复合配合零件的加工
2013-05-15王欣
王 欣
(1.湖北工业大学 机械学院,湖北 武汉 430068;2.苏州相城中等专业学校,苏州 相城 215131)
0 引言
电火花线切割机床按切割速度可分为快走丝和慢走丝。快走丝机床的电极丝是快速往复运动的,电极丝在加工过程中反复利用,成本低;慢走丝电极丝作单向低速运行,用一次就废弃掉,成本高,但加工工件表面质量好。本文中的复合配合件选用线切割慢走丝机床加工,以实现精密配合。
1 零件分析和方案选定
1.1 零件分析
图1为7个零件相配的爆炸图,将此零件分为3大部分:第一部分是最中心,用“Ⅰ”表示;第二部分是与I镶嵌的4个小块,分别用“Ⅱ”、“Ⅲ”、“Ⅳ”、“Ⅴ”表示;第三部分是最外侧的两个大块,分别用“Ⅵ”、“Ⅶ”表示。这7个零件是相互配合的,中间的4个件完全一样,也可以实现互换,最外侧的两个件也是完全一样的,可以实现互换。该复合件配合加工后难以实现嵌入平滑顺畅,因此加工的配合间隙越小越好,此零件的配合间隙为单边0.004 mm。
1.2 方案选定
对该复合配合件分析后,初步确定了以下两种加工方案:
(1)每个零件切4刀,尽量在平面上选择切留量,最后一刀将工件切断。该方法加工简便、省时间,缺点是最后一刀切下时,很明显切留量部分只加工一次,其表面质量与其他切4刀的相比差很多,而且切断的地方工件容易变形,表面有切割痕迹,需进一步修整才能完成工件配合。
(2)每个零件切4刀,尽量在平面上选择切留量,第四刀切到切留量的位置暂停,将丝剪断,选厚度为0.2 mm的铜片剪好塞入切割缝中,用502胶水粘接,切留量部分同样切割4次。该方法的优点是加工后,工件配合顺畅,与方案(1)比较,加工后的零件变形小,切割完成后不易留下太多的切割痕迹,后期的修整工作少;缺点是粘接需要一定的技术和耐心,且加工时间长。
综上,笔者选用方案(2),配合间隙为单边0.004 mm。

图1 七个零件相配的爆炸图
2 加工工艺分析
2.1 加工前的准备
本次加工选用沙迪克AQ360L慢速走丝机床,选用纯度高、韧性好、组织均匀、高耐磨的日本模具钢SKD11作为工件材料。取30 mm厚的材料,打一个穿丝预孔,置于机床台面上,用千分表校准,平面度控制在5μm以内并压紧工件。
2.2 加工工艺
先加工图1中的“Ⅰ”、“Ⅵ”、“Ⅶ”3个零件,尺寸不要缩放。然后再加工“Ⅱ”、“Ⅲ”、“Ⅳ”、“Ⅴ”4个零件,此4个零件单边缩小0.004 mm,这样与“Ⅰ”、“Ⅵ”、“Ⅶ”3个零件单边配合间隙为0.004 mm。加工这7个零件,切残留量之前都要进行粘接,粘接的好坏直接影响镶嵌配合是否顺畅。当单个零件大部分外形加工完成后,用气枪吹干切割后的缝隙,塞入厚度为0.2 mm的小铜片,滴入502胶水,等待一段时间让胶水完全干透后继续加工残留量,加工完成后将零件泡入丙酮中,待502胶水完全融化后取出,清洁完成后上油。将加工好的零件逐一嵌入,并达到可互相调换位置且镶嵌精度一致,手感良好的目的。加工完成后如图2、图3所示。
2.3 加工参数
放电加工参数是很重要的参数,粗加工、精加工及镜面加工中的各参数见表1,4次加工时的偏移量见表2。
表1中,放电符号的含义如下:ON:脉宽-放电脉冲时间设定,数值越大能量越大;OFF:脉间-放电脉冲休止时间设定,数值越大放电越稳定;
IP:主电源峰值电流设定,一个脉冲能量大体上由IP、V、ON决定;
HRP:辅助电源电路;
MAO:脉冲间隔及倍率调整;
SV:伺服基准电压设定,即电极丝和工件间隙的加工电压设定,数值越大平均加工电压越高,加工越稳定,不过放电间隙越宽加工速度越慢;
V:主电源电压,跟IP一起设定放电脉冲能量;
SF:伺服速度设定;
C:极间电容器电路;
PIK:镜面加工回路设定;
CTRL:未使用;
WK:电极丝的直径;
WT:电极丝的张力;
WS:电极丝的走丝速度;
WP:加工时的喷流压力。

图2 七个零件的配合图(1)

图3 七个零件的配合图(2)

表1 放电加工参数
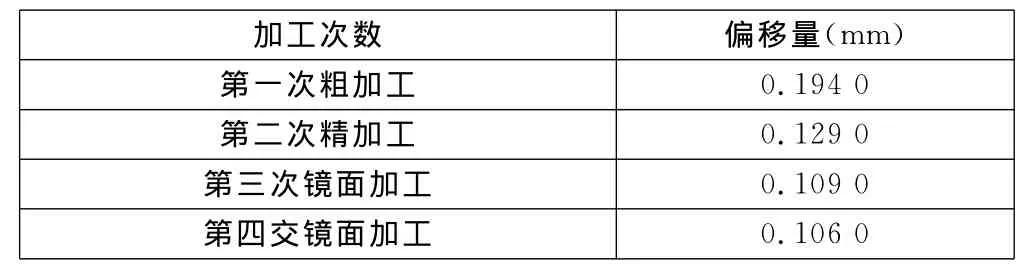
表2 加工步骤与偏移量
2.4 注意事项
(1)工件要用千分表检测,其平面度、垂直度允许误差在5μm以内;电极丝垂直度校正,将UV轴清零。
(2)正式加工零件前,试切一个小方块,测量其外形尺寸精度及垂直度,无误后再加工零件。
(3)工件要打穿丝预孔,防止材料在加工中的应力变形。
(4)确认上、下机头位置,保证贴面加工。一般来讲,上、下喷嘴到工件的距离以0.05 mm~0.1 mm为宜。
(5)确认液位高度,以浸没上机头一半为好。为快速有效地高精度加工,需要妥当地喷流。
(6)加工过程中如果出现短路应及时处理,排除故障,保证加工稳定、顺利。
(7)加工过程中如果出现断丝,从断丝处穿丝继续加工即可。如果经常断丝,应检查一下,排除故障再继续加工。
(8)必须保证零件的齿形以及衔接交错圆弧处的形状精度在0.002 mm以内,且必须保证垂直度在0.002 mm以内。
3 结束语
本文对加工的复合配合件从分析图纸开始,阐述了零件加工的全过程,重点阐述了工艺参数,最终切割出配合间隙单边为0.004 mm的7件复合配合零件。
[1] 赵万生.电火花加工技术工人培训自学教材[M].哈尔滨:哈尔滨工业大学出版社,2001.
[2] 刘晋春.特种加工[M].北京:机械工业出版社,1994.
[3] 郭用丰.电火花及线切割加工[M].哈尔滨:哈尔滨工业大学出版社,2008.
