乙烯装置裂解炉热效率影响因素分析及对策实施
2013-05-15刘永斌周玉新
王 瑶,王 宇,刘永斌,周玉新
(中国石油抚顺石化公司乙烯化工厂, 辽宁 抚顺 113004)
乙烯装置是石油化工装置的龙头,能耗占石化工业总能耗的三分之一以上。裂解炉是乙烯装置的关键设备,能耗又占装置总能耗的70%~80%。在裂解炉各项主要参数中,热效率与节能降耗有极为密切的关系,提高裂解炉热效率,降低裂解炉耗能损失是乙烯装置节能降耗的关键。因此,分析影响裂解炉热效率的因素,采取有效措施提高裂解炉热效率,对乙烯装置实际运行及节能降耗都有着重要的意义。
1 裂解炉运行情况
1.1 裂解炉概况
抚顺乙烯装置始建于1991年,裂解炉是引进美国Lummus公司技术,采用五台SRT-IV型裂解炉,进料负荷范围在9~13 t/h,设计热效率93%。1996年经过扩能改造,增加一台CBL-II型裂解炉,进料负荷控制在13.5~18 t/h,设计热效率92.5%,目前年产乙烯 14万 t。1#~3#裂解炉可以裂解气相进料及液相进料,4#~6#裂解炉只能裂解液相进料。在裂解炉实际运行中,发现SRT-IV型裂解炉热效率达到93.1%左右,CBL-II型裂解炉热效率达到92.5%左右为瓶颈值,较难有所提高,与国内同等裂解炉热效率94%的运行指标相比有些差距。
1.2 裂解炉运行数据监测
为了全面分析氧含量及排烟温度与热效率的关系,截至到2012年9月,整理了最近4年的抚顺乙烯裂解炉实际运行数据(取各年平均值)如表1。
2 裂解炉热效率数据分析
2.1 热效率计算方法
裂解炉热效率是衡量裂解炉体系热量利用有效程度的一个重要标志,依照中国石油天然气股份有限公司企业标准Q/SY 50-2002《石油化工工艺加热炉节能监测测定法》中的综合效率简化计算法,热效率η的定义用下式来表示[1]:

其中:η—热效率,%;
q1′—排烟损失热量占供给能量的百分数,%;
q2′—不完全燃烧损失热量占供给热量的百分数,%;
q3′—表面散热损失热量占供给能力的百分数,%;
tg—排烟温度,℃;
ta—外供热源预热空气时,热空气的温度,℃;
W—雾化蒸汽的用量,kg/kg燃料;
cO2—烟气中氧含量百分数,%;
cCO—烟气中一氧化碳含量×10-6;
α—过剩空气系数。
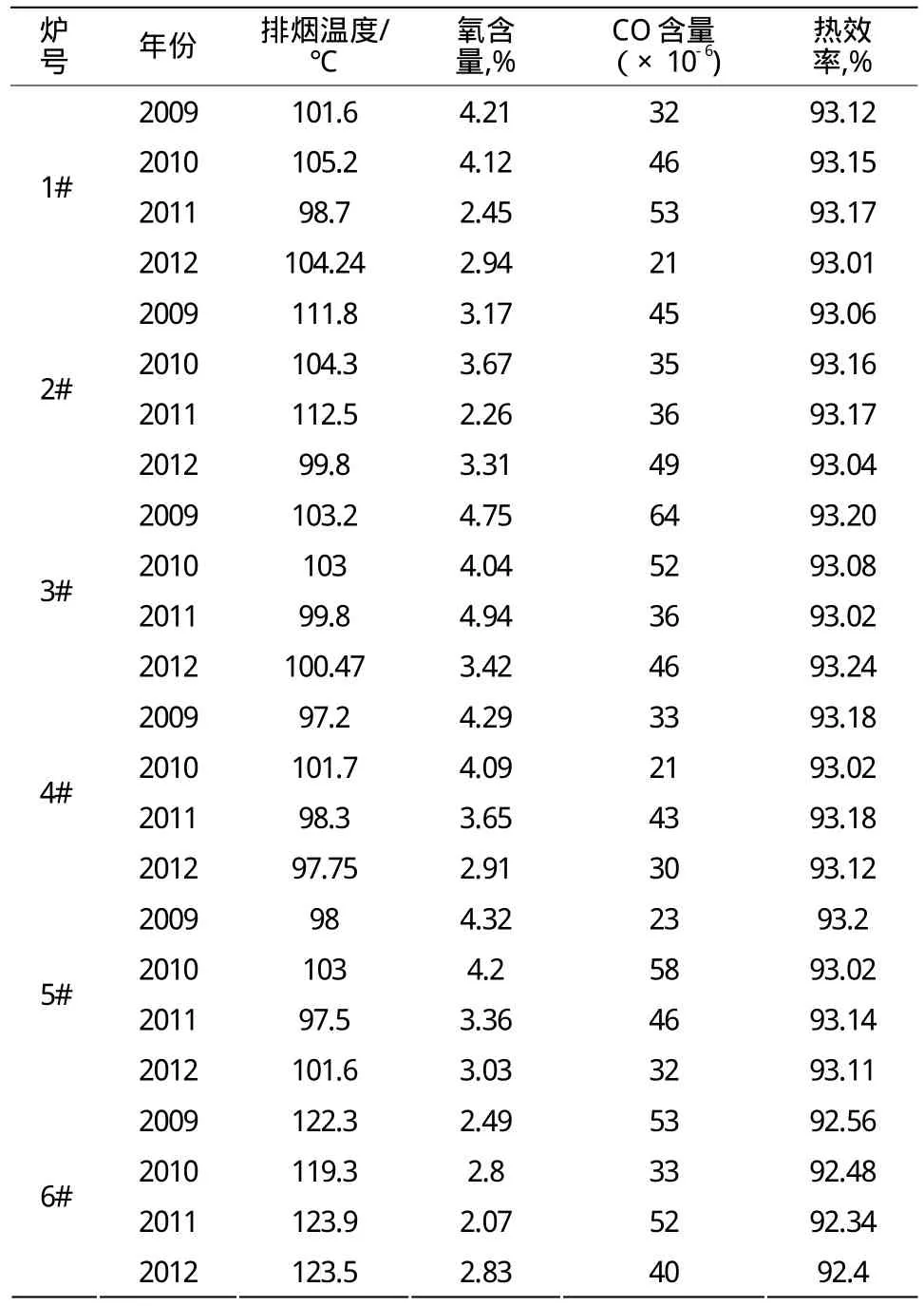
表1 裂解炉实际运行参数Table 1 Cracking furnace operation parameters
2.2 确定影响热效率的主要因素
