混合水射流喷丸强化技术
2013-05-11党建毅
党建毅 董 星 杨 威
黑龙江科技学院机械工程学院,黑龙江 哈尔滨 150027
引言
喷丸强化是一种有效提高金属零部件疲劳寿命的冷加工工艺,它具有效果好、成本低、生产效率高等优点,目前,广泛应用于机械、化工、冶金、航空航天等领域。随着工业的快速发展,对性能好和表面质量要求高的金属零件的需求日益增多,由此催生了一些有别于传统喷丸强化的表面强化新技术,如激光喷丸强化、微粒喷丸强化、超声喷丸强化、双面喷丸强化和水射流喷丸强化等。其中,水射流喷丸强化是在20世纪80年代末由Zafred[1]首先提出的,因其具有受喷材料表面粗糙度值增加小、喷丸强度范围宽、覆盖率高、喷丸灵活、控制方便、无尘、安全绿色环保等优点而得到了快速发展。
混合水射流喷丸强化是水射流喷丸强化技术的延拓与发展,是近期在水射流喷丸强化技术基础上发展起来的又一种喷丸强化新工艺,它具有喷丸强度高、喷丸压力低、强化效果好等优点,因此,混合水射流喷丸强化技术是喷丸强化技术发展的新方向之一。
1 混合水射流喷丸强化原理及装置
混合水射流喷丸强化基本原理就是在高压水中加入弹丸粒子,使其与携带巨大能量的高压水混合,形成混合水射流高能流束喷射到零件表面上,利用混合水射流中弹丸的冲击作用使零件表层材料产生塑性变形,从而引入残余压应力,达到提高零件疲劳寿命的目的。
混合水射流根据弹丸粒子加入方式的不同,可分为后混合水射流和前混合水射流。后混合水射流主要是根据传统的引射泵原理设计的,即弹丸粒子在负压或正压作用下,直接被“抽吸”入混合室与高压水混合后通过喷嘴喷出形成射流。前混合水射流是弹丸粒子先与高压水在储丸中混合,然后再经高压输送管进一步混合,最后经喷嘴喷出形成射流。
根据混合水射流形式不同,混合水射流喷丸强化装置分为后混合水射流喷丸强化装置和前混合水射流喷丸强化装置,通常均由供水系统、供压系统、供丸系统、控制系统和工作台等几部分组成。
典型的后混合水射流喷丸强化装置如图1所示。其工作过程为:水箱1中水经过滤器2进行粗、精过滤,达到使用要求后,由增压泵3中的前置泵吸入,经过增压泵3增压至工作压力,并输送到喷头的水喷嘴15内,经水喷嘴进入混合室16内。供丸系统采用干式供丸,预先向贮丸箱13中注入弹丸,待注满后,打开气阀10和11,开启弹丸阀12,同时启动空气压缩机7,压缩空气经油水分离器8,将压缩空气中凝聚的水分和油分等杂质分离清除,使压缩空气得到净化。压缩空气由高频开关阀9控制,通过控制开关频率来调整供气次数,从而控制弹丸的供给量。弹丸经弹丸阀12由压缩空气送入混合室16内,并与水喷嘴15喷射出的水射流在混合室16内发生剧烈掺混合能量交换后,经弹丸喷嘴17喷向零件18表面。喷丸后的水和弹丸由收集箱19进行收集,同时,为保证供丸的连续性,要定期向贮丸箱13中补充新弹丸。上述工作过程均由控制柜20来控制,其中控制柜(a)控制喷头和回转装置的运动,控制柜(b)控制供丸系统,控制柜(c)控制供水系统和供压系统。
