钛合金碱性阳极氧化工艺参数的研究
2013-04-12曲春艳李奇琳王德志毛勇宿凯王海民
曲春艳,李奇琳,王德志,毛勇,宿凯,王海民
(黑龙江省科学院石油化学研究院,黑龙江哈尔滨 150040)
钛合金碱性阳极氧化工艺参数的研究
曲春艳,李奇琳,王德志,毛勇,宿凯,王海民
(黑龙江省科学院石油化学研究院,黑龙江哈尔滨 150040)
钛合金表面处理对胶接件性能有显著的影响。通过正交试验考察了槽液温度、恒定电压、处理时间和阴阳电极板距离对钛合金胶接前表面处理效果的影响,并优化了实验工艺参数。试验结果表明,槽液温度对处理效果的影响最显著,其余三个因素次之。在最佳工艺条件下制备的钛合金胶接件获得了良好的性能。
钛合金;碱性阳极化;正交实验法;工艺参数优化
前言
钛合金具有比强度高,抗腐蚀性能强,耐高温性能好,特别是与碳纤维复合材料有良好的电化学相容性和相近的热膨胀系数等特点,使得钛合金与钛合金、钛合金与复合材料胶接结构广泛应用于航空航天领域[1]。而被粘材料的表面性质对胶接接头的强度及耐久性至关重要,因此被粘材料表面处理的研究对胶接接头的应用尤为重要[2]。
钛合金的粘接前表面处理方法有机械方法、化学方法、电化学方法等30多种[3]。电化学方法处理的钛合金表面具有较好的胶接强度,尤其是胶接试验件的耐久性能较好。本文通过正交实验法,对钛合金碱性阳极氧化工艺参数进行优化,从而得出最佳的钛合金碱性阳极氧化的工艺参数。
1 实验
1.1 实验材料
本实验所用的钛合金材料:Ti-6Al-4V,尺寸:25mm×100mm×2mm。所用的胶膜为黑龙江省科学院石油化学研究院研制生产的J-271环氧胶膜。氢氧化钠(NaOH),分析纯,北京益利精细化学试剂厂;酒石酸钠(Na2C4H4O6·2H2O),分析纯,天津市双船化学试剂厂;乙二胺四乙酸(EDTA),分析纯,国药集团化学试剂有限公司;硅酸钠(Na2SiO3),分析纯,国药集团化学试剂有限公司。碱性阳极化法槽液的组分[4]如表1所示。

表1 阳极化槽液的组分Table 1The compositions of anodizing bath solution
1.2 正交试验设计
选用L9(34)正交表来安排试验。正交试验的因素水平如表2所示。表中:A是阳极氧化槽液的温度;B是阳极氧化反应的恒定电压;C是阳极氧化处理的时间;D是阳极氧化阴阳电极板的距离。
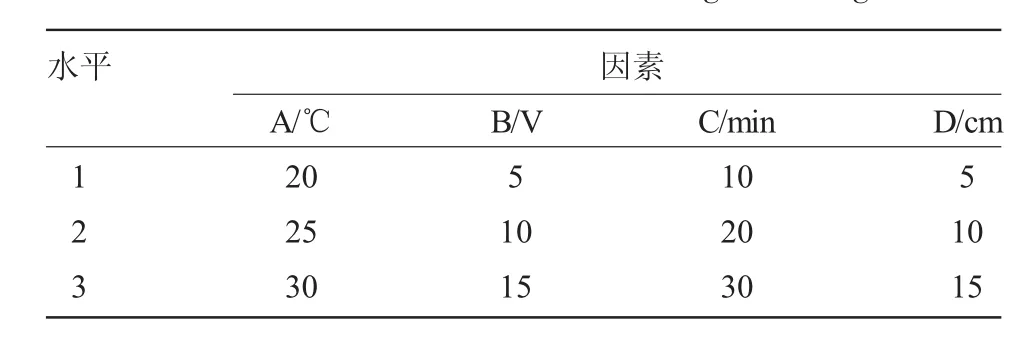
