磷矿选矿含锰废水在造气循环水系统中的应用
2013-04-23牟林琳
梅 明,孙 侃,陈 涛,牟林琳
(武汉工程大学环境与城市建设学院,湖北 武汉 430074)
0 引 言
随着国家对矿山环保的日益重视,如何合理地利用选矿废水,是国内矿山亟待解决的一个重要课题.选矿废水由于其排放量大,水中重金属离子浓度、固体悬浮物浓度和化学需氧量等各项指标,均超过国家排放标准,容易对选矿厂周边环境造成危害[1].从国内外选矿废水的净化与资源化利用现状来看,单纯对选矿废水进行处理使之达标排放,不仅需要一定的处理技术和处理成本,而且导致大量水资源的浪费[2].针对不同选矿废水的不同特性,如何将选矿废水进行综合利用是目前环保工作者的重要课题之一.
湖北省黄麦岭磷化工有限责任公司位于湖北省大悟县,始建于1973年,是集采选、化肥、化工于一体的国有大型一档企业,公司现有磷矿选矿装置主要包括选磷和选硫两个部分,因此有大量的选磷和选硫废水产生,为了提高废水的重复利用率,选磷废水经浓缩后,溢流水逐级回用至选磷工艺,废水再流进下一级选硫工艺进行选硫,多余废水送尾矿库中进行沉降处理.由于选磷和选硫的药剂不同,直接对选矿废水回用已不符实际,而且选硫废水呈弱酸性,导致尾矿浆中的部分重金属析出,经实际监测尾水中的锰含量较高,故而尾矿废水不能直接达标排放.因此拟将磷矿选矿含锰尾水回用于合成氨造气循环水的补充水,利用造气循环水处理含锰尾水,既节约了水资源,又保护了环境.
1 工程应用技术方案
1.1 合成氨造气循环水处理系统
合成氨造气循环水系统主要供给合成氨造气、锅炉除尘及脱硫工段的用水,系统主要包括沉淀池、热水池、凉水塔、冷水池等组成,合成氨造气循环水包括造气工段半水煤气洗涤水、气柜水封水和脱硫工段除尘、冷却、清洗塔排放的废水,采用“闭路”循环工艺处理上述废水[3].由于造气循环水循环量大,采用的是敞开式循环水系统,在循环过程中水的损失量也较大,主要包括蒸发损失、飞溅损失、风吹损失和排放损失4个方面[4].因此为了保证合成氨造气系统的长期稳定运行,必须定期对循环水系统进行补水.
造气污水首先进入平流式沉淀池进行预沉淀,污水停留时间60 min,出水悬浮物质量浓度150~200 mg/L,然后由热水泵送入涡流反应斜管澄清池,同时在进水管投加20~50 g/m3聚合氯化铝(PAC),涡流反应澄清池中装有涡流布水器和乙丙共聚斜管,涡流反应停留15 min,水力表面负荷5 m3/(m2·h),斜管沉淀池停留60 min,出水悬浮物质量浓度≤50 mg/L.出水自流至冷却塔,经冷却后大部分送造气脱硫等工段循环利用,少量外排至合成氨综合废水处理站处理后排放.合成氨造气循环水系统流程图见图1.

图1 合成氨造气循环水处理系统工艺流程图Fig.1 Synthetic ammonia gas-making recycling water system process flow chart
在合成氨造气工序中,原料煤(C)和水蒸汽(H2O)、空气(O2)在气化炉内发生气化反应,气化炉的反应物在高温加压条件下发生多相反应,其过程极为复杂,产物有二氧化碳(CO2)、一氧化碳(CO)、氢气(H2)、硫化氢(H2S)、甲酸(HCOOH)、氨气(NH3)和氢氰酸(HCN)等.主要反应方程式:
CmHn+(m+n/4)O2→mCO2+n/2H2O;
2C+O2→2CO;
C+O2→CO2;
2CO+O2→2CO2;
2H2+O2→2H2O;
C+H2O→CO+H2;
CO2+H2→CO+H2O;
CH4+H2O→CO+3H2;
C+CO2→2CO;CH4→C+2H2.
此外,还可能存在的副反应:COS+H2O→H2S+CO2;C+O2+H2→HCOOH;N2+3H2→2NH3;N2+H2+2C→2HCN.

Mn2++S2-→MnS↓;
Mn2++2OH-→Mn(OH)2↓(白色).