通过对热效率计算公式的分析,可以发现在设备方面,对热效率影响较大的是炉体保温、燃料气火嘴情况、空气预热器运行情况等;在工艺方面对热效率影响较大的因素有过剩空气系数、排烟温度以及一氧化碳含量等。在1#~3#裂解炉中选择3#炉,4#~6#裂解炉选择4#炉做趋势图可得到图1。由图1势图结合氧含量计算公式可得到排烟温度和氧含量对热效率影响较大,而CO的含量可控制在10-6级,对热效率影响不大。
2.2.1 氧含量与过剩空气系数
过剩空气系数是实际所需要的空气量与理论所需空气量的比值,在应用时是利用炉内氧含量值计算所得。氧含量越小,过剩空气系数越小,但不能保证燃料完全燃烧;氧含量越大,过剩空气系数越大,虽然能保证燃料的完全燃烧,但过剩的空气在烟气排放时却带走了部分热量,使热效率降低。抚顺石化裂解炉氧含量控制指标在2%~5%。
2.2.2 排烟温度
裂解炉的排烟温度越高,带走的热量越多,即热效率越低。从裂解炉实际运行考虑,烟气温度的降低虽然有利于热效率的升高,但是如果低于烟气酸露点(与燃料中的硫含量有关)就会产生酸性气体露点腐蚀,对设备造成损伤,所以在实际操作中不能一味的追求较低的烟气温度。抚顺石化裂解炉烟气控制指标为97~110 ℃。
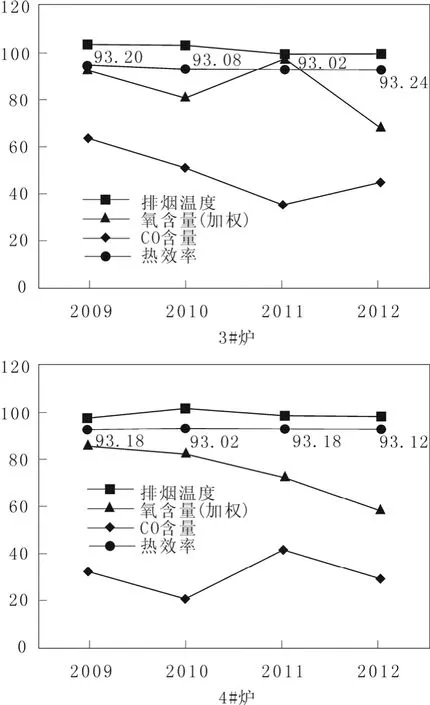
图1 排烟温度和氧含量对热效率的影响Fig.1 Exhaust gas temperature and oxygen content on thermal efficiency
2.2.3 一氧化碳含量
裂解炉燃料气燃烧过程中虽然保持过剩的空气,但还会有少量不完全燃烧的现象。在实际测定中是以烟气中碳元素的不完全氧化态即CO的含量来计算的。CO的含量可控制在10-6级,相比过剩空气系数及排烟温度,当CO处于(1~100)×10-6时对热效率影响不大[2]。当其他参数不变,经过计算可得烟气中CO含量每增加50×10-6时,热效率仅下降0.02%,即CO处于(1~100)×10-6时仅能影响热效率的 0.04%。由此可得,对热效率影响较大的因素是氧含量和排烟温度。
3 问题分析与对策实施
3.1 问题分析
3.1.1 气相进料裂解炉
(1)由于 1#~3#裂解炉可以裂解气相进料及液相进料,在实际运行中承担着裂解分离区产出的乙烷、丙烷即裂解轻烃的任务,也承担着裂解外购轻烃(即部分的LPG、C3、C4馏份进料)的任务。轻烃裂解由于要求COT(裂解炉出口)控制温度比液相原料高大约 20 ℃左右,因此裂解过程中需要的燃料气量增大,氧含量增加,炉膛辐射段温度升高,加上原料在对流段预热时没有相变过程,其吸收热量较少,会造成烟气温度较其他炉偏高,影响热效率。