表2 正交设计的因素和水平Table 2Factors and levels of orthogonal design
1.3 试样的表面处理
(1)试件首先用砂纸打磨,去除大部分的残胶和其他污物;然后喷砂至均匀,增加宏观表面粗糙度。
(2)在80℃的NaOH水溶液中浸泡10min,进行脱脂处理。
(3)室温下用HF-HNO3混酸溶液浸泡5min,去除试样表面不均匀的薄的氧化膜。
(4)阳极化,槽液的配方如表1所示,在相应的条件下处理,然后用清水冲洗净,自然干燥。
1.4 试样的制备和测试
试样按GB7124-86的规定制出,经表面处理后用胶膜进行胶接,胶接面施加0.3MPa的压力,在178℃条件下固化90min。利用Instron公司力学试验机分别测试试验件常温和湿热老化后的剪切强度,湿热老化的条件为71℃,RH90%,老化时间为1000h。
2 结果与讨论
正交试验的结果如表3、表4和图1所示。表中:Ai、Bi、Ci和Di分别表示水平为i时的因素;横坐标为K1、纵坐标为A的数据表示因素为A、水平为1的试验结果的总和;横坐标为k1、纵坐标为A的数据表示因素为A、水平为1的试验结果的平均值;极差R为|ki-kj|(i,j=1,2,3)的最大值,其他数据依此类推。
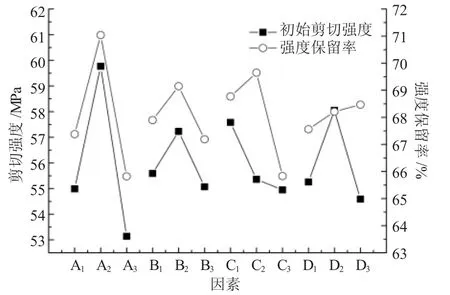
图1 各因素对胶接性能的影响Fig.1The effects of each factor on bonding performances
由表3和表4可以看出,各因素对两个参考力学性能的影响并不完全一致。初始剪切强度方面,阳极氧化槽液的温度对结果的影响最显著,各因素按影响大小排序依次为阳极氧化槽液的温度>阳极氧化阴阳电极板的距离>阳极氧化处理的时间>阳极氧化反应的恒定电压。耐湿热老化方面,对结果影响最显著也是阳极氧化槽液的温度,各因素按影响大小排序依次为阳极氧化槽液的温度>阳极氧化处理的时间>阳极氧化反应的恒定电压>阳极氧化阴阳电极板的距离。
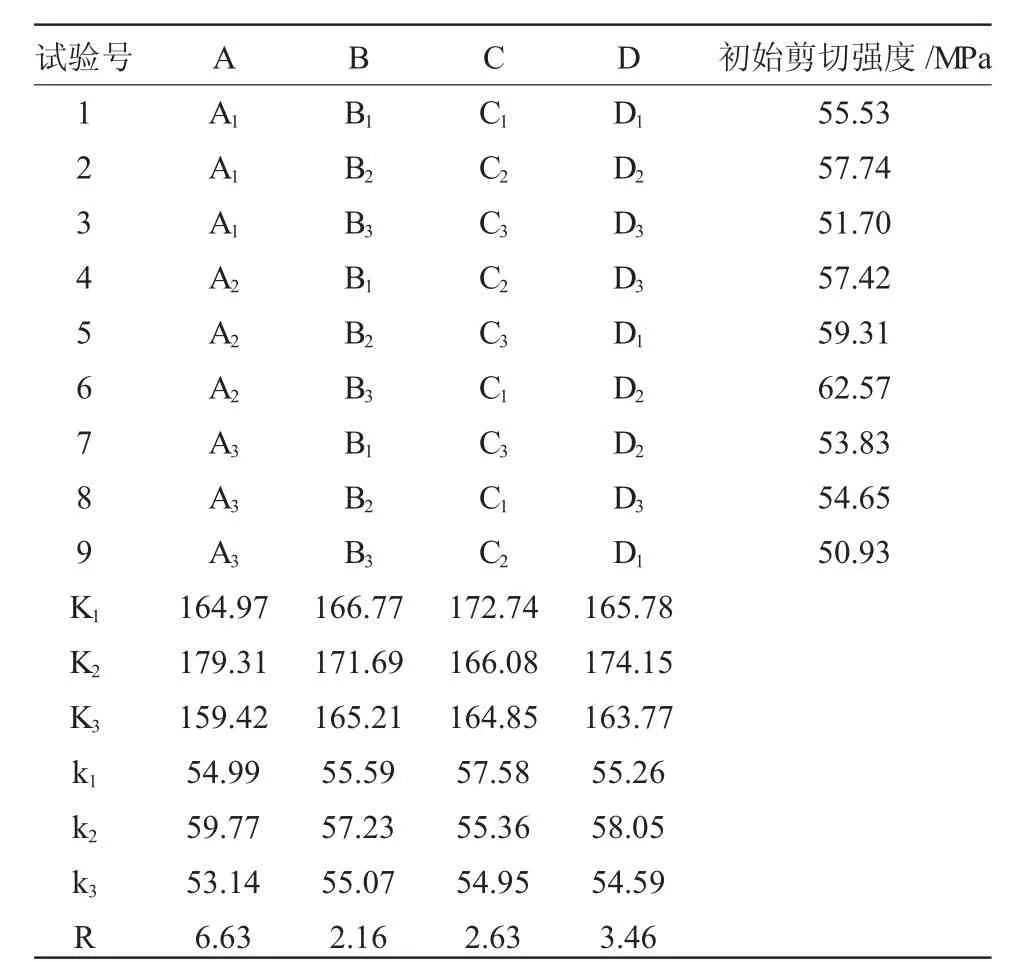
表3 以初始剪切强度表征的正交试验结果Table 3The orthogonal experiment results characterized by the initial shear strength
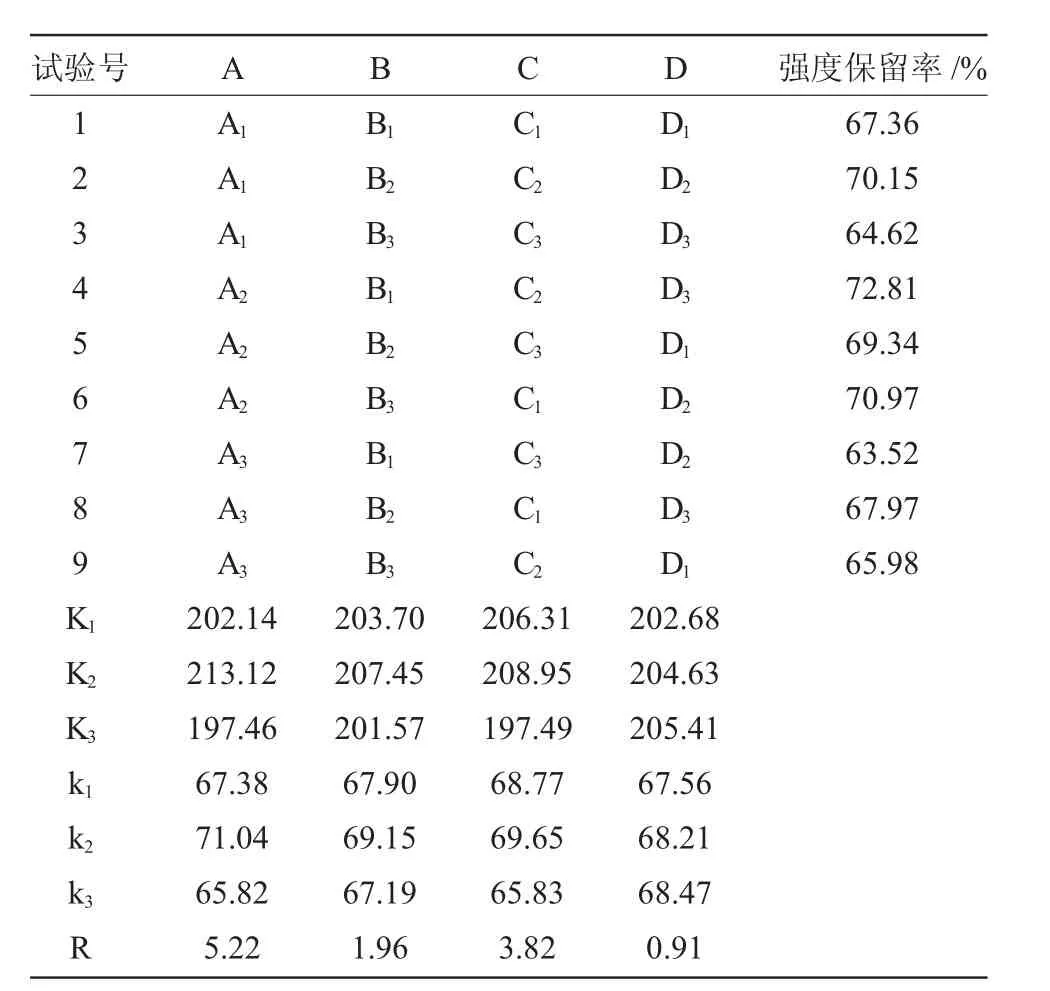