通过上述反应及絮凝剂辅助沉淀的作用,Mn2+能够在该系统中得到大幅度地削减,沉淀池中的含锰沉淀污泥由人工及时清理,运送至渣场堆存,保证循环水系统的安全运行.
1.2 合成氨综合废水处理系统
在实际生产过程中,即使是补充新鲜水,也必须强制外排少量废水以保持循环水系统的稳定运行,另外合成氨全厂还有地坪设备冲洗水、生活污水等,综合废水中的主要污染物有COD、NH3-N、SS、CN-和S2-等,因而必须对综合废水进行处理,综合废水首先进入破氰池,采用碱式氯化法进行破氰处理,处理后进入调节池调节pH及水量,然后用泵送入A/O池进行生物反硝化和硝化反应,以除去废水中的COD和氨氮.A/O池出水进入沉淀池进行泥水分离后进入曝气生物滤池进一步去除COD和氨氮.出水在投加絮凝剂(PAC和PAM)后进入混凝沉淀池,沉淀污泥进入污泥浓缩池浓缩,最后再送污泥脱水机脱水并经压滤成泥饼后,运送至渣场堆存.混凝沉淀池出水经过砂滤池过滤后排放.合成氨污水处理厂工艺流程图见图2.
本工程采用磷矿选矿含锰尾水替代新鲜水作为补水后,尾矿库废水中的锰离子在造气循环水装置运行中得以削减,但还有少量锰离子残留,在破氰池中加入氧化钙(CaO)和次氯酸钠(NaClO),在具备破氰效果的同时还有氧化沉淀Mn2+的效果,CaO与H2O反应生成Ca(OH)2,Mn2+与OH-反应生成白色Mn(OH)2絮体,同时Mn(OH)2易被氧化成棕褐色的水合氧化锰(MnO(OH)2)而去除[6],而且次氯酸根(ClO-)在碱性条件下也可将Mn2+氧化成二氧化锰(MnO2),主要反应方程式:
CaO+H2O→Ca(OH)2;
Ca(OH)2→Ca2++2OH-;
Mn2++2OH-→Mn(OH)2(白色)↓;
2Mn(OH)2+O2→2MnO(OH)2(棕褐色)↓;
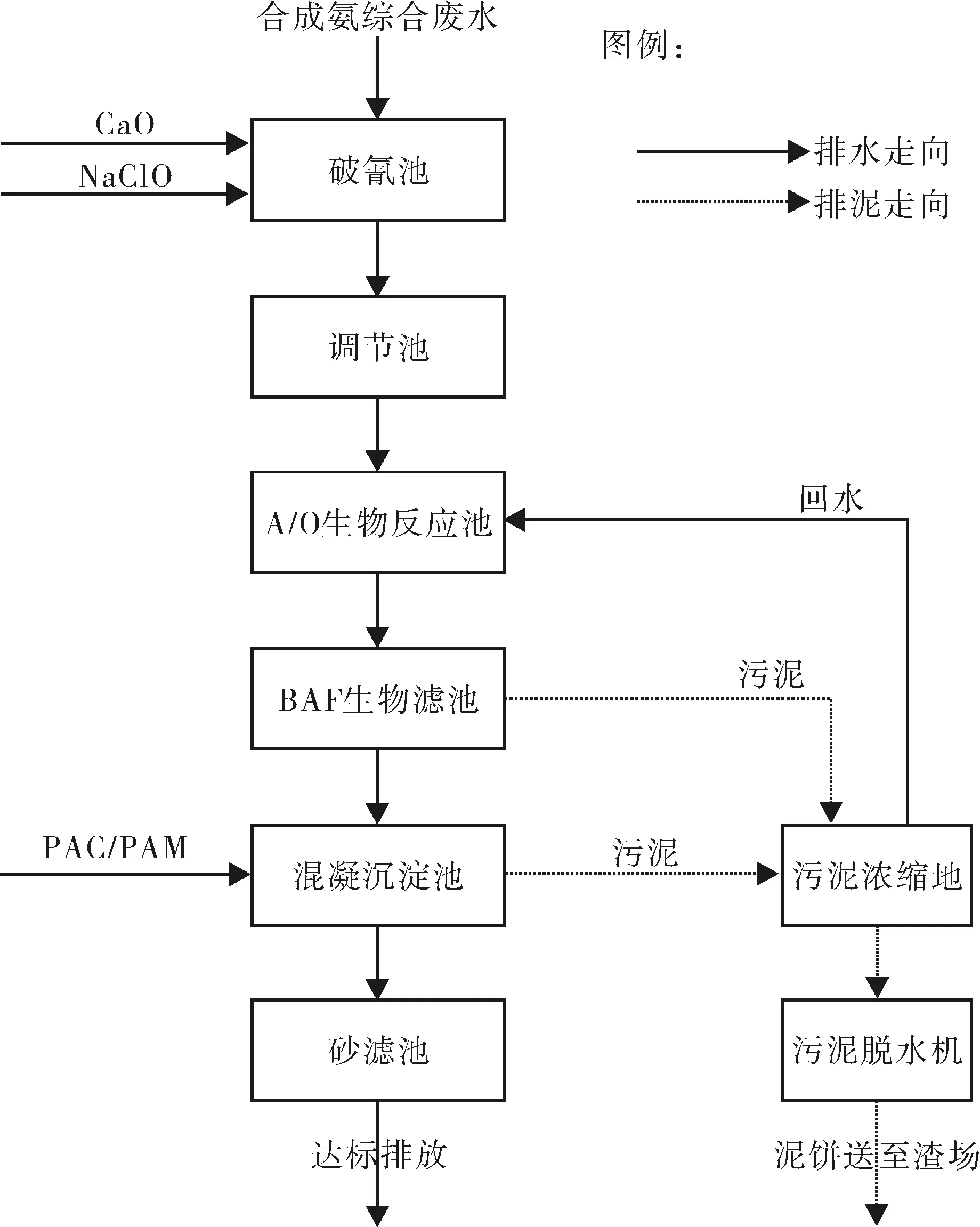
图2 合成氨污水处理厂工艺流程图Fig.2 Synthetic ammonia sewage treatment plant process flow chart
NaClO+2OH-+Mn2+→MnO2(黑色)↓+NaCl+H2O.
