数控火焰切割下料方法改进
2013-05-15苏丽萍
苏丽萍
(山西晋煤集团 金鼎煤机矿业有限责任公司,山西 晋城 048006)
0 引言
当今社会市场竞争异常激烈,控制成本、提高产品质量成为每个公司成长的头等大事。金鼎公司是一家重大技术装备制造企业,主要生产采煤机、液压支架、刮板输送机等系列成套煤矿设备。板材是组成成品的最基本要素,如何在板材的切割过程中有效地提高切割质量,提高板材利用率和切割效率是我们亟需解决的问题[1]。
金鼎公司自引进Fast CA M制图软件、Fast NEST编程软件和Sig ma NEST编程软件后,实现了数控切割机大批量高效率的生产,无论从提高工作效率还是节约原材料方面都取得了令人满意的效果。数控下料既提高了钢材的切割利用率,又可以有序地管理切割下料的生产过程,极大地弥补了企业人工放样难度大、重复放样等难题,但仍存在板料浪费严重、切割效率低等问题。针对以上问题,本文对传统切割方法进行了改进,有效解决了下料成本高、切割效率低和切割质量差等问题。
1 传统切割方法
传统切割下料方法采用如图1所示的逐件穿孔切割下料的方法进行下料(以10个四方形工件为例)。图2为切割程序局部放大图。

图1 原切割程序
如图2所示,切割线从原点A(0,0)开始,经过空程AB,到达穿孔点B,经过引入线BC,进入图形切割范围,依次经过CA-AD-DE-EC,当工件1切割完成后,直接由工件1的出枪点进入工件2的引入点,数控切割机开启切割枪从C点移动到F点,依次进行工件2的切割,当工件第一排切割完成后,依次进行第二排切割。

图2 原切割程序局部放大图
传统方法的主要弊端是[2]:①数控切割空程长,可燃性气体如氧气、乙炔、天然气浪费严重,如图1中,空程(即图中虚线)共11段,约占总切割行程的50%;②每块均需预热穿孔切割,加热时间长,浪费氧气、天然气,预热穿孔加速了切割枪嘴的损耗;③切割质量无法保证,当工件切割第二排时,往往需要从第一排已经切割完毕的工件一角进枪(即第一排的E点),使得E角需进行第二次熔化,造成E角变成有缺陷工件,影响外观质量和焊接质量。
2 改进后切割方法
2.1 30 mm以下材质
采用在两工件的相邻面增加切割辅助线的方法,先切割工件3个面,最后再一条直线回割切断,即通过增加切割辅助线的方法可一次性切割多件工件,有效地避免了逐件切割的各项弊端。切割程序及局部放大图如图3、图4所示。
如图4所示,切割线从原点A(0,0)开始,经过AB,在B点进行穿孔,引入切割线BC,在C点进行工件1切割,依次经过CA-AD-DF-FG-GI……,进行工件2,3,4……的切割,至第一排最后一个工件3个边切割完成后,进行KB边的切割,完成第一排工件最后一边的切割路径。

图3 30 mm以下材质改进后切割程序

图4 30 mm以下材质改进后切割程序局部放大图
图5 为切割对比图。通过技术改进,上、下工件之间切割引入线可直接相连(定位→切割工件A1→切割工件A2……),减少了工件与工件之间的重新定位,不仅减少了切割枪启枪、落枪等重复动作,也减少了切割机重复定位和穿孔的次数,大大提高了生产效率[3]。
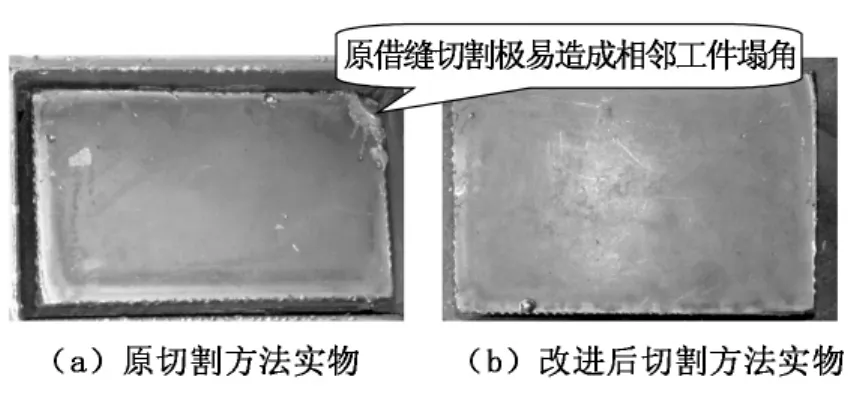
图5 切割对比图
2.2 30 mm以上材质
30 mm以下的板材,工件可以进行连续切割。但是当板厚超过30 mm时,割枪切割到割缝时,割缝处材质温度已经因时间的推移下降,故必须在割缝中停下割枪先进行预热后再进行切割。人员操作频繁极易疲劳,且易在加热切割过程中产生飞溅而损伤工件,故对于板厚30 mm以上的工件不易采用直接连割方式,而是采用在工件之间直接用切割线相连,从而一次性切割出所有工件,切割程序及局部放大图如图6、图7所示。
如图7所示,切割线从原点A(0,0)开始,经过B点,在B点进行穿孔,经过切割引线BC,依次经过CA-AD-DC切割工件完成,但切割线不会停止,而是会沿着CE-EF-FG-GH……,依次进行工件2,3,4等后续工件的切割。在编程时,为防止工件报废,应保证工件的最后一边从大料上完全割掉,如CD边。

图6 30 mm以上材质改进后切割程序

图7 30 mm以上材质改进后切割程序局部放大图
改进后的切割方式有3个优点:①极大地减少了空程量,如图3所示,虚线只占传统方法(见图1)的5%;②极大地降低了预热穿孔数量,如图3所示,原需10个孔现每排最多只需穿一个孔,绝大部分可借板边切割,不需穿孔;③大大提升了切割质量,因切割造成的不合格工件基本消除。
3 结论
传统切割方法切割效率低,且板料浪费严重。本文对传统切割方法进行了改进,并应用于切割生产线。试验表明,改进后的切割方法极大地降低了同类工件的下料成本,提升了切割质量(不合格率降至5%以下),提高了切割效率(同类工件切割时间可节约40%)。
[1] 吴娟.有关数控切割下料合格率100%过程控制的探讨[J].科技情报开发与经济,2011,21(19):220-222.
[2] 应伟雄,朗咨凯.数控切割下料工艺的优化[J].机械产品与科技,2005(3):27-28.
[3] 赵玉钟.数控下料方式的选择与应用[J].金属加工:热加工,2008(12):77-79.