(2)在轻烃炉实际运行过程中,气相原料多为烷烃,以催化和自由基结焦为主,焦的密度较大,比较致密[3]。抚顺乙烯裂解炉气相原料主要是循环乙烷、丙烷和少量的液化气,这部分原料在高温裂解过程中,脱氢生成乙烯、丙烯,乙烯、丙烯化学性质活泼,易生成炔类物质。炔类物质在结焦机理中,是造成高温结焦的主要原因,因此气相原料在裂解过程中较易产生结焦现象,影响燃料气燃烧换热,从而影响排烟温度和氧含量。
3.1.2 液相进料裂解炉
(1)4#~5#裂解炉炉承担着裂解液相进料的任务,因不涉及裂解轻烃,原料组分相对前3台炉变化较小,在实际运行中以精细调节为主,2台裂解炉热效率高于其他裂解炉。
(2)6#裂解炉进料负荷设计值较前 5台炉多50%,设计排烟温度为120 ℃。由于其负荷大,燃料气用量多,导致其排烟温度高,热效率较其他小负荷裂解炉有些差距。
3.1.3 其他影响热效率的原因
抚顺乙烯裂解炉连续运行20年,没有进行较大的技术改造,长期连续运行积累了一些问题,主要问题总结如下:
(1)实际工况与原设计发生变化。随着抚顺石化“百万吨乙烯”项目建成并投产,优质原料出现供不应求的局面。近几年抚顺乙烯裂解原料由原设计的以液相为主调整为气液兼顾,对流段传热介质发生改变,同时进料负荷相应减少,低负荷生产对热效率也有较大的影响。
(2)对流段积灰。抚顺乙烯裂解炉原设计均配有蒸汽自动吹灰装置,但由于效果不好,一直采用人工吹灰,吹灰介质为工厂风,在裂解炉停炉期间进行吹扫。由于不能较好的清除对流段积灰,导致烟气与原料间无法充分换热,造成热量的浪费。
(3)炉体保温影响。由于运行时间长,炉墙及衬里有粉化脱落现象,炉外墙表面热点多,热损失大,装置投产以来一直没对炉墙及衬里进行改造翻新,由于检修期间只能进行一些局部的处理,无法实现施工部位和原保温紧密结合,热量损失严重。
3.2 实施对策
3.2.1 加强裂解炉的保温密闭
在日常巡检工作中注意对炉体各部位漏风情况的检查:调节侧壁烧嘴风门,防止进气量较高造成浪费,注意侧壁视火孔的检查等。在停炉检修期间,将修复保温衬里作为常规工作之一,加强衬里薄弱部位的检查,特别是炉底烧嘴上部、视火孔、防爆门、人孔门、侧壁烧嘴周围等,并对局部脱落的保温进行修补,使用优质的保温材料对损坏的炉墙的裂缝进行填塞,改善炉体的密闭保温性能[4]。
3.2.2 做好烧嘴的日常维护
烧嘴燃烧正常与否对热效率的影响十分直接。实际运行中烧嘴可能出现喷孔结焦、积灰堵塞,脱火、回火等问题,燃烧出现异常就会损失热量。巡检中应注意检查烧嘴燃烧情况,及时调整风门,对需要停炉清理和更换受损的烧嘴做好记录,确保下次运行时所有烧嘴处于良好燃烧状态。装置运行期间定期对燃料气罐排液,防止分离再生气系统夹带液相重组分到燃料气系统,避免燃料气受到污染。裂解炉停炉检修期间,用蒸汽或氮气吹扫燃料气管线,防止燃料气中的杂质堵塞烧嘴,冬季生产应检查燃料气管线伴热情况,避免燃料气产生凝液对烧嘴有不良影响。
