自动控制理论在数控机床维修中的应用
2013-05-15徐善伟
徐善伟
(晋中职业技术学院,山西 晋中 030601)
1 伺服系统的组成
数控机床从伺服控制系统的角度可分为开环、闭环和半闭环3种方式。其中闭环与半闭环都是基于反馈控制原理工作的,即把反馈回来的实际位置与NC系统给定的指令值进行比较,比较结果用以控制伺服电机向着消除误差的方向旋转,并最终达到与实际要求相符的运行结果。以X轴闭环控制系统为例,数控机床伺服系统就是由内、外环控制的全闭环位置跟随系统。闭环控制系统结构图如图1所示,其简化数学模型如图2所示。
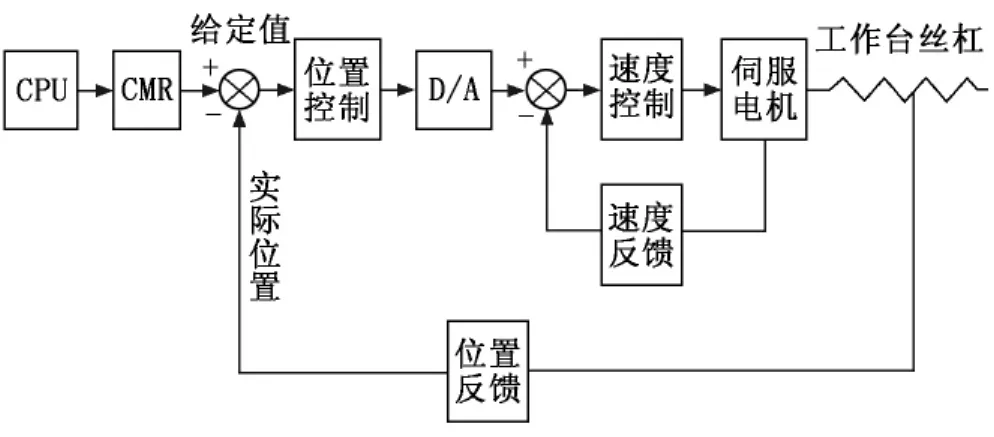
图1 闭环控制系统结构图

图2 闭环控制简化数学模型
图2中,Xi为输入信号;Kp为控制器内部的软件位置增益,可用于调整系统位置环的开环增益;Kda为数模转换系数;Ks为速度调节器增益;Re为电枢回路电阻;Kq为电机力矩常数;Ke为位置编码器的脉冲数;Kn为速度反馈系数;Kb为反电势常数;J为转动惯量;Xo为输出信号。
速度闭环控制模型可简化为:

其中:Km为每伏电压对应的电机转速,Km=;τ为时间常数,
位置闭环控制的开环增益K=KpKdaKmKe。当不考虑速度闭环控制模型时间常数τ时,位置控制开环传递函数为Gk=K/s,其闭环传递函数为一阶模型G(s)=,其中T=;当考虑速度闭环控制模型时间常数τ时,位置控制开环传递函数为Gk=,其闭环传递函数为二阶模型G(s)=,其中,ξ= 。由此可知,数控机床的伺服系统是由位置控制系统和速度控制系统组成,也就是由一阶非周期环节和二阶振荡环节所组成。这是因为:①单纯的一阶非周期环节是不能工作的,由于静态误差太大,计算机的计算和控制再精确都无济于事,单纯的二阶振荡环节对于数控机床也不实用,因为数控机床的最终控制是位置,一般由一阶非周期环节及二阶振荡环节所组成才是可行的;②有了二阶振荡环节的参与,使整个控制系统的动态响应时间变小,灵敏度大为提高,系统易于控制,静态误差可以调节得比较小,既不使机床振荡发散,也不使执行机构的动作滞后,以至于达不到精确的位置精度;③在目前的数控系统中,二阶振荡环节大都由软件实现,这就给维修调试带来很多方便。
2 影响伺服系统性能的指标
目前数控机床的脉冲当量都能达到0.001 mm以上,控制精度高,对于多轴联动的数控机床要求各轴之间有良好的动态配合,否则不仅影响加工效率、加工精度和表面粗糙度,甚至一轴动作过慢,耽误了时序所规定的时间,机床会停止工作。同其他控制系统一样,衡量数字伺服控制系统性能的好坏有3个主要指标:动态过渡时间ts、超调量δ和静态误差Δ。
(1)动态过渡时间ts是指阶跃响应达到并保持在终值的±5%误差带内所需要的最短时间。由于数控系统都是总线控制,即数据、地址、控制总线分时且共用的,按预先编制好的程序进行工作,零件有多少个程序段,系统就有多少个动作,也就会有多少个过渡时间,也就是说上一个动作未完成,下一个动作就不能进行,所以过渡时间也不能太长,否则影响加工速度。
(2)超调量δ是指系统输出响应达到最大值时,其超出稳态值部分与稳态值的比值。超调量太大会使机床在给定点附近来回摆动,此时编码器检测不到目标位置,使机床产生报警停机,从而使下一个动作不能执行。
(3)静态偏差Δ是指在控制系统的作用下,执行机构在接近目标位置时,静态位置偏移给定值的大小。该偏差值过大,也会使执行机构不能到达正确的位置而报警停机。
3 应用实例
3.1 实例一
日本MAKIO卧式加工中心,系统为FANUC 0ic,在运行过程中发现X轴发生振动,同时伴随巨大的噪声,经分析认为是X轴速度控制的超调量太大,即系统增益过高从而导致机床振荡。按system键—扩展键—SVPRM软体键,找到伺服调整画面(见图3),修改LOOP GAIN,把增益从3500改为3 000,故障解除。这里需要注意的是,不能仅仅修改X轴的增益,由于加工中心是三轴联动,因此也必须将Y轴、Z轴的增益同时修改为3 000,否则机床就不能实现联动,影响加工精度。
3.2 实例二
长城机床厂产的896数控车床,系统为FANUC 0imatec,加工过程中X轴有时会出现411#报警,而且故障率越来越高。查阅FANUC维修说明书,411#报警是由于伺服移动误差过大,即系统发出移动指令时,系统的位置偏差计数器(0i系统的诊断号为300)偏差值超过了系统参数(0i系统为1828)所规定的数值,系统发出报警。查看诊断号300,发现数值非常大时系统就报警,因为X轴带刹车,所以分析是刹车故障导致位置偏差值过大,测量X轴的刹车线圈电阻显示正常,用示波器测量刹车的DC24 V电压时有时无,由于刹车是断电刹车,因此当线圈没有电压时刹车起作用,从而导致报警,经过仔细检查发现是供给刹车线圈电压的DC24 V中间继电器底座有问题,导致接触不良,更换底座后,机床恢复正常。

图3 伺服调整画面
3.3 实例三
台湾高明五面体加工中心,系统为FANUC 0系统,开机准备完毕马上就出现420报警,在FANUC维修说明书上指出420报警是由于Y轴伺服移动误差过大,即系统发出停止移动指令或静止时,系统的位置偏差计数器(0系统的诊断号为801)偏差值超过了系统参数(0系统为594)所规定的数值,因此系统发出报警。报警同时发现X轴往下移动一点。经分析是由于主轴自重下移导致静态偏差过大产生报警,因为Y轴是垂直轴,一般在伺服准备好以后电机线圈得电,电机靠自身的扭矩防止下移,但是检查发现Y轴电机的U相断线,电机缺相,自身的扭矩不足以承受主轴的重力。经更换电缆后,机床恢复正常。
