提高铸铝合金零件镀银层质量的途径
2013-06-17周瑛袁本银雷咸伦王婷
周瑛 *,袁本银,雷咸伦,王婷
(1.河南平高电气股份有限公司,河南 平顶山 467001;2.中国平煤神马集团有限公司,河南 平顶山 467001)
铸铝合金零件由于具有质量轻、导电性好、铸造成型成本低、便于加工等优点,在现代工业中得到了广泛应用。在高压电器产品中,导体连接部位一般都要求镀银,用来减少接触电阻,应用较多的材料就是铸铝合金。但是由于铸造工艺特性决定了其表面结晶粗大,组织内部气孔、砂眼、疏松多孔等缺陷使得铸铝合金零件镀银层结合力不良[1],经常出现一定比例或批量镀层起泡、脱落现象,造成导体接触电阻增大,从而影响了导体的导电率。铸铝合金零件的结合力除了受电镀关键工艺影响之外,还与零件的材料组织及结构状况密切相关[2]。
图1是GIS 产品用于导体连接的中间触座,材质是ZL101A。图样要求3 个部位镀银处理,分别标记为A 区、B 区和C 区。镀银主要工序为:脱脂─碱蚀─酸洗─浸锌─镀铜─预镀银─镀银。生产中发现,该零件多次镀银处理后镀层依然起泡。本文将从微观组织和化学成分方面进行分析,采用不同的工艺处理方法解决该零件镀银脱落的问题。
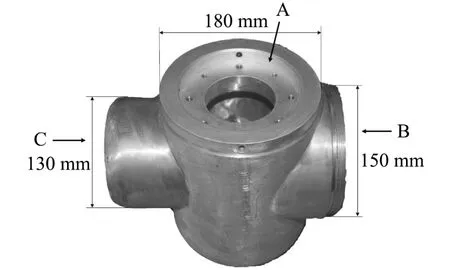
图1 铸铝合金零件的3 个镀银部位Figure 1 Three positions needing Ag plating on a cast aluminum alloy component
1 试验一

图2 零件A 区的起泡情况Figure 2 Blistering of region A on the component
查看零件起泡部位可见明显小砂眼(见图2),经分析是因为零件微孔内存在异物。镀银处理过程中,微孔内的异物不容易被清洗干净,残留溶液再次返出,便造成镀层起泡、脱落,而且由于毛孔现象,孔内部储存的气体和残留的溶液随着时间的延长,产生的膨胀力拼发会腐蚀周围的金属,渗透到表面镀层结合部位,与金属铝、锌等发生反应,产生的氢气造成镀层起皮、脱落等质量缺陷[3]。虽然水洗可减少残留在镀层 表面的电解液,但对于零件微观孔隙,反复水洗的效果不明显。为了阻止零件内的溶液渗出而影响后续镀层的结合力,在脱脂前对零件进行加热烘烤,其目的是:(1)把零件微孔内的气体排除掉;(2)将微孔内残留的电解液蒸发干净,以防止微孔溶液向外渗透。把零件放入烘箱内,经过170 °C、2 h 的加温烘烤后,再按照以上镀银工艺流程进行处理,分别检查A 区、B区和C 区3 个部位的镀银质量,发现B 区和C 区银层有所改善,没有出现起泡现象,而A 区镀银层依然起泡。
2 试验二
对触座的3 个镀银面分别取样,进行化学成分和微观组织分析。
2.1 化学成分分析
采用光谱仪对样件的化学成分进行检测,结果显示其成分符合ZL101 的国家标准,是合格的。
2.2 金相分析
按照JB/T 7946.3-1999《铸造铝合金金相 铸造铝合金针孔》,在放大200 倍的金相显微镜下,分析A、B、C 三处的针孔度。金相照片见图3。

