金刚石烧结体(PCD与PDC)的发展概况(一)①
2013-05-16赵云良赵爽之闫森
赵云良,赵爽之,闫森
(郑州新亚复合超硬材料有限公司,河南郑州 450001)
金刚石烧结体(PCD与PDC)的发展概况(一)①
赵云良,赵爽之,闫森
(郑州新亚复合超硬材料有限公司,河南郑州 450001)
简单介绍了金刚石烧结体的发明、合成机理、制造方法、品种规格、性能检测、应用效果及其发展前景,可供超硬材料科研与生产人员学习参考。
金刚石烧结体;聚晶;复合片;钻头;刀具;拉丝模
1 金刚石烧结体(PCD与PDC)的发明
自从上世纪50年代初人造金刚石研制成功并投入工业化生产后,人们就开始研制聚晶金刚石PCD (Polycrystalline Diamond),PCD的设想大概来源于对天然“卡邦纳多”(Carbonado)金刚石的认识,这种金刚石是由无数微小的金刚石颗粒组成的,含有少量金属与非金属杂质颗粒,呈无序排列,无解理面,具有很高的硬度、强度和耐磨性,这些特点是天然大颗粒金刚石所不具备的,也恰恰符合特殊耐磨工具的要求。PCD是采用金刚石微粉为主要原料,添加少量的金属或非金属结合剂在超高压高温条件下烧结而成的,PCD具有“卡邦纳多”相同的结构与物理机械性能,其研发史可以追溯到五十多年前。1964年美国GE(现DI)公司的Delai最早申请以某些金属添加剂使金刚石烧结产生金刚石—金刚石(D-D)之间直接结合的美国专利;1966年英国De Beers(现E6)公司的Blainly等人提出了以亲和性金属为结合剂的金刚石烧结体;1967年前后苏联高压物理所开发了“斯拉乌季契”(Slavutich)——金刚石与硬质合金粉末的混合烧结体以及在催化剂金属的作用下由石墨相变聚结的人造“巴拉斯(Ballas)”和人造“卡邦纳多”; 1970年GE的Hall和Strombery也完成了金刚石的烧结试验;1971年Katzman公布了金刚石微粉通过钴融溶再结晶聚结的报告,PCD的研制获得了成功,紧接着GE公司投入生产,用于制造地质钻头或石油钻头,商品名称有Fomset、Geoset,用于制造拉丝模坯料,商品名称为Compax;De Beers公司在相对较晚的时期也研发成功并生产了以钴为结合剂的PCD,用于制造拉丝模坯料,商品名称为Syndia,并开发了以硅为结合剂的PCD,用于制造石油与地质钻头,其商品名称为Syndax3;大概在70年代末期,日本住友电工也开始生产以钴为结合剂的PCD,用于制造拉丝模坯料,其商品名称为Sumidia。
我国生产PCD的历史也可以追溯到70年代初,郑州三磨所首先发明了以镍、硅为结合剂的PCD,由于其耐热性可达1000℃~1100℃高温,也称为热稳定性聚晶(TSP),PCD的结合相为β-SiC、NixC及Ni-Si合金,为此于鸿昌在美国申报了专利。这种PCD的生产工艺简便、生产效率很高,1969~1975年郑州三磨所分别生产几种不同形状和不同规格的产品,其商品名称为JR20SN-2。因其具有良好的耐热性,可直接烧结到由碳化钨粉末及粘结金属组成的钻头胎体的冠部作为钻齿,挤压破碎并切削地层,所以首先用于孕镶钻头的保径、扩孔器及地质钻头,钻进矿山七级以下的地层,取得了较好效果。后来用Φ6×6mm TSP制造石油刮刀钻头,在胜利油田进行钻井试验,以钻进同一井深2400m为例,PCD刮刀钻头与硬质合金刮刀钻头相比,每口井可节约1.1~1.2万元,并节省78%的时间;PCD刮刀钻头与硬质合金牙轮钻头相比,节省成本50%以上,钻井时间减少5~8天,此种钻头曾荣获国家发明二等奖。另外Φ1.8×5mm TSP制造的地质取芯钻头、扩孔器以及Φ2.5×5mm TSP用于冶金、煤田及地质孕镶钻头的保径,其效果也与天然金刚石相近。在80年代初期, Φ6×6mm TSP曾大量用于石油、天然气钻井的取芯钻头和西瓜皮式的全面钻进钻头。三角形TSP也曾大量用于制造中硬至硬地层(如石灰岩、白云岩)、轻微研磨性地层的取芯或全面钻进钻头。郑州三磨所也用这种TSP来制造各种规格的拉丝模坯料,来替代硬质合金与大颗粒天然金刚石拉丝模,同样取得了良好的效果。