表4 以强度保留率表征的正交试验结果Table 4The orthogonal experiment results characterized by the strength retention rate
槽液的温度直接影响槽液的反应活性,对钛合金表面处理效果有显著影响。当温度较低时,槽液的反应活性也较低,仅能在钛合金表面形成一层薄薄的、平整的氧化膜,不利于胶接;随着温度的升高,槽液的反应活性也随着提高,此时钛合金表面能形成厚度适中的多孔状氧化膜,这不仅能增加胶接面积和机械咬合作用,还能有效地阻挡水汽通过界面扩散腐蚀胶接件[5];温度进一步升高,槽液的反应的活性达到较高水平,新形成的氧化膜还没进一步巩固,已被槽液溶解,得不到优质的氧化膜。因此钛合金表面处理的效果是随着温度的升高,先提高后降低。而电压、处理时间和阴阳极距离三因素均对结果造成不同程度的影响,但不如槽液的温度显著。
综上对两个参考性能分析,得出较好的两组工艺因素条件应为A2B2C1D2和A2B2C2D3。根据正交试验结果选择较佳水平组合进行实验验证,验证实验设计及实验结果如表5和表6所示。从表中可以看出,1号和2号都取得较好胶接性能,1号的初始强度略高于2号,而耐湿热老化性能不如2号。从应用的角度出发,我们更倾向于选择耐湿热老化性能较好的2号作为最优的实验条件,即采用槽液的温度为25℃,恒定电压为10V,处理时间为20min,阴阳电极板的距离为15cm。
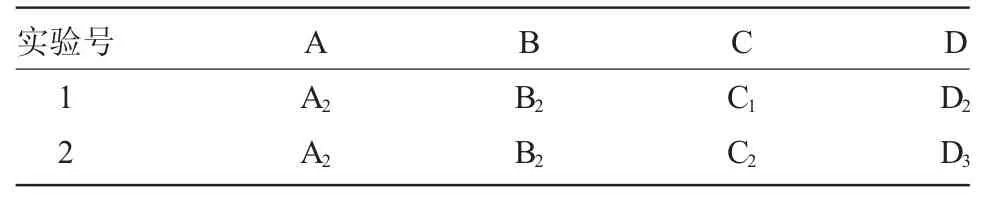
表5 验证实验设计Table 5The confirmatory test design
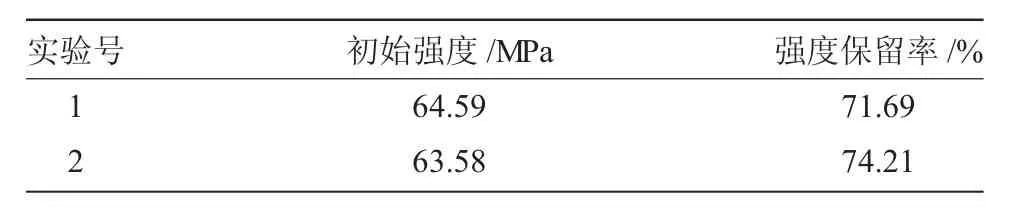
表6 验证实验结果Table 6The results of confirmatory test
3 结论
阳极氧化槽液的温度、阳极氧化反应的恒定电压、阳极氧化反应进行的时间和阳极氧化阴阳电极板的距离四个因素均对钛合金胶接前表面处理效果产生影响,其中阳极氧化槽液的温度的影响最为显著,处理的效果会随着温度的升高,先提高后降低。通过正交试验优化,得到最佳工艺参数为:槽液的温度为25℃,恒定电压为10V,处理时间为20min,阴阳电极板的距离为15cm,制得的钛合金表面具有良好的胶接性能。
[1]张招贤.钛电极工学[M].北京:冶金工业出版社,2003:6~7.
[2]曲春艳,李琳,王德志.钛合金胶接表面处理研究[J].材料工程,2010,12:82~85.
