基于FOGRA表格计算彩色套印标准偏差的研究
2013-04-29付婉莹陈世军
付婉莹 陈世军
彩色套印标准偏差是印刷质量检测与控制的一项重要参数。目前通常使用的套印标准偏差标准是由德国FOGRA研究所在20世纪80年代确定的。根据FOGRA标准,套印标准偏差的最大额定数值规定:纸张需要两次运行时,用于递纸套印的标准偏差不能超过20μm;在四个色组的机器上交接时套印标准偏差不能大于10μm;每增加一个色组可增加3μm的套印标准偏差,但整个套印标准偏差不能超过20μm。实施精品印刷时,对套印标准偏差的要求更高。
本文以印刷质量在线检测为基础,通过试验总结了利用FOGRA计算表格计算彩色套印标准偏差的方法,初步实现了套印偏差的测量和计算,并建立了一套彩色套印标准偏差检测算法流程,该算法可用于控制和分析彩色印刷品的印刷质量。下面,笔者将介绍这一过程。
套印标准偏差的测量
1.测量条件
试验用样如图1所示。测试条件:印刷速度为最高印速的85%,使用普通油墨,色序为黑、青、品红、黄,测控条使用FOGRA印刷测控条,纸张使用双面光滑铜版纸(120g/m2),纤维方向与走纸方向相同,规格至少为最大印刷纸张幅宽的80%。此外,纸张在印刷车间预处理2天以上,试验用厂房的相对湿度在45%~60%,湿度变化最多为10%;温度在20~25℃。
2.测量方法
在重叠印刷时将部分印刷套印位置相互做出记号,基准设于纸边。通常印刷机交接时的套印在评估套印精度上有重要意义,交接的次数同印刷机组的数量相关。可使用两个参数,一个是从第一到第二个印刷机组交接的套印标准偏差;另一个是第一个到第四个印刷机组交接的套印标准偏差。套印标准偏差也可用于第二和第三机组及第三与第四机组之间交接的套印偏差检测。使用FOGRA印刷测控条测量套印标准偏差,在40倍的放大镜下,可以看到一些数值均衡地围绕着一个中间值,如图2所示:零刻度位于基本刻度15和16之间,故基本读数值为1500μm,在此基础上第4与第5刻度线之间的刻度线完全重合,故图2显示的最终读数为1545μm。
此时如果继续求出多于四个机组的纸张交接的套印标准偏差,则每增加一个附加机组,套印标准偏差就多出约3μm。
套印标准偏差的计算
1.计算工具
计算套印标准偏差有两种方式。一是使用带统计功能的计算器,二是用表格计算程序来进行计算。为了使试验数据更精确,试验中,笔者取了100个测量数值,将测量数值直接输入计算机,采用FOGRA表格来计算套印标准偏差。
2.计算值与等级值
