工件托盘的工艺编制
2013-04-12张亮
张亮
(北京北仪创新真空技术有限责任公司,北京 102600)
1 引言
工件托盘是我单位某型高真空镀膜设备上的比较关键的零件,用在真空室内部。根据使用的需要,工件厚度要求较薄,形状成内形为空腔的方框型结构,指定平面要有较高的平面度。材料为纯钛(TA2)。由于零件数量较少,工艺选择用板料进行加工。
2 工件托盘结构
如图1,从零件本身形状看,零件属于空腔形零件,对指定平面平面度要求较高。采用板料加工成零件的方式,由于去除材料较多,若加工方法不当易产生较大应力变形,影响零件平面度。加工过程中不好装夹,而且如果直接将装夹力作用于零件,当去除装夹力后,零件会发生变形。要保证图纸要求,就必须解决以上两种变形问题。
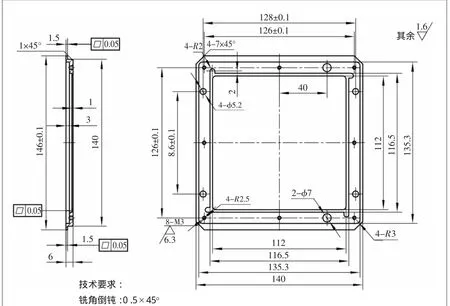
图1
3 加工方案
根据我厂现有生产条件,对第一种变形:铣削内形前磨削两大面作为后续加工的基准面。做时效处理消除加工应力。零件中心材料先不去除以起到支撑作用。铣削时进刀量吃刀量要小,冷却液要充足。内形粗加工和自然时效后,根据情况,对零件进行适当矫形后再进行精加工。对第二种变形:由于零件中心材料没有去除,可在上面钻四个通孔,通过螺栓与自制的工装连接(如图3),装夹时将夹紧力作用在工装上。当零件除内形112×112尺寸外其它尺寸都加工完成后,用线切割将中间材料去除。由于线切割会产生切割痕迹及氧化层,切割后用金相砂纸修光切割痕迹及氧化层。
4 工装
根据材料价格、材料加工成本及零件加工数量等因素,工装材料选择 Q235A。工装形状为 220×226×20矩形(如图 4),并在其上加工出4-M8螺纹。工装两大面要有较高的平行度及平面度。加工时先将工装找正并通过压板固定在机床床面上,再通过螺栓与工件连接,工装图如图5、图6。