以镍、硅作结合剂的PCD的制造技术在全国许多人造金刚石生产厂如:贵阳第六砂轮厂、桂林冶金地质研究所(现名为桂林矿产地质研究院)、北京钻探工具厂、山东胜利油田钻井工具厂、天津宝坻232厂、长沙233厂,也很快得到了推广,产品除满足国内需求外,也大量出口国际市场。镍硅为结合剂的PCD在我国持续生产了二十余年,直到90年代国产PDC以及以钴为结合剂的PCD研制成功与大规模生产之后才逐渐淡出钻井市场与拉丝模市场。在70年代前后,中科院物理所研究用金属掺杂制造PCD以及在催化剂金属的作用下使石墨直接转变成聚结的“巴拉斯”金刚石的方法。直到1996年郑州新亚复合超硬材料有限公司才开始研制以金刚石微粉为原料通过钴融溶扫越再结晶聚结而成的PCD,并取得了成功,用于制造拉丝模坯料,其商品名称为DW,其微观组织与GE的拉丝模Compax相当,具有大量的D-D键结合,被称之为来自中国的高端产品,随后四方达超硬材料股份有限公司及另外几家公司也大量生产此类PCD来制造拉丝模坯料产品。镍、硅为结合剂的PCD相对以钴为结合剂的PCD而言,物理机械性能各有所长,前者耐热性高,但耐磨性及强度较低;后者耐热性低,但耐磨性及强度较高。
复合超硬材料金刚石复合片PDC(Polycrystalline Diamond Compact)是采用金刚石微粉与硬质合金衬底在超高压高温条件下烧结而成的,既具有金刚石的高硬度、高耐磨性与导热性,又具有硬质合金的强度与抗冲击韧性,是制造切削刀具、钻井钻头及其他耐磨件最理想的工具材料。
1971年GE公司发明了由硬质合金支撑的聚晶金刚石复合片PDC,1972~1973年正式进行商品化生产,起初应用于机械加工刀具,其商品名称为Compax,1976年GE公司正式向市场提供名为Stratapax的石油、地质钻头专用系列产品,PDC是继人造金刚石、立方氮化硼发明后,材料科学领域具有划时代意义的发明。De Beers公司晚于GE公司五年直到1977年才研制成功适合于机械加工刀具用的PDC产品Syndite,1983年才向市场出售石油、地质钻头用系列PDC产品Syndrill。随后住友电工及美国的合成公司(USS)、梅加金刚石(Mega Diamond)、Novatek、丹尼斯工具(Dennis Tool)、凤凰晶体(Phoenix Crystal)等公司,也分别生产用于制造刀具及石油、地质钻头用的PDC,牙轮钻头专用的一些异形PDC及轴承用PDC。
我国研发及生产PDC的时间相对国外较晚, 1975年成都工具所研制成功FJ系列刀具用PDC;北京人工晶体所1979年初研制成功JYF型PDC刀片,1981年贵阳第六砂轮厂研制出了JRS-F系列PDC刀片,与此同期郑州三磨所、北京钻探工具厂、胜利油田钻井研究院等许多单位也组织了相关研究人员进行研发,尤其是从80年代起石油大学蔡镜仑教授呼吁国内超硬材料行业尽快开发出石油钻头PDC以后,PDC的研究步伐开始加快。郑州三磨所于1986年接受机械委科技司的攻关项目与资金资助,经一年多的试验研究,于1987年完成了预定的研究目标“高品级多晶金刚石—硬质合金复合材料的研究”,1988年进行中试并进行小批量生产,产品的商品名称定为JFZR,当时生产的规格为JFZR1304与JFZR1308,这两种产品首先在江汉油田钻头厂研究所进行钻井试验取得了初步成功。1988年四川成都川石—克里斯坦森金刚石钻头公司工程部把JFZR1308送美国盐湖城金刚石中心检测,出具的检测报告证明郑州三磨所生产的金刚石复合片的耐磨性与耐热性均符合要求,然后该公司开始正式采用JFZR1308进行钻井试验,并在中原油田进行了若干只钻头的试验,该公司工程部的统计数据表明其使用效果与从美国进口的PDC相似。“高品级多晶金刚石—硬质合金复合材料的研究”项目于1989年获机械部科技进步二等奖。1988年郑州三磨所邀请了“金刚石之父”Hall教授(从GE退休,组建了梅加金刚石公司)来郑州讲学,PDC课题组同他一起进行了为期十天的PDC试验,受益匪浅,他对该课题组研制的产品也给了“Looks good and is good”的赞许。