3.2.3 严格控制氧含量和排烟温度
调节氧含量的办法是调节炉膛负压和烧嘴风门,炉膛负压要根据氧含量情况,结合烧嘴风门开度来调整。在氧含量表维护方面,应利用便携式测氧仪对在线氧表进行校验,对氧化锆探头过滤器上的积灰定期清除,并对更换清理、故障原因、投用结果等作记录,确保在线氧表示数准确。热效率与排烟温度直接相关,为尽可能降低裂解炉排烟温度,进一步细化裂解炉吹灰操作,应按周期对运行的裂解炉进行吹灰,对吹灰前后裂解炉的运行情况进行对比, 为实时了解对流段炉管积灰情况,应对排烟温度、燃料气消耗量等进行记录整理。
3.2.4 加强平稳率考核
裂解炉实际运行中,与岗位人员的日常操作有着密切关系,岗位人员的责任心,对主要参数的重视程度以及操作经验对裂解炉的运行都有很大影响,应将裂解炉氧含量、排烟温度、COT出口温度、燃料气量、液化气补给量作为平稳率考核指标[5],实行日检查、月考核,同时加强人员培训。根据装置实际运行情况,不断调整指标控制范围,持续改进平稳率考核指标范围,力求裂解炉的平稳运行及优化运行。
3.3 运行效果
通过近半年的时间对裂解炉整体运行情况的优化及日常工作的细化,截至到2013年3月整理部分运行数据如表2。

表2 2013年裂解炉运行数据Table 2 Cracking furnace operation parameters in 2013
由实际运行数据可得到裂解炉热效率有了提升,由 93.1%左右提升到 93.4%左右,其中烟气温度、氧含量不仅符合工艺生产指标控制要求,也取得较佳的配比关系。
4 结束语
在乙烯装置生产技术日趋成熟的今天,延长运行周期,节能降耗,提高装置竞争能力已经成为各个乙烯生产企业的努力方向。乙烯装置中裂解炉作为龙头装置和重要设备,挖潜增效、降本降耗的潜力还有很大,而裂解炉运行过程中,热效率又是裂解炉运行最主要的参数。要加强装置工艺、设备的技术研究,深挖装置潜力,不断探索提高热效率的办法,逐步完善装置运行水平,为提高抚顺乙烯装置的综合竞争能力提供必要的保证。
[1]设备运行状态监测技术报告.中油抚顺石化设备检测监理研究中心[R].2012-10.
[2]张磊, 何细藕.裂解炉热效率的影响因素分析[J].石油化工设计, 2009,26 (2):25-28.
[3]王松汗.乙烯装置技术与运行[M].北京:中国石化出版社,2009:204-205.
[4]赵锟, 任耀杰. 影响裂解炉热效率的原因分析与对策[J].乙烯工业,2010, 22 (2):46-51.
[5]白玮. 通过强化管理提高裂解炉热效率的研究[J].当代化工,2011,23(1):46-49.