脑复康合成工艺改进*
2013-04-18李剑秀
李剑秀
(天津中津药业股份有限公司,天津 300384)
脑复康(吡拉西坦、吡咯烷酮乙酰胺),化学名为2-氧代-1-吡咯烷乙酰胺,属于γ-氨基丁酸的环形衍生物。是脑代谢改善药。具有激活、保护并修复大脑神经的作用,是医药界公认的具有特殊药理活性的化合物[1]。本品能改善各种类型缺氧以及物理化学因素造成的脑损伤;有益于保护大脑的正常功能;能促进脑内ATP,可促进乙酰胆碱合成并增强神经兴奋的传导,具有促进脑内代谢作用。本品主要用于脑动脉硬化症及脑血管意外所致的记忆和思维功能减退的治疗,提高正常人的学习和记忆能力。因此,脑复康药用前景非常广阔[2,3]。
制备脑复康的工艺路线有7条,分别是以α-吡咯烷酮、1-氯甲基吡咯烷酮、琥珀酰亚胺、琥珀酸酐、吡咯烷酮乙酸、丙烯酰氯、γ-氯丁酰氯为起始原料[4]。其中吡咯烷酮乙酸、琥珀酸酐、γ-氯丁酰氯等方法原料不常见、反应步骤长、或试剂昂贵、或溶剂不易回收,污染环境等,一般不宜工业化。比较成熟的工艺路线是以α-吡咯烷酮为起始原料,经成盐、缩合制得中间体α-吡咯烷酮乙酸乙酯,再经氨化制得产品。本文主要针对α-吡咯烷酮乙酸乙酯氨化制得脑复康过程进行研究,该方法原料易得,所用甲苯、甲醇等溶剂易于回收且毒性低,有利于最终产品有机溶剂的限量控制。通过工艺条件优化,使该步反应收率达到92%以上,产品符合《中国药典》2010版标准[5]。
1 实验部分
1.1原料α-吡咯烷酮乙酸乙酯:含量≥85%;甲醇:工业品,含量≥99.5%;液氨:工业品,含量≥99%;异丙醇:含量≥98%;活性炭:针剂用活性炭。
1.2合成路线α-吡咯烷酮乙酸乙酯在低温的甲醇溶液中,搅拌下通入氨气,反应得到吡咯烷酮乙酰胺,经过异丙醇精制,活性炭脱色得到成品吡咯烷酮乙酰胺。见图1。
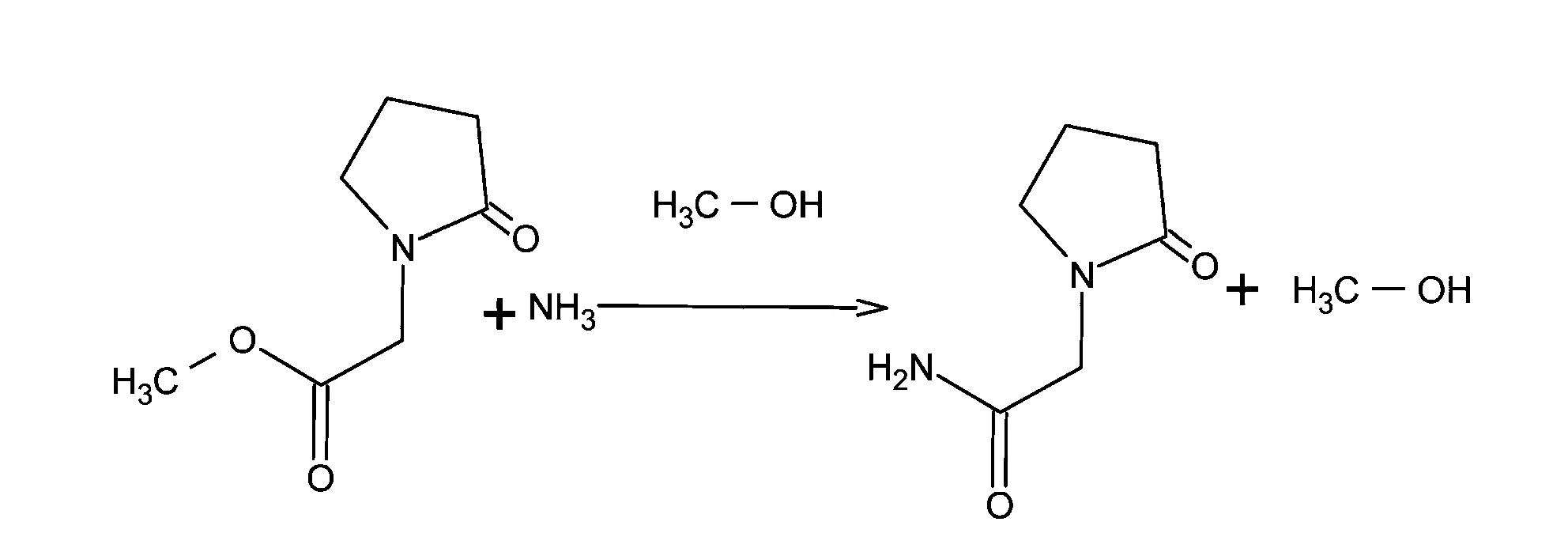
图1 合成工艺路线图
1.3实验部分