另外西安煤炭研究所用JFZR1304制造煤田地质钻头及煤田坑道用的工程钻头进行钻探试验也取得了很好的成绩。此外郑州三磨所也生产作为机械加工刀具用PDC,有025、010、005等粒度品种,分别适合于粗、精有色金属加工、非金属及其合金零件加工,如汽车发动机的铝硅合金活塞等也分别取得了很好的切削效果。为使科研成果转化为生产力,扩大产能,满足市场对PDC的需要,1990年郑州三磨所在高新区合资建立了郑州新亚复合超硬材料有限公司,于1992年开始工业化生产,其产品涉及石油、地质钻探用的PCD(TSP)、拉丝模坯料用的PCD、切削刀具用的聚晶PcBN机卡刀片、石油与地质钻头用的PDC、切削刀具用的PDC及Pc BN,以及PDC与Pc BN刀具。大概与此同期深圳兆丰达公司从美国合成公司,江汉钻头厂从美国凤凰晶体公司分别引进了制造PDC的装备与技术,随后PDC厂家陆续出现有十余家。目前新亚复合超硬材料有限公司在生产石油、天然气钻头用的PDC的品种规格可满足钻进各类地层的要求,产能与国际同行相比,大概仅次于USS公司与E6公司,新亚公司经过二十年不懈地努力,产品的质量与钻井效果也得到了很大的提升,在国内外享有一定的声誉。大量采用价格非常低廉的煤田PDC来制造煤田勘探用钻头,煤田坑道用工程钻头,打炮眼的钻头是中国PDC应用的一大特色,相对传统的硬质合金钻头而言,PDC钻头物美价廉,估计由亚龙金刚石制品有限公司、四方达超硬材料股份有限公司及黄河旋风股份有限公司等厂家生产的煤田用PDC以数以百万片计。PDC除制造石油、地质、工程钻头外,它的另一个重要用途是制造机械加工刀具与木材加工刀具,用于制造刀具的PDC的金刚石粒度有25μm、10μm、2μm,金刚石厚度0.5mm左右,但PDC的直径越大越好,因为切割成刀头时的成材率高,相对成本较低。就PDC刀片直径而言,由于受六面顶压机高压腔体的制约,其尺寸在Φ40mm左右。我国PDC的发展虽然滞后于国外同行十余年,但近十年来进步飞速,产品质量与国际先进水平的差距日益缩小,生产规模越来越大,不久的将来很可能像单晶人造金刚石一样成为世界生产的大国和强国。
值得补充的是,带硬质合金支撑环的、中心为聚晶金刚石的拉丝模坯料应该归属于复合超硬材料PDC的范畴,这种PDC拉丝模坯料如同金刚石/硬质合金复合片一样,是由金刚石微粉与硬质合金环在超高压高温条件下一次烧结而成的。在硬质合金环的径向紧箍力及硬质合金环本身强度的保护下,使聚晶金刚石拉丝模在拉拔金属线材时可以承受更大的拉拔力而不至破裂。这种拉丝模PDC也是在70年代由GE公司发明的,其商品名称为Compax,后来De Beers与住友电工也生产类似的产品,其商品名称为Syndia和Sumidia。我国直到1996年才由郑州新亚复合超硬材料有限公司首先研制成功,其商品名称为TDW,后来四方达超硬材料有限公司也开发了类似产品,并大量销往国内外市场。
经过近四十年的发展,复合超硬材料PDC、聚晶PCD已成为超硬材料产品线上的重要分支。产品的品种、规格、性能及应用领域与使用效果都取得了很大的进步。生产规模也不断的扩大,除了满足国内市场需求以外,还有部分产品销往国际市场。纵观我国PCD、复合超硬材料PDC的发展史,可以说之所以能取得今天这样的成绩与进步,主要是自力更生、自主创新、艰苦奋斗的结果,实践证明由我们自身开发的产品,适合于国情的制造工艺与技术、更具有生命力,更具有发展前途,可以预料再过五年或者十年,上述产品的市场格局将会发生根本性的变化,我们将为世界超硬材料的不断发展贡献更大的力量。
2 PCD与PDC的烧结机理