同时添加聚合氯化铝(PAC)和聚苯烯酰胺(PAM)絮凝剂,可以起到辅助沉淀锰离子的作用[7],当废水中的pH达到8.0以上,废水中就会产生Mn(OH)2胶体微粒,胶体由于带电而在溶液中维持双电层,在添加混凝剂后,会形成一系列的络合物,这些络合物能降低胶体的ζ电位,使胶体稳定性降低,故而能使其快速脱稳沉淀下来[8].经过污水处理站处理后,污水中的各项污染物浓度均能满足达标排放的要求.
2 实际运行效果
在工程应用的试运行初期,出水水质存在波动,但随着生化处理系统对废水的逐步适应以及各种药剂投药量的优化,出水水质趋于稳定.该工程于2012年9月投入试运行, 2012年10月对合成氨污水处理厂进出口废水进行不定期取样监测,分析测试方法按照《水和废水监测分析方法(第四版)》规定的要求进行,主要污染物的进出口水质监测结果见表1.

表1 主要污染物进出水水质监测结果Table 1 Water quality monitoring results of primary pollutants of inflow and outflow
注:COD、NH3-N、SS执行《合成氨工业水污染物排放标准》(GB13458-2001)表2中型企业限值要求分别为150 mg/L、70 mg/L和100 mg/L;总锰执行《污水综合排放标准》(GB8978-1996)表4一级标准限值要求为2.0 mg/L.
由表1可以看出,采用磷矿选矿含锰废水替代新鲜水进行补水的实际运行过程中,主要污染物排放浓度能够满足达标排放的要求. 经过近一年多的长期实际运行,含锰尾水经合成氨造气循环水系统综合利用后,锰离子得以削减并经污水处理厂处理后能够达标排放,合成氨造气循环水系统及污水处理厂设备始终保持稳定运行状态,未见系统异常情况发生.因此,将磷矿选矿含锰尾水回用于合成氨造气循环水补水是可行的.
3 效益分析
本项目工程建设费用主要为管道的输送连接以及回水泵房的建设,工程总投资约800万元,造气循环水总量为1 100 m3/h,补充水量为150 m3/h,工业用水价格为2.2元/m3,废水排污费为0.05元/m3,因此每年可节约水费264万元,免交排污费6万元;装置运行成本主要包括新增药剂费用0.06元/m3(7.2万元/年),人工管理费用0.08元/m3(9.6万元/年),设备运行及检修费用0.16元/m3(19.2万元/年),则年总运行成本为36万元.因此每年可收到节水效益234万元,预计3.4年可回收投资.
