FANUC变量编程加工弧形螺纹
2013-06-17威海职业学院山东264210丛培兰
威海职业学院 (山东 264210) 丛培兰
1.圆柱弧形螺纹的编程
(1)常规编程方法 用圆头车刀精车如图1所示的圆柱弧形螺纹。槽的剖面半径为10mm,刀片半径为3mm。若采用一般编程方法用31次进刀加工。其程序如下:
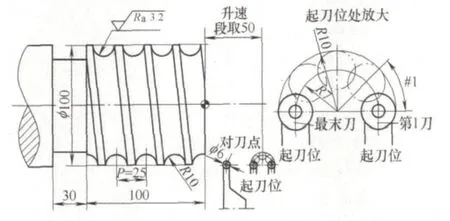
图1 圆柱弧形螺纹示意图
O003;
N10 G54 T0101 S300 M03;
N11 G00 X200 Z57 M08;(到第l刀起点)
N12 G92 X100 Z-118 F’25;(切第l刀)
N13 G00 Z56.962;(到第2 刀起点)
N14 G92 X98.537 Z-118;(切第2刀)
…
N69 G00 Z43.038;(到第30 刀起点)
N70 G92 X98.537 Z-118;(切第30 刀)
N71 G00 Z43;(到第31 刀起点)
N72 G92 X100 Z-118;(切第3l刀)
N73 G00 X300 Z200 M09;
N74 M05;
N75 M30;
这个程序共有66段,其中切螺旋槽就用了62段。用这个程序试切,若发现螺旋槽的表面粗糙度未达到要求,则需进一步细化进刀车出程序,其程序段的数量将会成倍的增加。
(2)变量编程(宏程序)
O004;
N1 #1=0;(第1刀从0°开始)
N2 G54 T0101 S300 M03;
N3 G00 X200 Z[50+7* COS[#1]] M08;(到达该刀的起刀点)
N4 G92 X[100-14*SIN[#1]] Z-118 F25;(切一刀)
N5 #1=[#l]+6; (把刚才的角度加6°)
N6 IF[#1 LE 180] GOTO3;(如果角度小于等于180°就转回N3段)
N7 G00 X300 Z200 M09;
N8 M05;
N9 M30;
这个程序中,角度取绝对值。由于分31次进刀(30个间隔)车削半圆形螺旋槽,相邻两刀间的夹角为6°,所以N5段中“把刚才的角度加6°”。
应用这个程序若表面粗糙度不符合要求,可以减少第五步的步距角即可。这个程序只用于余量很小时的精车。如需粗车(当毛坯是圆柱料时),还应编一个相应的宏程序。即便是精车,如果余量不是很小,所车的角度就应大于180°,特别是开始进刀时。也就是说,第一刀要从负角度开始,否则第一刀加工时会切得过多。
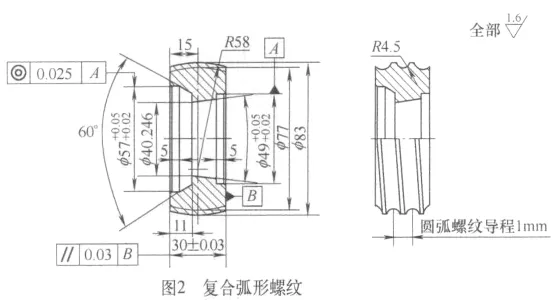
2.复合弧形螺纹的编程
图2中的弧形程序在圆弧面上,所用的刀具与上边的例子一样,也是刀片半径为3mm。其程序如下:
G54 T0101 G40 G97 M3 S300;
G0 X120 Z12 M8;
#1 = 360;(截面圆弧判断条件,角度单位)
WHILE [#1 GE 180] DO1;(截面圆弧判断条件)
#2 = 1.5 * SIN [#1];(计算截面圆弧X向坐标)
#3 = 1.5 * COS [#1] ; (计算截面圆弧Z向坐标)
#4=15; (包络圆起始坐标Z值)
WHILE [#4 GE -15] DO2;(螺旋线包络面判断条件)
#5= SQRT [59.5*59.5-#4*#4];(计算包络圆X向坐标)
G32 X [2*[#5-16.5+#2]] Z [#4-15+#3] F11;(计算工件坐标系中的X、Z值,并插补)
#4=[#4]-1; (包络圆变量)
END2;
G32 Z-38 F11;
#1=[#1]-5; (截面圆弧角度变化量)
G0 X120; (退刀)
Z12; (退刀)
END1 ;
G0 G40 X200 Z12;
M30;
