用数控铣床加工多品种飞轮信号齿
2013-10-12东风十堰发动机部件有限公司湖北442003佀金生
东风(十堰)发动机部件有限公司 (湖北 442003)佀金生
现代发动机部件越来越多样化,随着电喷发动机的普及,飞轮基本都有信号齿。而信号齿的样式多种多样,传统的滚齿机已经满足不了加工要求,并且无法适应多品种、小批量的生产方式,所以现在数控铣齿得到越来越多的应用。本文主要介绍数控铣齿的特点和应用方法。
1.数控铣齿的硬件
数控铣齿的设备:数控铣床或加工中心、分度头(见图1a);数控铣齿的刀具:三面刃铣刀(见图1b)。
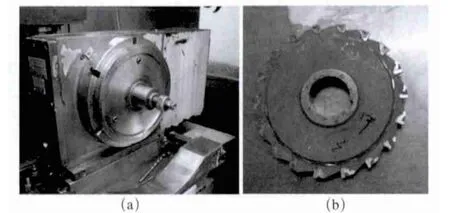
图1
2.适合用数控铣齿方式加工的几种飞轮信号齿
(1)大马力飞轮。特点是有58个窄信号齿和1个宽信号齿(见图2)。由于齿不等分,所以无法用滚齿机加工。而用数控铣床铣齿,可以加工任意数量和位置及宽度的信号齿。

图2
(2)南充飞轮。特点是有58个信号齿和1个两齿宽的缺口(见图3)。由于滚齿机无法去齿,只能滚齿后在其他工序再铣掉2齿。而用数控铣可以在一道工序内,一次装夹加工完成。
(3)小批量、多品种、齿宽不同的飞轮。特点是齿宽多样,如果对应每个齿宽的飞轮都做滚刀,成本太高,所以不适合用滚齿机加工。如果用数控铣床铣齿,只要用一把三面刃铣刀,通过改变数控加工程序就可以加工各种齿宽的信号齿。
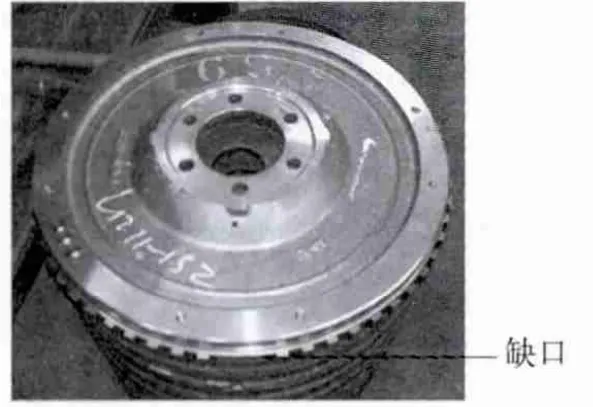
图3
3.数控铣齿的工装、刀具特点及调整方法
铣齿用三面刃铣刀的特点:
(1)必须为三面刃铣刀,可以是可转位刀片铣刀,也可以是焊接硬质合金刀片铣刀。
(2)为了减小刀具铣削时振动导致的槽宽不稳定,须采用较小的进给量,因此适合采用密齿铣刀。
(3)在加工齿宽不同的多种飞轮时,可选择齿宽最小的一种齿宽设计或订购铣刀。为了节省不必要的铣刀费用,可以通过改变数控加工程序的方法用齿宽窄的铣刀加工出齿宽大于铣刀齿宽的齿槽。
分度头的特点:分度头与数控系统连接,可以由数控程序控制。分度单位可分为0.5°、1°等。根据产品信号齿分度需要选择。
调整工装、刀具方法:首先设定工作原点,即编程原点。原点Y方向零点为铣刀中心和飞轮信号齿厚度的中点对齐。X方向零点为刀具外圆离开飞轮信号齿外圆3mm。Z轴零点为铣刀厚度中点与飞轮信号齿水平方向最外处切点(根据图样信号齿右向标注)。
4.数控程序编制方法
数控程序是实现数控铣床加工多种形式信号齿和窄铣刀铣宽齿槽的关键。主要是用调用子程序的方法实现对多个齿槽的循环加工,不用对每个齿的铣削轨迹编程,只要把单个齿的走刀轨迹编为子程序,然后根据铣齿的数量调用相应次数的子程序即可。
以国产南京思索数控系统为例,主要指令为:

加工铣齿并去齿的飞轮信号齿时,在铣削完60个信号齿后,刀具停在齿根部,飞轮慢速旋转,铣掉多余的齿即可。薄铣刀加工宽齿槽时,子程序编制中让铣刀对称齿槽中心线上下移动需要增加的宽度,用铣两刀的方法就可以实现。
5.结语
综上所述,数控铣齿方法非常适合小批量、多品种飞轮信号齿的加工。在新品开发时由于不需要重新定做滚刀,所以具有开发周期短、成本低的优点。在加工非均分信号齿时解决了滚齿无法加工的难题。
