真空热处理炉温场测试关键过程控制及可靠性探讨
2013-05-14罗小萍
罗小萍
(湖北省计量测试技术研究院,武汉 430223)
0 引言
真空热处理炉(以下简称真空炉)广泛应用于各种高温合金不锈钢、工具钢、高速钢以及磁性材料的热处理及光亮淬火,为保障热处理材料的物理性能,炉内有效加热区必须具有较好的均匀性,使被处理工件处于工艺要求的温度范围内。目前,我国对真空热处理炉温场均匀性测量的技术依据是GB/T 9452—2003《热处理炉有效加热区测定方法》,此标准适用于普通热处理炉、真空炉、气氛炉。对于真空炉的测量,标准规定测量用传感器采用铠装热电偶,由于真空炉的密闭性,热电偶参考端如何从炉中引出是测量的关键过程,它对测量结果有直接的影响,本文将通过理论分析和工业现场真空炉温场的测试数据对以上问题进行探讨。
1 测量过程概述
按照GB 9452—2003要求,真空炉温场均匀性测量采用具有修正值的铠装K分度号热电偶作为测量标准,根据真空炉工作空间即有效加热区的大小选择若干支热电偶固定在测量支架上均匀分布于被测区域,将热电偶参考端引出至测量装置,开机、抽真空、升温,待炉温升至设定温度并达到标准规定的保温状态后分别读取每支热电偶的热电势值,对照K分度号热电偶分度表可得到温度值(或直接读取温度值),取偏离设定温度最大的差值,即为被测真空炉在该温度下的温场均匀性。
2 传感器的引出方式及测量回路
2.1 传感器直接从炉门口引出
当真空炉炉门密封性能好,传感器参考端直接从炉门口引出可保证真空炉的真空度时,可采用此种引出方式,测量过程与普通热处理炉相同。
2.2 传感器通过法兰盘引出
当传感器参考端直接从炉门口引出不能保证真空炉的真空度时,我们可通过法兰盘引出,工业现场真空炉使用的法兰盘通常有两种:
1)一种法兰盘上钻有若干小孔,热电偶参考端可分别从小孔中穿出,小孔内装有密封圈可将炉体密封,引出的参考端插入冰点器中再通过普通导线连接至测量装置,如图1所示,数字序号代表各热电偶放置的位置。
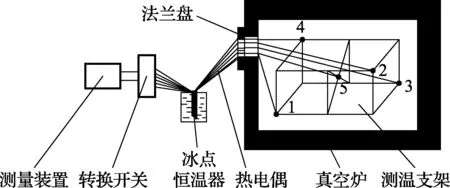
图1 有效加热区测量示意图
2)另一种法兰盘上无孔,而是有若干个内外相通的接线柱,炉内热电偶参考端只能连接在接线柱内侧,接线柱外侧采用补偿导线或同分度号热电偶连接后插入冰点器中,再通过普通连接导线与测量装置相接,如图2所示。
3 可靠性分析及测量原理
1)若现场真空炉使用的是第一种法兰盘时,按图1接线,当炉温升至设定温度并达到保温状态后,由测量装置巡回读取每支热电偶电势值E(t,0),查分度表后加上热电偶各自的修正值得到真空炉内的实测温度值,即:
E=E(t,0)+ΔE(t)
(1)
式中:E为修正后的热电偶的电势值;t为实测温度;E(t,0)为测量装置读取的热电偶测量端温度为t,参考端温度为0℃时的电势值;ΔE(t)为热电偶在t温度下的修正值。
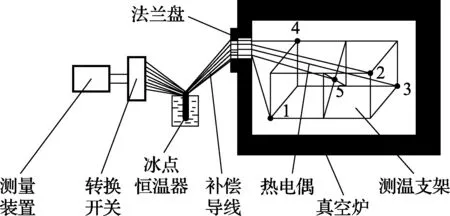
图2 有效加热区测量示意图
由式(1)中的E查分度表即得到真空炉内的实测温度。
Δ=±t-T
(2)
式中:Δ为温度T时的均匀性;T为仪表设定温度。
2)当现场真空炉使用的只有第二种法兰盘时,按图2接线,即通过法兰盘上内外相通的接线柱将热电偶参考端与接在外侧的补偿导线(或热电偶)接通,此时由测量装置读取的热电偶电势值是否还是E(t,0)呢?
