数控车床加工折线绳槽
2013-06-18石家庄科一重工有限公司河北050071吴鹏伟
石家庄科一重工有限公司(河北 050071)吴鹏伟
石家庄工程技术学校(河北 050061)霍秀静
目前在我国起重行业流行的“折线绳槽”一词,是指从国外引进的一种适合钢丝绳多层卷绕的绳槽形式。折线绳槽卷筒最早见于国外利巴斯公司的利巴斯装置中,其中利巴斯卷筒就是双折线绳槽卷筒,20世纪80年代引入我国,主要在矿山卷扬机和水工起重机械上应用。近年来随着我国大中型建筑工程的迅猛发展,起重卷扬装置采用折线绳槽卷筒的越来越多,这种能使钢丝绳卷绕整齐排列的折线绳槽卷筒应用越来越广。但国内少数厂家可以实现折线绳槽卷筒的整体加工,而且都是旧式车床改造的,设备落后生产能力不高。加工的绳槽表面质量不高,绳槽折点一致性差,易出现绳槽紊乱的现象。
折线绳槽的槽形有两种形式,一种是单折线绳槽,一种是双折线绳槽。前者为最初的绳槽形式,后者为改进的绳槽形式,目前应用较多的是后一种形式。双折线绳槽的斜绳槽和直绳槽交替出现,这样在卷筒表面上就出现了两个斜绳槽区和两个直绳槽区。所谓斜绳槽,是指与卷筒母线斜交的绳槽,直绳槽是指与卷筒母线直交或与法兰平行的绳槽。斜绳槽约占圆周长的20%,直绳槽约占80%。
折线绳槽可以直接在卷筒上加工成形,也可以制成带有这种绳槽的套,并且做成分体式的。安装时包裹在光面卷筒上,通过螺栓或焊接与卷筒连接成一体。目前,国外以这种方式使用折线绳槽的卷筒居多。
折线绳槽加工成形可以在车床上,也可以在铣床上实现。车床上加工利用靠模、挂轮装置或数控等多种方法加工成形。也可以用数控铣床以铣代车加工成形。下面介绍一种折线绳槽卷筒的数控车床加工方案,以卷筒外径φ380mm、绳槽螺距12.6mm、绳槽半径R6.36mm、绳槽角度135°/45°为例,如图1、2、3所示。
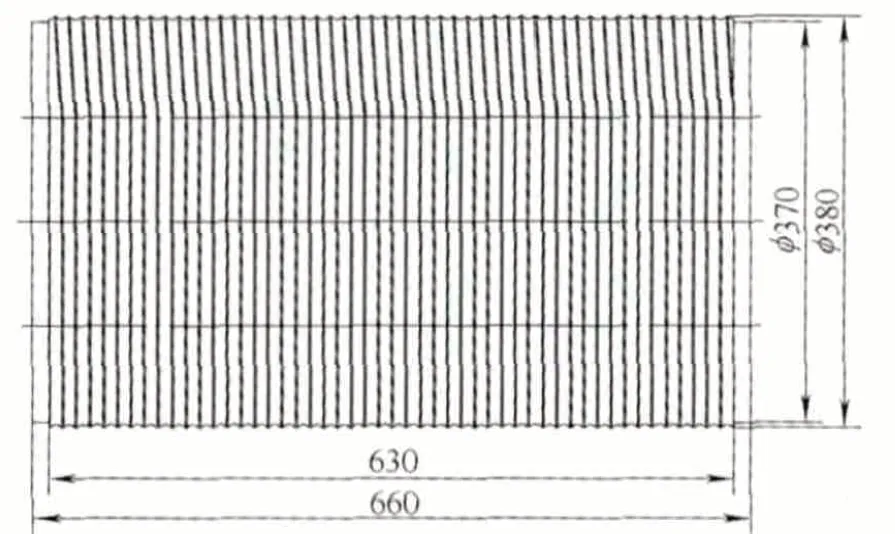
图1 折线绳槽卷筒

图2 折线绳槽卷筒展开示意图
1.机床的选择
折线绳槽卷筒的车削加工,要求机床高精度、高效率、重切削。下面以FANUC数控系统的重型数控车床CK61200为例。主轴箱由110kW的直流电动机驱动,主轴转速可实现0.63~125r/min分挡无极调速(低速挡)。主轴组件采用以前、后支承的两支承组件进行轴向和径向游隙分别调整,其轴向和径向刚度强、精度高。进给系统采用FANUC伺服电动机、高精度滚珠丝杠、双牙棒斜齿轮齿条传动机构,精度高,传动准确。刀架由大刀架、横刀架、上刀架和刀排组成,强度好,可有效缓解折线绳槽强力切削过程中的振刀问题。尾座由上、下两体组成,刚性好、承载能力好。