[3]徐修成,王晓蔚,李虎,等.碱性阳极化处理对钛合金/环氧胶接接头耐久性的影响[J].航空工艺技术,1996,7(20):8~11.
[4]王嘉陵.钛合金粘接件表面技术研究[J].粘接,2005,26(1):24~25.
[5]刘晓辉,张广艳,王铀.影响胶接表面特性的诸因素分析[J].化学与黏合,1997,04:224~226.
Study on Surface Alkaline Anodic Treatment Parameters for Titanium Alloy
QU Chun-yan,LI Qi-lin,WANG De-zhi,MAO Yong,SU Kai and WANG Hai-min.
(Institute of Petrochemistry,Heilongjiang Academy of Sciences,Harbin 150040,China)
The surface treatment for titanium alloy has significant influence on adhesive mechanical properties.The effects of bath temperature, constant voltage,treatment time and distance of electrodes are investigated by orthogonal experiments,and the technological parameters for this experiment are optimized.The results show that the treatment effect depended much upon the bath temperature and the other three factors take second place.The titanium alloy adhesive joints made under the optimum conditions will obtain good performances.
Titanium alloy;alkaline anodization;orthogonal experiment;process parameters optimization
TQ031.7
A
1001-0017(2013)05-0056-03
2013-05-20
曲春燕(1963-),女,山东黄县人,研究员,研究方向为高分子材料。
