内置镗孔装置的车床主轴箱
2013-06-17盐城纺织职业技术学院江苏224005王其松李爱花
盐城纺织职业技术学院 (江苏 224005) 王其松 李爱花
1.技术内容与实施方式
如图1所示的电动机端盖,在车床一次装夹过程中可完成右侧的外圆、端面及φ100mm内孔加工,而左侧的φ60mm孔的加工需要将零件掉头、二次装夹加工,零件的二次装夹既影响加工精度又降低效率。现针对此类孔盘类零件加工,介绍一种结构简便的内置镗孔装置车床主轴箱,镗孔装置内置于车床主轴通孔内部,在零件外圆、端面加工过程中同时进行内孔表面的镗削加工,既提高加工效率,又能有效保证加工表面形位公差的精度。
内置镗孔装置车床主轴箱结构如图2所示。主轴组件通过轴承支承及端盖定位在主轴箱体孔内,主轴电动机通过传动轴、传动齿轮将运动传递给主轴上的传动齿轮,完成车床主轴的旋转主运动;回转液压缸安装在主轴尾部,通过拉杆将回转液压缸的往复动力传递给主轴头部的动力卡盘,完成零件的夹紧和松开;而尾部的进给液压缸通过液压缸支架固定在主轴箱体上,进给液压缸的往复作用力通过液压缸活塞联接镗杆支承轴传递给快换镗头;镗杆支承轴通过线轨轴承安装在拉杆的内孔表面,镗杆支承轴尾端设计成花键轴,通过固定在液压缸支架上的花键套周向定位,实现主轴转动时而镗杆支承轴不转动,镗杆支承轴的另一端设计成螺纹和轴孔组合定位联接结构,快换镗头固定在镗杆支承轴端部,通过镗头更换或刀具调整完成不同孔径的加工;联接回转液压缸与动力卡盘的拉杆通过支承套安装在主轴的内孔中,拉杆和主轴同步转动且完成往复运动。通过安装在镗杆支承轴尾端花键轴段上的行程挡块轴向位置调节发出的信号控制镗削零件孔的深度。
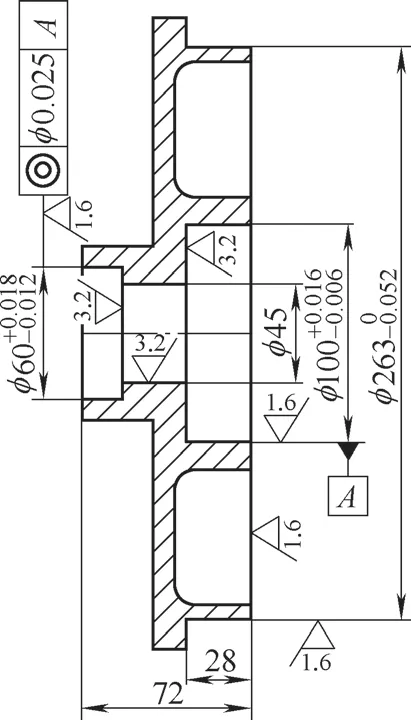
图1 电动机端盖
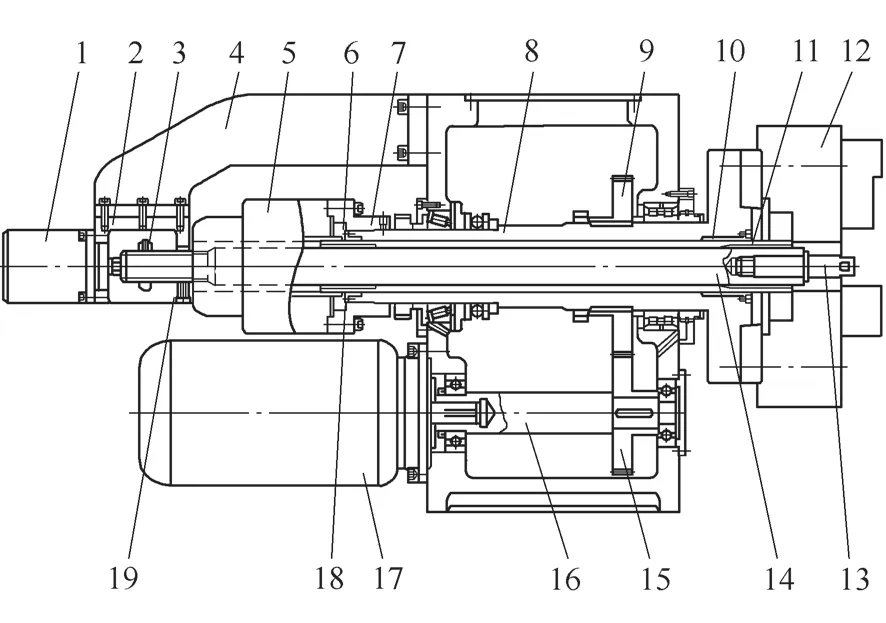
图2 内置镗孔装置的车床主轴箱
本应用技术中的镗杆支承轴既是支承镗削运动的运动零件,又是快换镗头的支承零件,镗杆支承轴在拉杆孔内线轨轴承支承下既能回转又能直线运动;镗孔装置配置在车床主轴孔内,节省了空间又提高了加工效率。
2.应用效果
该结构实现的孔盘类零件车削、镗孔加工同步进行,在用户实际应用时产生了很好的加工效果和良好的经济效益,深得操作者好评。