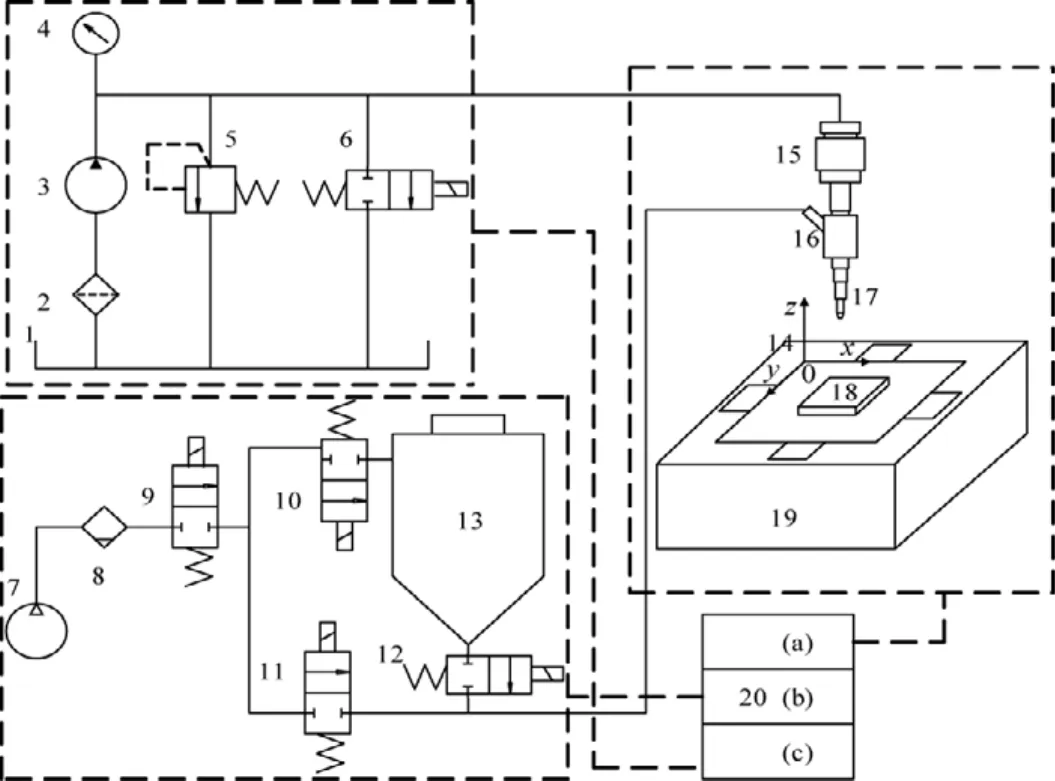
图1 后混合水射流喷丸强化装置图Figure 1 Rear-mixed Water Jet Peening Strengthening Equipment
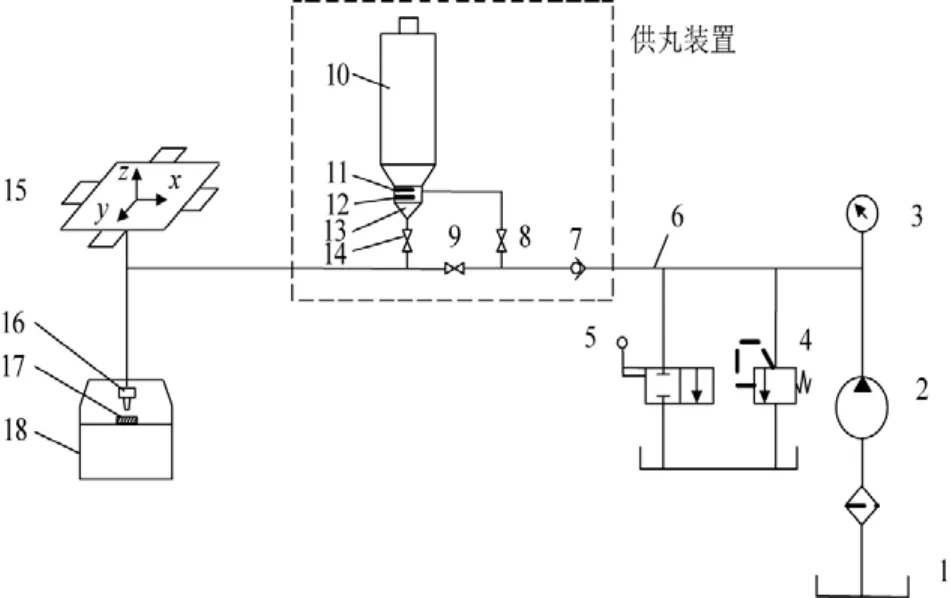
图2 前混合水射流喷丸强化装置图Figure 1 Pre-mixed Water Jet Peening Strengthening Equipment
图2为典型的前混合水射流喷丸强化装置图[2]。其工作过程为:由高压泵2来的高压水分为两股,第一股高压水经水阀8和高压管进入供丸室11,形成向下的螺旋流,同时,通过弹丸粒子间的缝隙向上做渗流运动,弹丸在自重和螺旋流的作用下经供丸器流入混合室13,然后经浆料阀14向下流动;第二股高压水经水阀9通到浆料阀14下端,与流入的弹丸在高压管内均匀混合流向喷嘴,经喷嘴加速后以近于水射流的速度喷射到金属零件表面。
后混水射流喷丸强化装置弹丸供给均匀、能实现精确、连续供丸、易调节,但由于弹丸与水混合时间短,速度相差较大,弹丸难以进入水射流中心,射流冲蚀能力较弱,影响了其喷丸强化的质量和效率。前混合水射流喷丸强化改善了弹丸和水的混合效果,绝大多数弹丸能够进入水射流中心部位,弹丸和水的混合更加均匀,可以获得较高的喷丸速度,达到良好的喷丸效果,但弹丸流量的精确控制目前还没有得到有效解决。
2 混合水射流喷丸强化效果
2.1 喷丸对残余压应力的影响
前后混合水射流喷丸均可以有效增大金属材料表层的残余压应力。
采用后混合水射流对AISI 304不锈钢进行喷丸,当第1组喷丸参数:靶距为152mm、压力为103MPa、速度为1.02m/min、弹丸粒度为120#,当第2组喷丸参数:靶距为203mm、压力为262MPa、速度为1.02m/min、弹丸粒度为80#,当第3组喷丸参数:靶距为254mm、压力为172MPa、速度为1.02m/min、弹丸粒度为54#,当第4组喷丸参数:靶距为254mm、
压力为262MPa、速度为1.02m/min、弹丸粒度为80#时,产生的喷丸表面残余压应力分别为203MPa、461MPa、424MPa和463MPa,由以上可知最大残余压应力是在第4组喷丸参数时获得,最大值为463MPa。同时,弹丸尺寸和射流压力是影响残余应力最主要的参数,其影响分别超过25%和15%[3]。
