缩口设备操作需两人,有一定的劳动强度,且效率低。这种设备之前也有人改造过,但是以失败而告终。为了省节成本,我们从市场买来了适当规格气缸及其上下底转座。
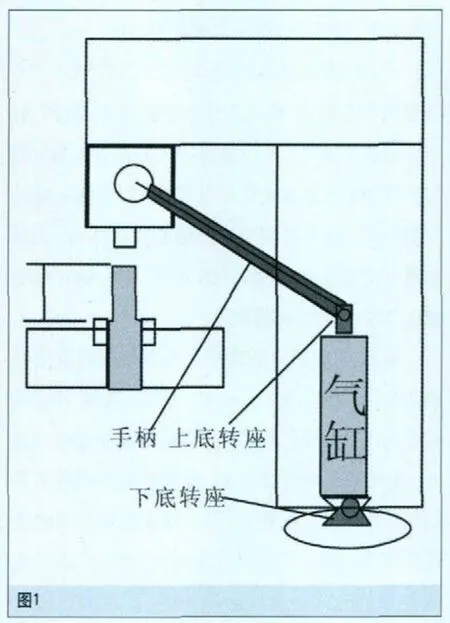
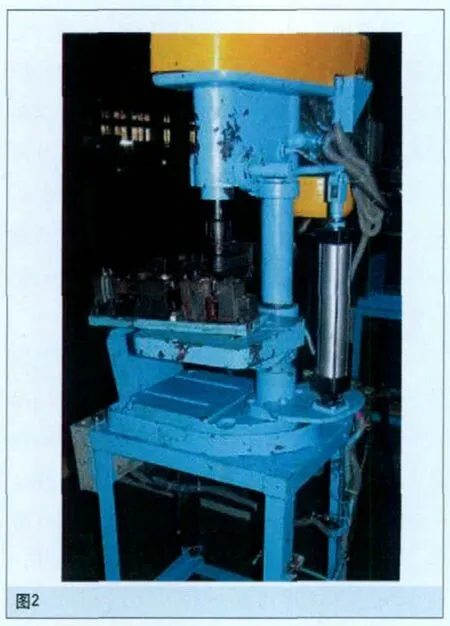
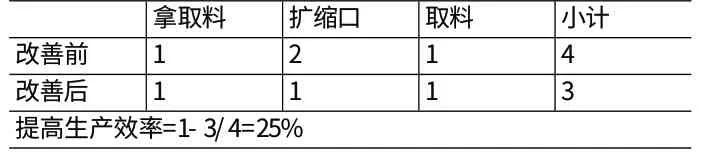
表1 单位:秒

表2 单位:秒
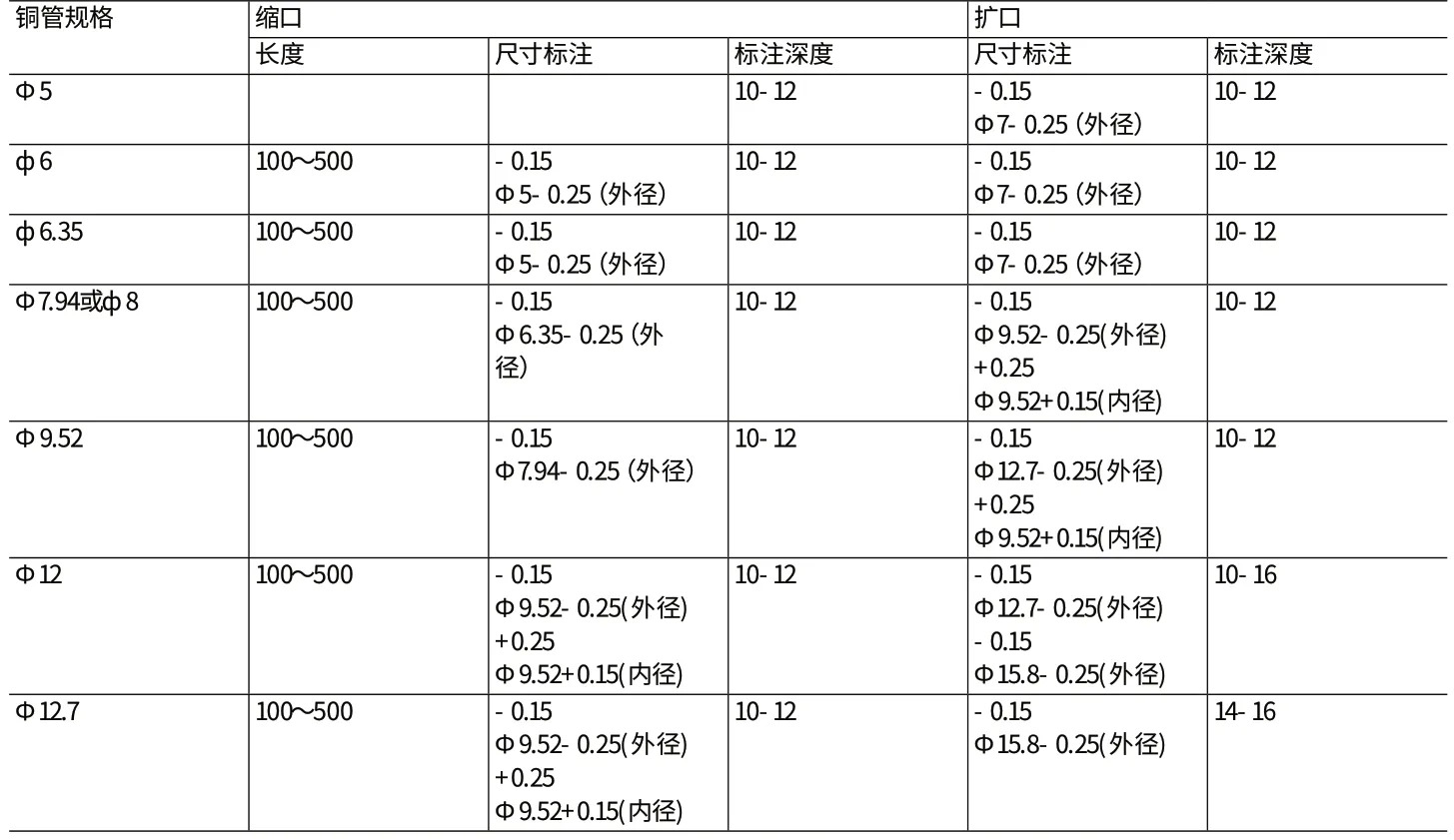
表3 空调器的配管扩缩口尺寸标注 mm
该机构改造示意图如图1所示。
气缸上升时,在手柄的作用下,使扩缩口钻头往下开始扩综口。气缸退回时,扩缩口钻头退出铜管。手柄旋角度为0~120°,扩缩口的长度为0~25mm,而铜管扩缩口的长度一般为6~12mm,完全满足要求。
这样的改造的工作量比较小,所用的材料市场上可采购,是最一种最佳的创新技术,所花的费用低,收益大。同时,提高的质量与效率,从IE动作研究,生产效率提高了25%。实物效果图见图2,改造效果见表1。
2.2 冷扩缩口设备
冷缩口设备操作需一机一人,且效益低。这种设备行业已有自动化设备。为了省节成本,我们自制作送料装置、放料框,购买三种规格的气缸。
该机构改造示意图如图3所示。
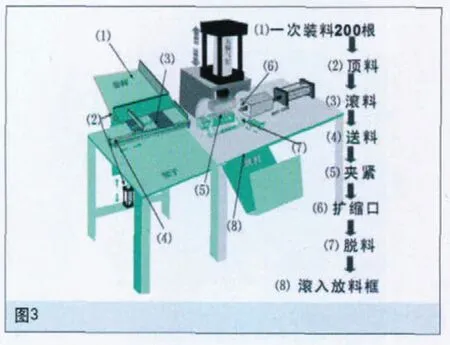
