铣槽联动夹具的设计
2013-06-10程海
江苏农机化 2013年3期
程 海
在机械制造加工竞争日益激烈的今天,高效率、低成本对于制造商来说,显得尤为重要。传统的夹具已不能满足高速度、高效率的生产要求,因此,一些高效联动的夹具逐渐得到推广和使用。
连杆、螺塞等零件是拖拉机、联合收割机等农用机械的常用零件。而铣连杆槽、螺塞一字槽的传统加工是用平口钳在铣床上单件装夹铣槽,生产效率低,精度不高。平口钳是铣、钳、数控、加工中心装夹工件的主要附件,其构造简单,夹紧牢固,使用方便。加工一般零件的平面、台阶、斜面、沟槽、钻孔等,都可以用平口钳装夹加工,但若一次加工多个有位置尺寸要求的工件,平口钳则显得“力不从心”。为此,设计了高效联动的夹具。下面就铣螺塞一字槽,对该夹具做个简单介绍。
图 1是铣螺塞一字槽的直线进给式联动夹具结构示意图,其三维效果如图 2。工件以孔在定位销上定位,拧紧螺母,通过活节螺栓带动浮动杠杆,使两副压板均匀地同时夹紧两个工件。该夹具可同时加工8个工件,将夹具体底面上的两个定位键与铣床工作台上的T形槽相配合,确定夹具在机床上的正确位置。两定位键间的距离越大,定向精度越高。除定位之外,定位键还能承受部分切削转矩,减轻夹具固定螺栓的负荷,增加夹具的稳定性。夹具体上的两个耳座方便了夹具在铣床工作台上的固定。如果零件的精度要求较高,可在夹具体一端设置对刀块,来确定刀具与夹具的相对位置。
只要把夹具中的定位键换成一个圆柱销和一个菱形销在连杆两孔中定位,就可同样铣连杆槽。这种联动夹紧机构实现了简化操作,只要拧紧一个螺母,两端的压板便同时将两个工件多点夹紧,可节省装夹时间,减轻工人的劳动强度,提高生产率。
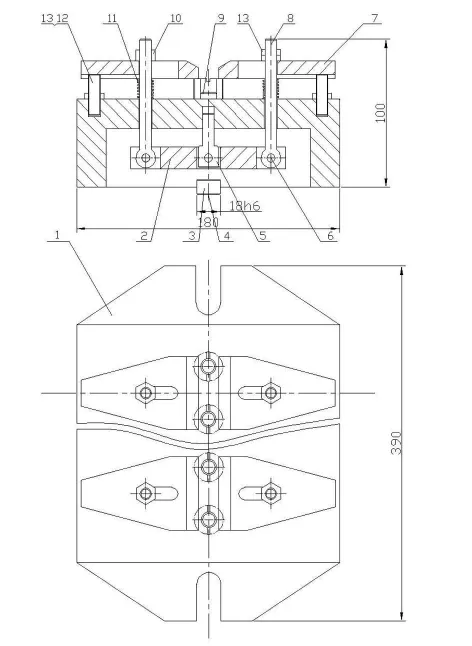
图1 夹具结构示意图
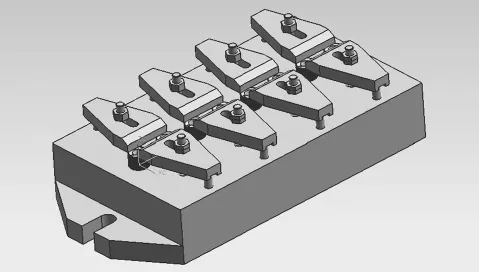
图2 夹具三维效果图