如果用计算机或者计算器来计算套印标准偏差,结果与经过图形计算得出的数值略有不同,其原因是图形计算方式准确性欠佳,所以一般以计算机的计算结果为准。套印标准偏差通常以0.5μm等级给定(例如8.0μm、8.5μm、9.0μm、9.5μm等)。如果计算出的套印标准偏差同等级值不相符合,应取下一个较高的等级值的整数。
如:计算出的套印标准偏差值为8.0μm,最终等级值为8.0μm;计算出的套印标准偏差值为9.3μm,等级值取9.5μm;计算出的套印标准偏差值为8.6μm,等级值为9.0μm 。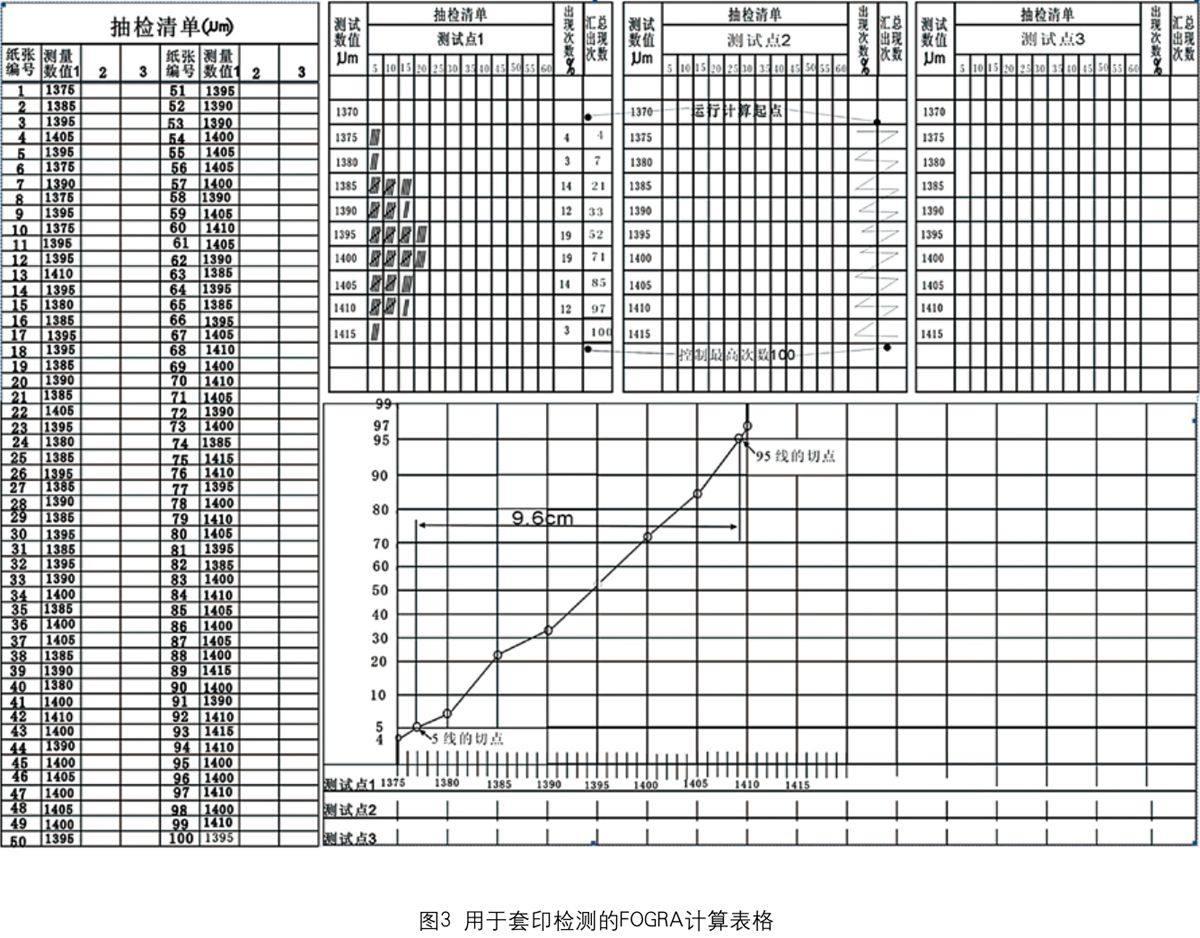
3.计算步骤
在恒定速度下印刷,以100张号码相连的纸张为一组试样进行测量计算,将读数值登入FOGRA测量表中,为防止试验失败,可准备3套相同纸张进行测量。结果见图3,具体步骤如下。
(1)清单设置
填写对应编号纸张的测量值。左表中2、3列是为备用测试而准备。
(2)计算每一测量值出现的次数
首先需要得出最小的测量数值。由图3左表得出实验最小的测量值是1375μm。为了保证结果准确完整,清单所列的初始值在此基础上应选择一个更小的数值,如图3右上表所示是以测量值1370μm开始的。在此基础上依次高出5μm。
其次对测量数值清单进行检查。将测量值在对应数值的表格中划出出现次数标记,最后汇总相应测量数值出现的次数百分比。例如测量值1375μm在测量表中出现了4次,即在对应“出现次数%”列中填入4,依次得出每一测量数值的出现次数百分比。
(3)出现次数统计汇总
在“出现次数%”一栏数值的基础之上,进行“汇总出现次数”一栏的计算,即测量数值出现次数的依次叠加。如第一行1375对应出现的次数为4,则在汇总出现次数一栏中填4,第二行1380对应的出现次数为3,则汇总出现次数一栏的值为4+3,即是7,以此类推,在最后一行1415数值对应的汇总出现次数应为100,与实验纸张及次数相吻合。
(4)绘制套印曲线
①建立坐标,横坐标为清单中的测量数值,从1370~1415共10个点,数值间隔为5;纵坐标为汇总出现次数。
②根据“汇总出现次数”值依次取点,如在1375μm 时为4,1380μm时为7,以此类推。
③将所描各点依次连接起来所形成的曲线即“套印特性曲线”。
④按照套印标准偏差的表示通常以0.5μm等级给定,分别取概率图上5及95曲线的切点。
⑤两切点之间的水平距离可用标准直尺来测量(单位:cm),实测距离为9.6cm(图3已做缩小处理,原稿规格A3)。为试验中便于测量,在概率图中以1cm表示1μm,则套印标准偏差就为9.6μm,数值取0.5μm整数位,最后得到套印标准偏差的最终结果为10μm。