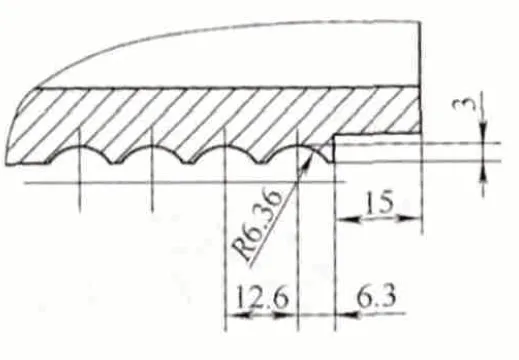
图3 绳槽详图
2.数控加工方案的确定
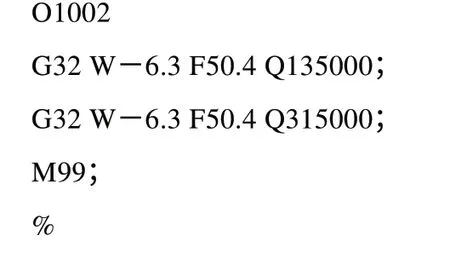
如图2所示,折线绳槽卷筒上的一圈360°绳槽,由0~135°直槽、135~180°斜槽、180~315°直槽、315~360°斜槽组成,每一段斜槽都可看作是一段螺纹来加工。确定螺纹的参数,每一段螺纹的位移L=6.3mm,每一段螺纹的导程 F=6.3×360/(180-135)=50.4mm。
此情况使用加工螺纹的G32指令更为方便些,指令格式G32X(U)__Z(W)__F__Q__。式中:X、Z为绝对尺寸编程时螺-纹的终点坐标;U、W为增量尺寸编程时螺纹的终点坐标;F为螺纹导程(若为单线螺纹,则为螺纹的螺距);Q为螺纹起始角,该值为不带小数点的非模态值,即增量为0.001°;如起始角为180°,则表示为Q180000(单线螺纹可以不用指定,此时该值为零);起始角Q的范围为0~360000之间,如果指定了大于360000的值,则按360000(360°)计算。
卷筒加工时需要从图样第一圈绳槽的前一圈起刀,落刀于图样最后一圈绳槽的下一圈。此时卷筒两端用来焊接卷筒挡边的φ370mm宽15mm止口,加工时可以起到进刀槽、退刀槽的作用。折线绳槽的详细下加工路线:首先将刀具移到图4所示轴向位置,径向移到指定切深。卷筒上的绳槽圈数为630/12.6=50圈,假设此处及另一端各多加一圈折线绳槽,使用加工两条斜槽的指令:


图4 进刀示意图
由于50圈绳槽上折线的折点一致,重复上述两条指令50+2=52次,即可完成一次完整走刀,其中中间的50次即形成50圈绳槽路线。
加工线路原理:G32加工斜槽,但是它是从135°才开始加工的,于是在它0°~135°等待加工斜槽时就加工了直槽部分。
3.数控程序的编制
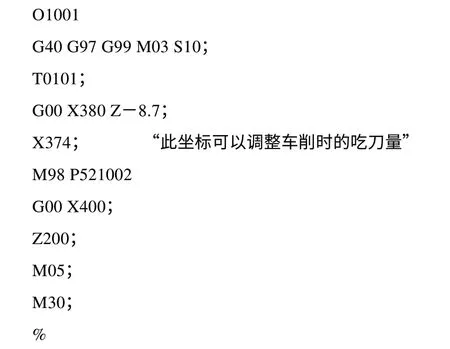
主程序
子程序
4.结语
以上程序仅为加工折线绳槽的一次走刀,可以调整吃刀量重复编写该程序。也可以利用宏程序控制切削时的吃刀量,来完成加工。此卷筒为右旋折线绳槽卷筒,这种方法同样可以编制左旋折线绳槽卷筒。这种方法只适用于有退刀槽的挡边为焊接的卷筒。利用数控车床加工出来的折线绳槽,由于是数控系统控制绳槽折点,一致性好,不会出现折线绳槽紊乱的现象。