我们看热电偶测量回路,假设法兰盘内侧温度为t1,外侧温度为t2,根据热电偶中间温度定律:
E(t,0)=E(t,t1)+E(t1,t2)+E(t2,0)
(3)
式中:E(t,t1)为热电偶测量端温度为t,参考端温度为t1时的电势值;E(t1,t2)为热电偶测量端温度为t1,参考端温度为t2时的电势值;E(t2,0)为热电偶测量端温度为t2,参考端温度为0℃时的电势值。
由于热电偶两电极在温度t1与t2之间连接体是材料相同的铜接线柱,故式(3)中E(t1,t2)=0,由测量装置读取的热电偶电势值并非E(t,0),而是E(t,0)-E(t1,t2),也就是说由于铜接线柱充当了热电偶测量回路的一部分,使测量回路中的电势值减少了E(t1,t2),从而产生了测量误差:
Δt=E(t1,t2)/Sk≈t1-t2
(4)
式中:Δt为t1与t2的温差;Sk为K分度号热电偶在t1~t2之间的平均热电势率。
根据热电偶测温原理,(t1-t2)越大,则E(t1,t2)越大,误差也就会越大。鉴于此,我们在真空炉温场均匀性测试时做了如下误差试验。
4 温场均匀性测试和误差试验
我们使用第二种法兰盘对VOQ2-80型双室真空淬火炉在1100℃进行温场均匀性测试 (空载)为例,其工作区几何尺寸为:(600×500×300)mm3,假定它为有效加热区,按GB/T 9452—2003要求,选用0.01级数字电压表作测量设备,将5支铠装K型热电偶固定在测温支架如图3所示位置上并装入炉内,热电偶参考端连接在法兰盘内侧,同时在法兰盘的内侧(6号)和外侧(7号)分别放置感应灵敏的T型热电偶,且与法兰盘表面紧密帖附,外侧用同型号热电偶连接至冰点恒温器,引出后接入测量装置。密封好真空炉,按热处理工艺抽真空、升温、保温,当炉温达到1100℃后保温30min即开始测量,来回读取真空炉仪表显示值和每支热电偶的电势值两次作为一次测量,共测量6次,每次读数间隔时间5min,测量数据如表1所示。