原设备需要操作工一根一根取料扩缩口,现采用一次送料200根,通过顶料气缸顶料,一次顶一根,再通过送料气缸送到模具里,上下模具夹紧,扩缩口气缸进行扩缩口后立即回,夹模松开,脱料气缸滚入放料框内,这样就完成一个产品加工,实现全自动化。
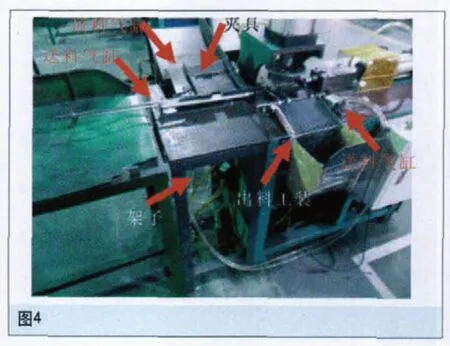
实验证明,铜管的长度为100~500mm为宜,超出长500mm后,铜管弯曲偏大,影响送料效果,导致不稳定。改造后的设备运行稳定,提高质量和效率(见表2)。改造后的实物见图4
3 电控系统
3.1 热扩缩口电控系统
原设备是用继电器,脚踏开关控制不变,热扩缩口因铜管规格不同,需速度不同,一般热扩缩口一根铜管时间为2~6秒,所以采用消音器来调节气缸的速度。
3.2 冷扩缩口电控系统
由于原冷扩缩口设备只是个继电器控制,无法满足现在要求,故采用PLC控制。
改造后的设备,以铜管规格为例:表3中所列的各项配管规格均能轻松地实现,对不同规格的空调器的铜管加工后能够控制连接。
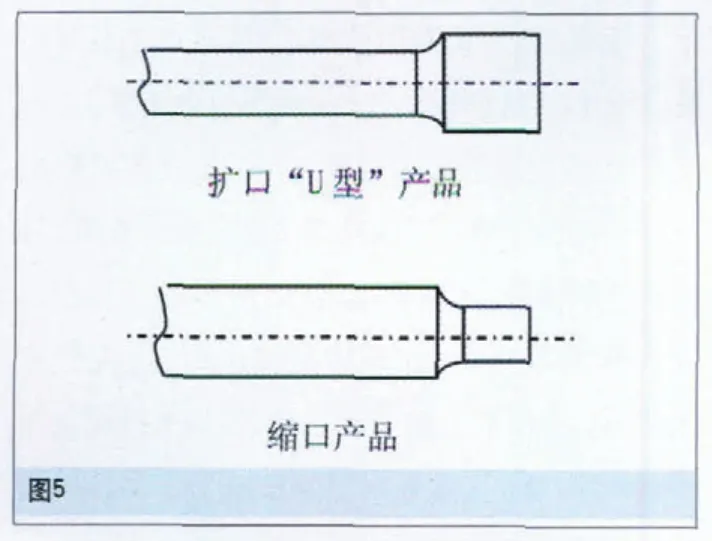
加工后的产品示意图 (附上此机构生产的产品图)如图5所示。
4 结论
经过两年努力,完成了所有这类设备8台(冷热扩缩口设备各4台)的改造,设备的精度和效率比手工操作好。这不仅为企业节约了大量的资金,同时也为旧设备改造闯出了一条较好的出路。