1.3.1氨化500 ml三口烧瓶内加入170 ml甲醇和200 g α-吡咯烷酮乙酸乙酯,置于冰盐水中,开动搅拌,将瓶内温度降至5 ℃以下,停止搅拌,通入氨气110 g, 通氨速度以液面微微出现小气泡为宜,尾气经甲醇吸收后排放。停止通氨后三口瓶内体积较原来体积增加1.1~1.3倍左右,将反应瓶取下关严瓶口,常温静置5 h以上。反应瓶安上搅拌并开动,用水泵缓缓抽取剩余氨气,同时缓慢升温,待氨基本排尽后,常压回收70%~80%甲醇。将残余渣液在5 ℃下静置12 h后取出过滤,滤饼烘干,得白色晶体重158.4 g,吡咯烷酮乙酰胺含量约98%,收率92.8%。滤液和回收甲醇合并后保存供下次氨化套用。
1.3.2精制2000 ml三口烧瓶中加入吡咯烷酮乙酰胺粗品、900 ml异丙醇和1 g针剂活性炭,配上回流冷凝器及搅拌,水浴升温,使异丙醇回流30 min,停止搅拌,趁热过滤,滤液搅拌下缓慢降至室温后,在5 ℃以下静置12 h以上,过滤,滤饼在(50±5) ℃下烘干5 h,得吡咯烷酮乙酰胺精品约149.6 g,吡咯烷酮乙酰胺含量为99.5%,精制率约96.4%。滤液保存供下次精制套用。
2 讨论
2.1氨化反应过程为无水反应,应严格控制甲醇含水量,因为本品在水中有一定的溶解度,甲醇的含水量会影响粗品收率。见表1。
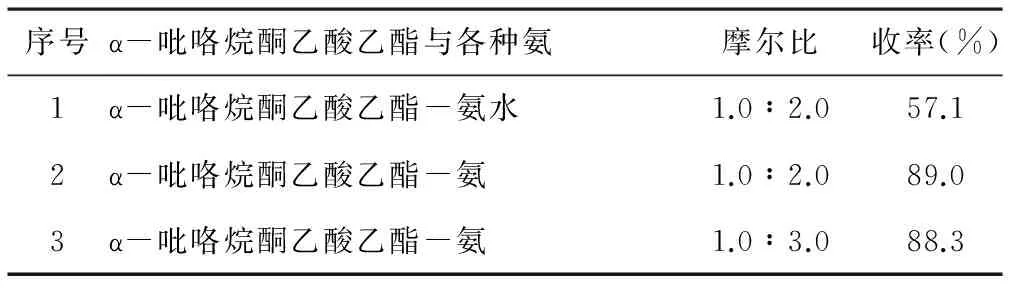
表1 溶剂甲醇中水的含量对氨化反应收率的影响
2.2应严格控制通氨速率,以液面微微出现小气泡为宜,不宜过快。过快致使收率降低。
2.3氨化反应为放热反应,反应过程应尽快移走反应热量,是促进反应正向移动的必要条件。为使反应顺利进行,控制反应温度在5 ℃。反应初期温度上升,后期温度下降,可用温度变化,体积增加情况确定反应终点,确保氨化反应充分。
1常瑜,智翠梅,王秀兰.α-吡咯烷酮乙酸乙酯的合成[J].太原理工大学学报,2005,36(2):186
2耿国银,武俊莲,李永安,等.脑复康合成工艺研究[J].应用化工,2001,30(3):23
3周仁兴,邵立人.吡咯烷酮乙酰胺的合成[J].中国医药工业杂志,1981,12(2):3
4邓艳良.吡乙酰胺合成路线图解[J].中国医药工业杂志,1991,22(4):186
5中国药典[S].二部.2010:337