5 工件托盘加工工艺分析

图2 工件托盘工艺图
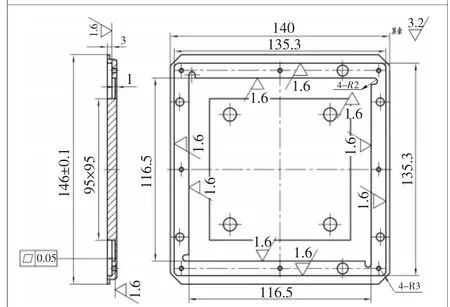
图3 工件托盘工艺图

图4 工装图
(1)下料。由于纯钛材料价格比较昂贵,工件托盘需要的数量又不多,而且这种材料在我单位并不常用,因此我们主要按照需要的尺寸156×150×8从材料经销商处采购相应件数。
(2)钳工。按工艺图2加工出四个工艺孔,用来与工装连接。并在此序加工出零件上各孔及螺纹。
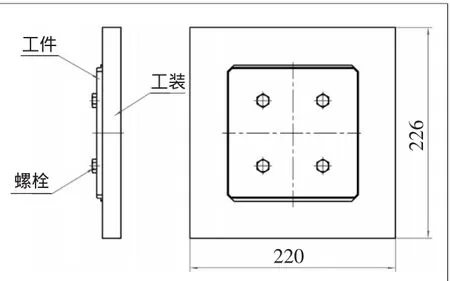
图5 装夹方式1
(3)磨削。通过磨削提高两大面平面度和平行度,使两大面在后续加工中作为基准面。磨削两大面分粗加工与精加工,磨削时要采取防变形措施,如砂轮要锋利、冷却液要充足、小进给量、两大面交替磨削等。在粗加工之后进行一次自然时效消除加工应力后再进行精磨。
(4)粗铣。采用装夹方式1(如图5)将零件装夹在工装上加工外台阶至尺寸。采用装夹方式2(如图6)粗铣内型各台阶。铣削时进给量及吃刀量要小,冷却液要充足以防止工件变形。
(5)根据实际情况对工件进行适当矫形,保证平面度要求。
(6)精铣。精铣内形各尺寸,但内形支撑部分不去除,在此序去除工装。
(7)电加工。线切割内形底部尺寸,钼丝可从零件上工艺孔穿入。
这样可以避免去除工装后铣削底部尺寸时的装夹问题,同时减小了加工应力的产生。
工件托盘的加工工艺如表1所示。
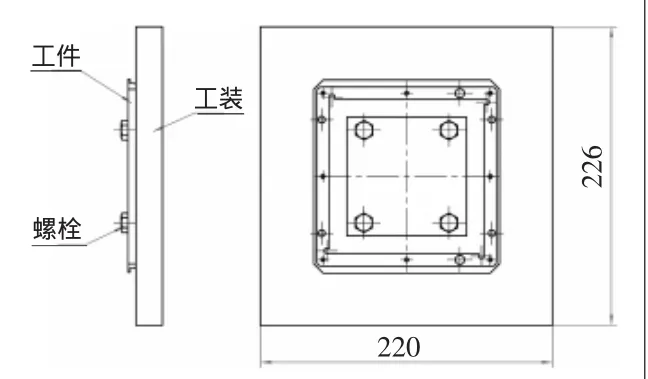
图6 装夹方式2
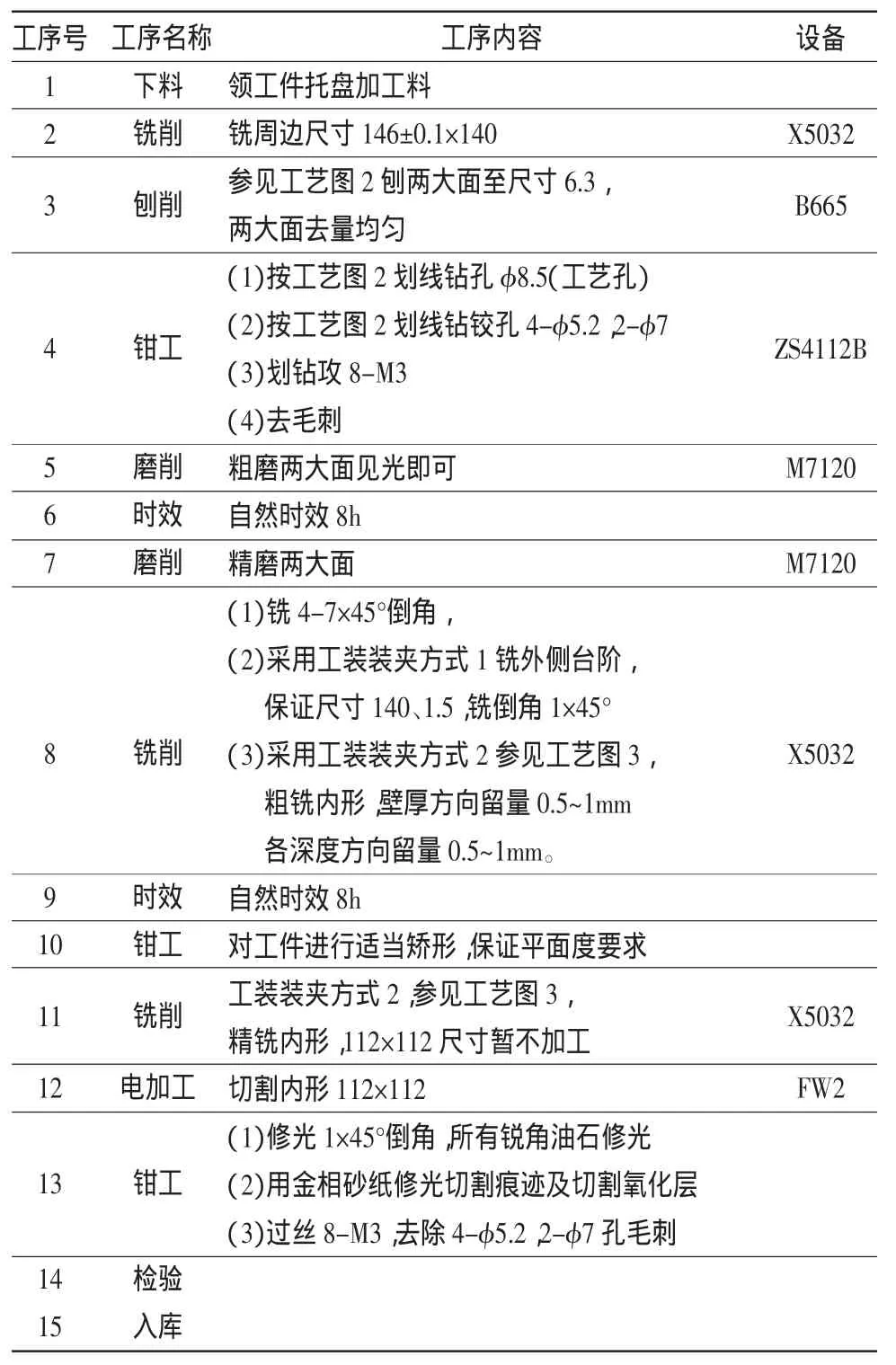
表1