图3 有效加热区测量示意图
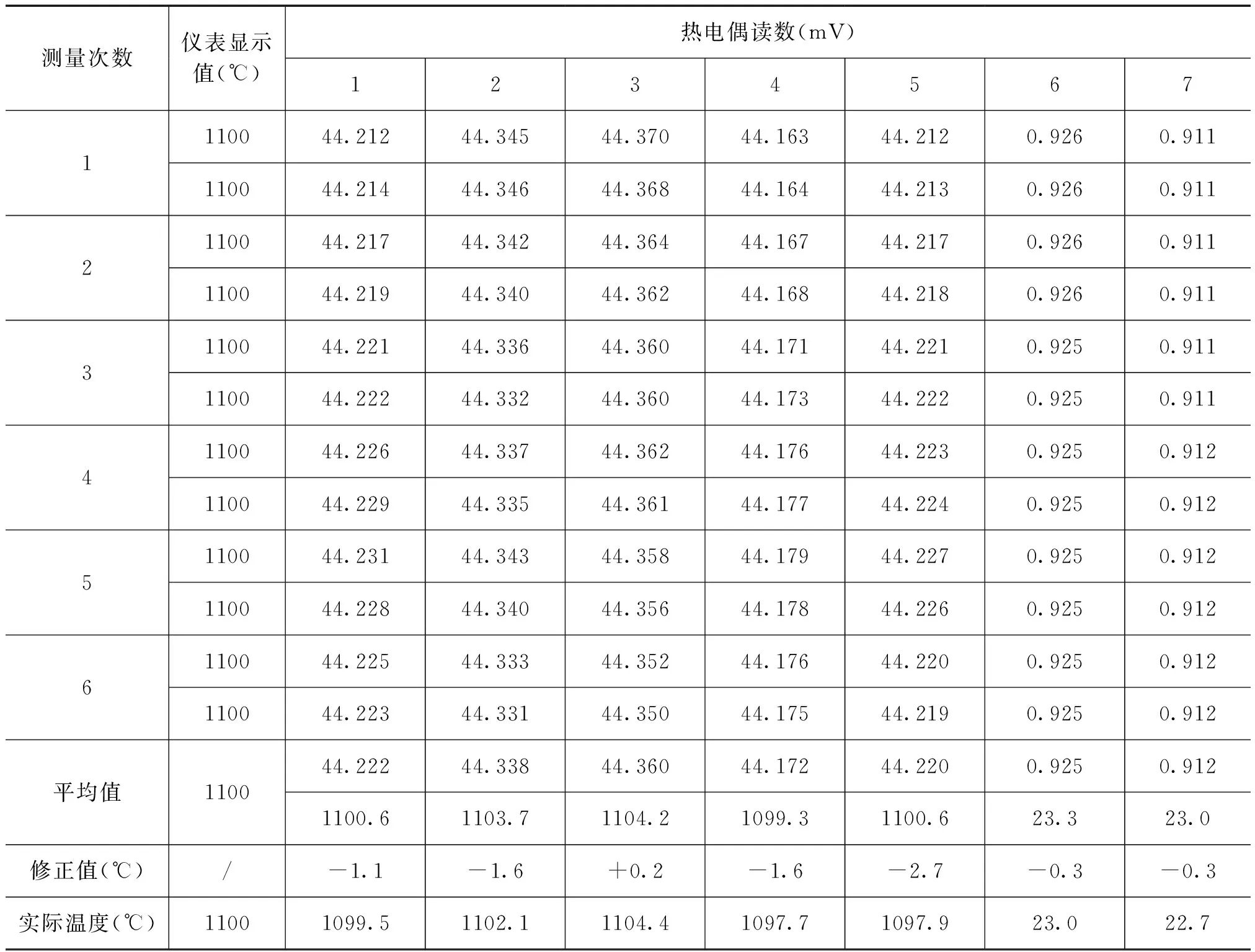
表1 热处理炉温场均匀性测试
由以上测量结果,3号位置相对工艺温度(即设定温度)偏差最大为+4.4℃,即均匀性Δ=±t-T=±4.4℃。按GB/T 9452—2003技术要求,该热处理炉在以上有效加热区保温精度达到Ⅱ级。
另由6、7号位置热电偶测量数据来看,法兰盘内外侧温差仅为0.3℃,也就是上述式(4)漏掉的测量误差Δt,相对于该均匀性测量精度来说,此项误差可忽略不计,说明该真空炉具有良好的冷却水循环系统且法兰盘有较好的导热性。由此可见当现场真空炉使用的只有第二种法兰盘时,采用此方式测量也是有效可行的。
5 结语
综上所述,对真空炉做温场均匀性测试时,测量用传感器从密闭的炉体中引出是一关键过程,它直接影响到测量回路和测量結果,测试时应优先考虑直接引出方式,当现场真空炉只有接线柱式法兰盘时,如果被测真空炉有较好的冷却水循环系统且法兰盘有较好的导热性时,连接方式造成的误差影响可忽略不计,若法兰盘內外侧温差较大影响到测量准确性要求时,我们应考虑其带来的测量误差,或者可能要考虑换用带小孔式法兰盘方可进行测量以保证测量的准确性。
[1] GB/T 9452—2003热处理炉有效加热区测定方法[S].北京:中国计量出版社,2003
[2] 廖理.热学计量[M].北京:原子能出版社,2002
[3] JJG 351—1996 工作用廉金属热电偶检定规程.北京:中国计量出版社,1996
[4] JJF 1001—2011 通用计量术语及定义.北京:中国计量出版社,2010