上世纪60年代起,苏联、美国的科学家就尝试人工合成“卡布纳多”,但当初并没有成功,其技术上的困难有两个:一是金刚石为高熔点、低扩散系数的物质,烧结现象通常发生在物质熔点的2/3以上的温度条件下,高温下物质的粒子接触部分首先发生塑变、扩散和流动,最终彼此烧结在一起。由碳的P-T相图(图1)可知:金刚石的熔点为4000°K,这就意味着烧结温度必须在2700°K(2400℃)以上,为使金刚石处于P-T相图上的热力学稳定区,其相应的压力为8GPa以上,低于此压力则在上述温度下金刚石会进入石墨的热力学稳定区,金刚石会石墨化,如此高的烧结压力与温度是非常难得的;二是金刚石有极高的硬度,即使在上述压力、温度下也不易发生塑变,所以颗粒之间不能全部接触,存在空隙,空隙处的压力极低,高温下空隙处的金刚石将会石墨化,结果会形成一种性能差的金刚石与石墨的烧结体。
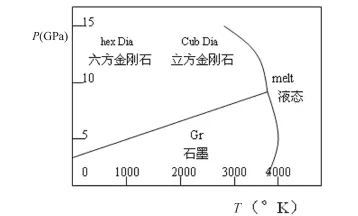
图1 碳的P-T相图Fig.1 The P-T phase of carbon
直到1970年,Hall才成功地进行了金刚石的直接烧结。他采用的烧结条件是压力8.5 GPa,温度2440°K,时间3分钟,得到了密度3.48g/cm3(真密度99%)的白色透明的金刚石烧结体,其抗压强度为5.8 GPa。另外Strong与Stephens用经过高真空加热处理、除去吸附物的金刚石作原料,将其装入钽管中,在压力6.5 GPa、温度1800℃~1900℃保温时间1小时的条件下烧结,得到了密度可达真密度95%~100%、显微硬度70~80 GPa的烧结体。铃木等人采用6.4 GPa、1400℃~1800℃、保温时间10分钟的烧结条件,制得了抗压强度5 GPa的烧结体。铃木、井上等人研究分析了直接烧结过程,由于金刚石没有发生充分的塑性变形,颗粒之间约有2%的空隙存在,空隙处的实际压力极低,空隙周围的金刚石表面石墨化,空隙中填满了石墨。由于石墨的存在妨碍了金刚石的结合,从而降低了烧结体的强度,其最高抗压强度低于5 GPa,硬度、韧性与耐磨性都不能满足刀具材料的要求。因此,他们认为,虽然Hall、Strong、Stephens等人得到了直接烧结的金刚石烧结体,但那么高的烧结压力与温度在大规模工业生产中是难以实现的,也是不经济的。
2.1 钴结合剂的PCD的烧结
“卡邦纳多”是金刚石的不纯聚结体,其杂质通常是硅酸盐矿物或铝、铜、锰、铬、镍、钛、铁、镁等金属,它们以化合物的形式存在,含量由痕量到聚结体重量的百分之几。金刚石的直接烧结有可能获得高纯度的金刚石烧结体,但烧结体条件要求太高。在金刚石粉末中加入一定量的结合剂可以促进金刚石的烧结,降低烧结条件,虽然多少会牺牲一些硬度与耐磨性、导热性,但韧性将有所提高。
Katzman和libby、Wentorf与Rocco以及Notsu等人报道过有钴存在下的金刚石烧结,他们认为如果没有催化剂金属的帮助,金刚石颗粒之间的直接结合是十分困难的。
在超高压高温下钴对金刚石烧结的作用和烧结原理,颇类似于合成单晶金刚石时钴的催化作用与晶体生长机制。包含着金刚石或石墨溶解于钴,而后再以石墨或金刚石的形式析出的再结晶过程,而添加钴的方式对烧结过程及烧结体的性能有显著影响。目前将钴加入烧结的金刚石粉末中去有四种不同方式:
(1)把纯净的钴粉直接加入金刚石粉末中去,而后均匀混合;
(2)将金刚石粉末分散到CoCl2.6 H2O水溶液中,边搅拌边蒸发水分,再把得到的粉末混合物放在氢气气氛中,先在300℃下处理1小时,然后在600℃下处理1小时进行还原,这样Co就均匀地分散在金刚石表面或颗粒之间;
(3)采用真空镀膜的方法,把钴镀到表面已部分石墨化的金刚石颗粒上;
(4)把钴片覆盖在被烧结的金刚石粉末上,烧结时钴片熔化并向金刚石粉末中渗透。
按上述第4种方式加入钴时金刚石的烧结过程类似于熔媒法生长金刚石,钴片熔化渗入金刚石粉末层中,由于金刚石在烧结过程中局部石墨化(也可在金刚石粉末中加入少量的石墨粉),液相钴在渗入金刚石粉末层的过程中,溶解石墨并向金刚石输送碳,使金刚石颗粒长大并搭接起来,钴的渗入过程伴随着石墨向金刚石转变的过程,最后金刚石粉末中的石墨全部转变成金刚石,形成具金刚石-金刚石结合的牢固烧结体,在金刚石颗粒之间残留有少时量孤岛状的钴(或钴的碳化物),这种烧结方式称为扫越式催化再结晶方式(Sweep Through Catalyzed Recrystallization),图2与图3分别表示这种烧结体的结构模型与显微组织。