图3 零件上3 个部位的金相照片Figure 3 Metallographs of three positions on the component
从图3可看出,A 处组织最为疏松,针孔较多、较大,针孔直径最大为0.9 mm;B 处组织存在小针孔,最大针孔直径为0.3 mm;C 处组织较为致密,最大针孔直径为0.15 mm。可见,零件镀银层起泡与其材质致密性有很大关系,A 处本身材质较为疏松,针孔、砂眼较多,那么经过电镀处理后,进入微孔内的溶液不容易被清洗干净,孔内部残留的溶液慢慢渗出,造成镀层起泡、脱落等质量问题。
2.3 解决方案
通过与铸造专业人员一起对零件起泡部位进行分析得知,A 区域是零件铸造期间的浇冒口,存在较多夹渣、窝流、缩孔、化学成分偏析等不可避免的缺陷。
解决方法是零件铸造期间对A 区域冒口结构进行改进,如图4所示:(1)减少冒口与镀银面的接触面积,将镀银面的40%与冷铁接触,余下的镀银面积与冒口接触;(2)用绝热材料填充与冒口接触部分的砂芯,在与冒口接触部分的金属型上钻许多孔,孔内填充绝热材料。采取以上方法是为了使较大热容量聚集在浇冒口部位并均匀散热,以减少镀银面与冒口接触面积,达到镀银面快速冷却而冒口又能实现充分补缩的目的,从而减少A 区域的针孔、砂眼等缺陷。
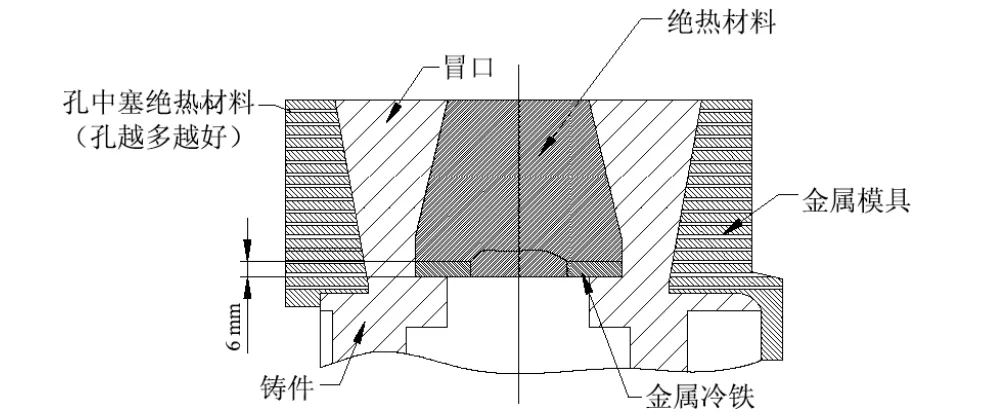
图4 零件浇冒口示意图Figure 4 Schematic diagram of runner and riser for the component
3 改进效果
采用以上工艺方案改进后,重新铸造加工一批零件,按照镀银工艺流程进行处理,试验结果得到的镀层比较致密、光亮,没有出现起泡、脱落的情况。零件镀银后质量合格情况统计见表1。

表1 零件镀层质量合格情况统计Table 1 Statistics of the components with qualified coatings
从表1可以看出,采用加热烘烤与改进浇冒口结构后,镀银层合格率有较大提高,虽然增加了零件成本,但降低了零件废品率,解决了生产难题,总的经济效益还是明显的。个别零件螺纹部位起泡,经分析是防护螺堵没有拧紧,溶液清洗不干净所致。
4 结语
通过以上试验,得出2 条解决铸铝合金零件镀银层质量问题的措施:
(1) 镀银前增加一道加热烘烤工序,可以消除零件内部异物、气流等不利因素。
(2) 浇冒口尽量不放在镀银面上。若受零件结构的限制,在浇冒口不能避开镀银面的情况下,减少冒口与镀银面的接触面积,使浇冒口具有较大热容量,减少浇冒口镀银面产生针孔、砂眼等不利因素,从而提高镀银层结合力。
[1]郝留成,廉继英,周瑛,等.6063 铝合金材料镀银层脱落原因及其解决途径[J].铸造技术,2009,30 (10): 1350-1352.
[2]罗耀宗.提高铝合金电镀结合力的探讨[J].电镀与环保,2003,23 (3): 11-12.
[3]王爱荣,马春全,贺少文.铝合金腔体镀银工艺[J].电镀与涂饰,2008,27 (6): 4-7.
[4]马利民.铸铝导体镀银工艺改进[J].高压电器,2007,43 (5): 396-397.
