基于PLC和气动技术的自动输送系统设计
2013-06-01张新娟
张新娟
(中山市技师学院电气应用系,广东中山 528403)
0 引言
目前,某些工厂的产品具有易燃、易爆、酸性、腐蚀性、放射性等对人有害的特性,而此类产品的原材料也具有相应特殊的物理、化学性质,在加工生产过程中,原材料的输送如防护不当,极易发生事故,所造成的后果非常严重。在最近几年,随着机电一体化和气动技术发展迅速,机器人以及其他智能机器和自动化装置在工业应用领域有着广阔的前景[1-2]。本文主要介绍一套针对危险性原材料的自动输送系统。
1 系统结构
自动输送系统可分为机械装置、气动系统和电气控制三部分。机械装置主要有运送车和机械手。运送车是一套移动设备,能装载6 个盛放危险性原材料的化学桶。气动系统的执行部件包括1 个气动双向马达、1 个气动吸附泵以及7 个气缸,用来驱动运送车和机械手的动作。电气控制部分采用上、下位机的主从模式,上位机为个人电脑(IPC)、下位机选用PLC。IPC 负责系统监视和人机交互,而PLC 根据IPC的输入程序和传感器检测的信息实时控制气动系统中的10 个电磁阀来控制马达、气缸等的循环动作。系统有连续和单步2 种工作方式。用户可以通过IPC 显示器来监视整个系统。系统构成如图1所示。

图1 自动输送系统的构成图
2 机械装置
机械装置包括运送车、机械手和一些辅助装置。运送车由运动轮、机架、承载桶的托台、托台旋转分度机构以及装载危险原材料的6 个桶等部件组成。运送车能在原材料的装载和卸载地点之间进行前进-后退,车上托台由分度机构控制可每次旋转60°。分度机构由托台、定位销、定位气缸、分度气缸、分度棘齿装置等构成,它的任务就是在机械手每完成一次桶的卸载后,驱动托台旋转60°,将下一个桶转至机械手抓取的位置,以让机械手依次卸载各桶。机械手由爪、腕、臂、腰和底座构成,爪能抓拢和释放,腕能翻转和复位,臂能伸缩,腰能升降,以及底座能摆转、复位。由于被卸载的原材料可能是易燃易爆的,所以抓取和搬运桶的过程必须顺畅而且力度适中。爪是一个较复杂的结构,它是一个可抓取并带真空吸盘的装置,抓取材料桶时,爪能抓拢桶,并通过吸盘负压吸附住桶,而释放材料桶时,动作相反[3-4]。
3 气动系统
气动系统是由气源装置,气动二连件、电磁阀,气缸,吸盘和马达等组成的回路。气动控制原理图如图2所示。
4 控制系统设计
4.1 控制系统功能
控制系统的目的是通过控制气动系统中各电磁阀来控制气动马达、吸盘和气缸,使机械装置完成设定的操作循环。动作顺序是:首先,运送车将装有危险性原材料的桶从装载位置送到机械手的抓取位置。然后机械手臂伸出,机械手爪抓住桶并通过负压吸附住桶,然后机械手的腰升高120 mm 而使桶被拿离车子的托台,机械手的底座旋转120°,将桶摆转移到要卸载材料位置的上方,然后机械手的腕翻转过180°将材料缓慢地倒出并停顿2 秒钟。然后,手腕、底座、腰部依次翻转、摆转、下降复位到平台上方,然后气体也被注入到吸盘与桶之间,爪松开将空桶放回车上的托台上,机械手缩回。这时机械手已经完成了一个卸载动作。接着运送车的定位销落下,分度机构动作,下一桶被旋转到机械手抓取位置开始新一轮的搬运。每次材料输送循环包括机械手的6 次卸载动作和运送车的5 次分度旋转动作。过程如图3 所示。整个循环可以设置为自动连续操作,也可以是人工单步操作。循环的动作顺序也可以根据需要修改。
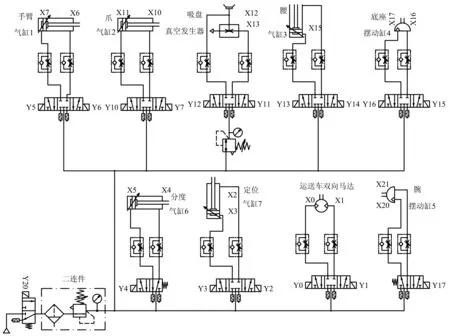
图2 系统气动原理图

