加拉式巧车微型细长轴
2013-06-18山东博特精工股份有限公司济宁272037陈继衡张西玉陈全红吴德芬
山东博特精工股份有限公司(济宁 272037)陈继衡 张西玉 陈全红 吴德芬
微型细长轴相对于一般的细长轴,加工过程中显然更易发生受力弯曲与振动,加工难度更大。近年来,通过不断改进加工方法,探索出一种“加拉”式的装夹方法,相对于传统方法, 该方法在车削质量和效率上都得到显著提高,适应于微型细长轴类的精密外圆车削。
1.普通细长轴的传统式装夹方法
(1)“一夹一顶”式装夹 即工件一端由主轴卡盘夹住,另一端由尾座顶尖顶住。这种方法装夹方便,但由于顶尖顶得过紧,工件容易发生顶弯现象,同时,尾座顶尖还会限制细长轴切削热引起的受热伸长,进而产生弯曲。
(2)“两顶”式装夹 即采用双顶尖装夹,通过主轴拨动卡箍,进而带动工件旋转。这种方式利用工件两端的中心孔定位,定位精度较高,工件同轴度好。但也同样存在着缺点,那就是工件刚性较差,弯曲变形大,容易引起振动。
2.微型细长轴的“加拉”式装夹方法
如图1所示,所谓“加拉”式的装夹方法,就是工件一端用卡盘夹持, 另一端用能够随工件一起旋转的后拉夹头拉紧。这种方式适用于微型及超长型细长轴类工件的外圆车削,工件通过在拉伸状态下车削,解决了轴向切削力把细长轴压弯的问题。同时,轴向拉力的作用减小了径向切削力引起的弯曲变形的程度,提高了细长轴的刚性和加工精度。
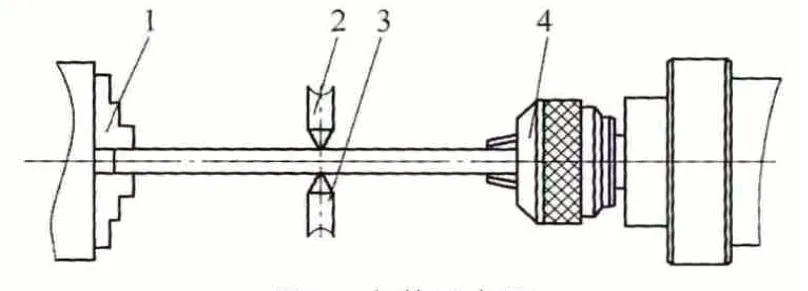
图1 安装示意图
3.后拉夹头的设计
后拉夹头结构如图2 所示:
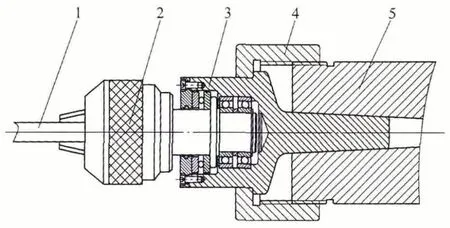
图2 后拉夹头结构
该夹头安装于车床尾座上,实现工件在拉伸状态下进行回转车削。该工装主要包括三部分:可调夹头组件、回转装置、联接螺母。可调夹头借鉴传统钻夹头结构,实现对轴径在一定范围内工件的夹持,将后端锥柄改成插入式的回转轴,插入到回转装置中,实现自身在工件带动下的被动回转运动。回转装置采用插入式回转结构,通过内部合理的轴承布置,使得夹头尾部的回转轴可以在承受拉力的状态下被动转动。回转装置的尾部为莫氏锥柄,可插入到机床尾座套筒内,起到定位作用。回转装置内部轴承位置的合理布置使得前端夹头可以承受拉力,但是后端莫氏锥柄定位后无法承受拉力,因此,在锥柄与套筒内锥套配合好后,需用联接螺母背紧。
4.结语
细长轴的加工是我公司遇到的最多的一种加工方式,多年的生产使得我们在这方面积累了丰富的加工经验。这种新的装夹方式的开发与应用,满足了公司对微型细长轴类产品的加工要求,保证了产品的质量。