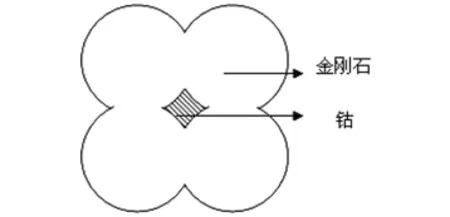
图2 D-D与D-Co-D结合的PCDFig.2 D-D and D-Co-D bonded PCD
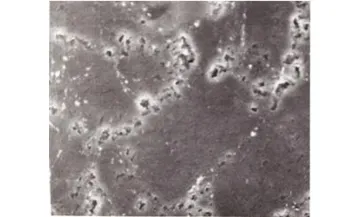
图3 D-D与D-Co-D结合的PCD的微观组织Fig.3 Microstructure of D-D and D-Co-D bonded PCD
按1或2方式加入钴时,金刚石与钴粉均匀混合,烧结时出现钴的液相并溶解金刚石,这种液相与金刚石共存,保温一段时间之后将从液相中析出石墨,因此最终的烧结体是金刚石与含有石墨的钴的烧结体。图4与图5分别表示这种烧结体的结构模型和微观组织。
第3种方式是把金刚石粉末在真空中加热使其表面石墨化,而后在其表面再镀上一层极薄的钴膜,用此种粉末作原料,经高压、高温烧结,据日本无机材料研究所介绍,此法可制造纯度极高的烧结体。看来这种加入钴的方式,其烧结过程可能与第4种方式的烧结过程类似。
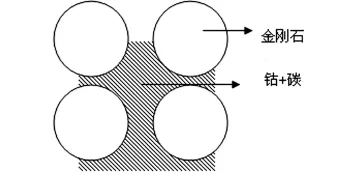
图4 D-Co+C-D结合的PCDFig.4 D-Co+C-D bonded PCD
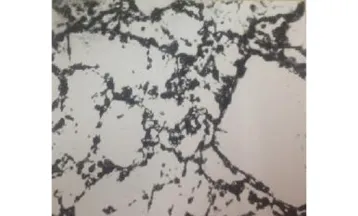
图5 D-Co+C-D结合的PCD的微观组织Fig.5 Microstructure of D-Co+C-D bonded PCD
钴的不同加入方式导致了烧结机理与烧结过程不同,最终所获得的烧结体的组织与性能也有很大差别。以1或2方式加入钴时,钴的加入量以9~10vol%为好,低于此量金刚石表面不能充分被钴浸润,高于此量(13 vol%以上)钴过剩,钴量过高与过低所制得的金刚石烧结体性能很差。以3或4方式加入钴要比以1或2方式加入钴所制得的金刚石烧结体性能好,其显微硬度值可接近80GPa,耐磨性也非常高,一般可超过20万(相对SiC标准砂轮)。但无论用何种方式加入钴,烧结体的耐热性都较差,其耐热极限难以超过800°C(加热时间不超过1分钟),这是因为高温下粘结相中的钴侵蚀熔解金刚石,使之石墨化的原因。
[1] 赵云良,赵爽之.金刚石烧结机理的探讨.
[2] 赵云良,江晓乐,赵爽之.复合超硬材料发展概况.
The Development of sintered polycrystalline diamond compact(PCD&PDC)
ZHAO Yun-liang,ZHAO Shuang-zhi,YAN Sen
(Zhengzhou New Asia Superhard Material Composite Co.,Ltd.,Zhengzhou 450001,Henan)
This article briefly describes the invention,the theory of sintering,manufacturing methods,specifications,methods of performance evaluation,application and development prospects of sintered polycrystalline diamond compact.It could be the reference information for scientific research and production of superhard abrasives.
sintered diamond compact;TSP;polycrystalline diamond compact;drill bit; cutting tool;polycrystalline diamond wire die
TQ164
A
1673-1433(2013)04-0024-05
2013-11-10
赵云良,教授级高工,郑州新亚复合超硬材料有限公共场所司总经理,从事PDC、PCD、PcBN研究与工业化生产。