本工程应用属于重金属减排节水应用,该项目实施运行后,废水得以综合利用,既节约了水资源,又避免了废水排放对附近地表水环境和地下水环境的污染,具有一定的经济效益和环境效益.
4 运行中应注意的主要问题
a.由于尾矿库与合成氨厂相距较远,采用架空管道对尾水进行输送,输送路线较长,因此管道输送风险较大,在生产过程中应采取一定的风险防范措施,保证输送的安全,一旦出现故障,应停止输送并进行检修.
b.在实际运行过程中,应定期对污水处理站的各类污染物指标进行监测,维持污水处理站的长期稳定运行,保证各类污染物的达标排放,以免对周围水体造成污染.
5 结 语
通过理论分析和实际运行结果表明:将磷矿选矿含锰尾水回用作合成氨造气循环水补充水能够有效削减废水中的重金属离子,同时对废水进行综合利用,既节约了水资源,又保护了环境,具有节能减排和可持续发展的重要意义.
致 谢
特别感谢湖北省黄麦岭磷化工有限责任公司给予本项目的支持!
参考文献:
[1] 赵永斌,袁增伟,戴文灿,等. 混凝吸附处理选矿废水的研究[J]. 广东工业大学学报,2001, 18(4): 94-97.
ZHAO Yong-bin, YUAN Zeng-wei, DAI Wen-can, et al. A Study of the Coagulative Precipitation Adsorption of Floatation Wastewater[J]. Journal of Guangdong University of Technology,2001, 18(4): 94-97.(in Chinese)
[2] 洪建军,罗建中,陈敏,等. 清洁生产技术在选矿废水净化处理中的应用[J]. 矿业安全与环保,2004, 31(2): 33-35.
HONG Jian-jun, LUO Jian-zhong, CHEN Ming, et al. Application of Clean Production Technology in Purification Treatment of Washing Plant Wastewater[J]. Mining Safety & Environmental Protecyion,2004, 31(2): 33-35.(in Chinese)
[3] 王文富,相开阳. 造气循环水改造小结[J]. 安徽化工,2008, 34(z1): 46-47.
WANG Wen-fu, QUAN Kai-yang. The Summary of The Transformation of Gas-making Recycling Water[J]. Anhui Chemical Industry,2008,34(z1): 46-47.(in Chinese)
[4] 胡跃华,朱泽华. 循环冷却水系统蒸发损失的计算与分析[J]. 化工进展,2004, 23(5): 566-567.
HU Yue-hua, ZHU Ze-hua. Calculating and Analysing of Circulating Cooling Water Vaporizing Losing[J]. Chemical Industry and Engineering Progress,2004, 23(5): 566-567.(in Chinese)
[5] 王文善. 国内外脱硫技术的发展状况及需要研究的问题[J]. 小氮肥设计技术,2006, 27(2): 1-6.
WANG Wen-shan. Development and Research problems of Desulfurization Technology in Domestics and Abroad[J]. Xiao Dan Fei She Ji Ji Shu,2006,27(2):1-6.(in Chinese)
[6] 孟君. 含锰废水控制与治理研究进展[J]. 安徽农业科学, 2008, 36(32): 14273-14274.
MENG Jun. Research Progress of the Control of Manganiferous Wastewater[J]. Journal of Anhui Agricultural Sciences,2008, 36(32): 14273-14274.(in Chinese)
[7] 宿程远,黄秀玫,吕宏虹,等. 混凝法处理锰矿选矿废水的试验研究[J]. 环境科学与管理,2010, 35(7): 46-49.
SU Cheng-yuan, HUANG Xiu-mei, LV Hong-hong, et al. Study on the Treatment of Manganese Mineral Processing Wastewater with Coagulation[J]. Environmental Science and Management,2010, 35(7): 46-49.(in Chinese)
[8] 钟琼,廖德祥,李小明,等. 电解金属锰生产废水处理技术的研究进展[J]. 中国锰业,2005, 23(4): 7-9.
ZHONG Qiong, LIAO De-xiang, LI Xiao-ming, et al. Review of Research in the Treatment of Electrolytic Manganese Waste water[J]. China’s Manganese Industry,2005, 23(4): 7-9.(in Chinese)