采用前混合水射流分别对2Al1铝合金和45钢进行,均会产生较大的残余压应力,当对2Al1铝合金的喷丸压力分别为1MPa和4MPa时,喷丸产生的残余压应力分别为-132.7MPa和-109.2MPa,当对45钢的喷丸压力分别为4MPa和8MPa时,喷丸产生的残余压应力分别为-422.4MPa和-407.2MPa[4]。
2.2 喷丸对疲劳寿命的影响
前后混合水射流喷丸可以有效提高金属材料的疲劳寿命。
采用后混合水射流对AISI 304不锈钢和TiAl4V钛合金进行喷丸,当喷丸压力为262MPa、靶距为203mm、弹丸粒度为54#时,Ti6Al4V钛合金的疲劳强度增加了25%。
采用前混合水射流对2Al1和45钢疲劳试样进行喷丸,然后进行疲劳试验,对于2Al1铝合金,当应力振幅由190.3MPa减小到155.7MPa,试样疲劳寿命由未喷丸的9.324×104次和2.857×105次相应提高到1.001×106次和7.230×106次,分别增大了10.74倍和25.31倍;对于45钢,应力振幅由352.5MPa减小到282MPa,喷丸试样由未喷丸的4.794×104次和1.888×105次相应提高到1.202×105次和3.503×106次,分别增大了2.51倍和18.56倍。且喷丸前疲劳裂纹萌生于试样表面,喷丸后,疲劳裂纹有的萌生于试样内部,有的萌生于试样表面。
3 结语
(1)混合水射流喷丸强化是高压水射流技术的延拓和发展,具有喷丸强度高、强化效果好、对喷丸装置抗压性要求低、安全绿色环保等优点;
(2)混合水射流喷丸强化装置通常由供水系统、供压系统、供丸系统、控制系统和工作台等几部分组成。
(3)前后混合水射流喷丸强化均可以有效提高金属材料表层的残余压应力和提高金属材料的疲劳寿命。
[1]P R Zafred. High Pressure Water Shot Peening.European Patent Specification. Publication[EB].0218354B1.1990-7
[2]董星,刘春生.磨料射流技术[M].徐州:中国矿业大学出版社,2002
[3]D. Arola,A. E. Alade,W. Weber. IMPROVING FATIGUE STRENGTH OF METALS USING ABRASIVE WATERJET PEENING[J]. Machining Science and Technology,2006,10:197-218
[4]董星,郭睿智,段雄.前混合水射流喷丸强化表面力学特性及疲劳寿命试验[J].机械工程学报,2011,47(14):164-170