图3 自动输送系统的动作顺序图
4.2 控制系统硬件
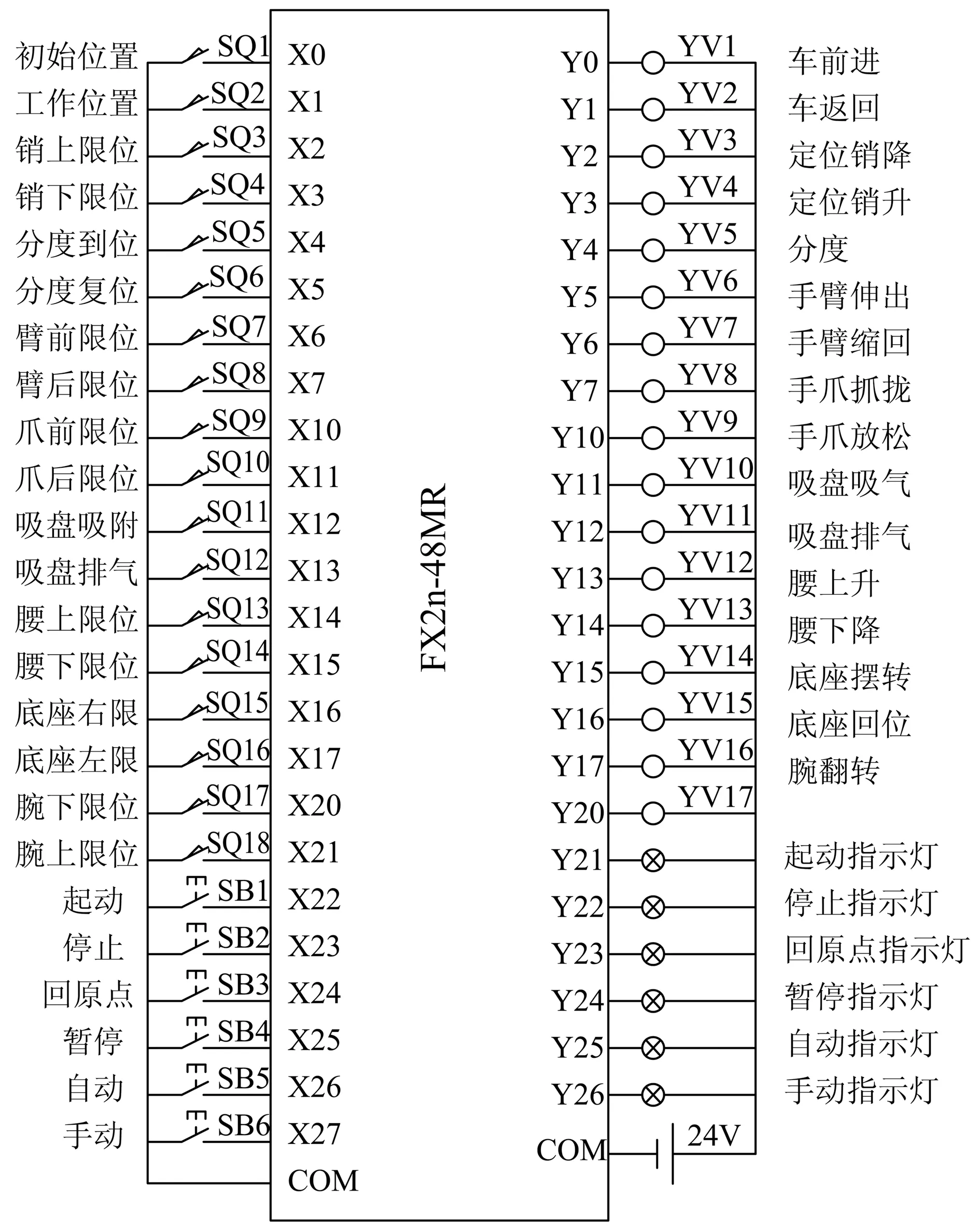
图4 自动输送系统中PLC的I/O分配图
控制系统的硬件部分设计为主-从模式,即IPC-PLC。PLC 需24 个输入点,23 个输出点,三菱的FX2n-48MR型号的PLC可以满足要求。
自动输送系统设计的PLC 的输入输出分配如图4所示。
4.3 控制系统软件
控制系统的软件部分主要有3部分,包括IPC中的主程序、IPC与PLC内部的通讯程序和PLC内部自动输送控制程序。IPC 中的程序又包括监视程序,参数修改程序,错误诊断程序,数据管理程序以及与PLC 的通讯程序等。通过交互界面,用户不仅可以给系统发出指令,并能够监视自动输送系统的各个状态。其中一个人机交互界面在IPC中如图5所示。

图5 自动输送系统单步操作界面
PLC 程序包括三部分,包括人工单步程序、自动输送程序,以及与主机的通讯程序。自动输送系统的顺序功能图如图6所示。
5 结语
自动输送系统有两种工作方式:连续操作和单步操作。系统实现了危险原材料的自动输送,提高了安全性、工作效率,而降低了危险性。所介绍的自动输送系统能够完成预定的工作,并能被远程监控,由于其基于PLC 开发,具有实用性和广泛应用性。

图6 自动输送系统的PLC顺序功能图
[1]徐英,曲波.基于可编程控制器的机械手控制系统的设计[J].电工电气,2011(3):24-26.
[2]何 洋,项 基,彭 勇 刚.基于ARM9 和嵌入式Linux 的注塑机机械手上位机控制器[J].机电工程,2012(3):297-301.
[3]张新荣,霍莹,王金民.基于PLC的生产线运料车控制系统设计[J].制造业自动化,2011(04上):115-118.
[4]周晓旭.基于PLC 和组态软件的自动生产线设备开发[J].数字技术与应用,2011 (02):91-93.
